
市域地铁车转向架高级修工艺布局规划设计研究
2021-03-29 01:05王易非侯金涛刘孝峰
装备维修技术 2021年20期
王易非 侯金涛 刘孝峰
摘 要:随着我国经济的飞速发展以及城市内部与区域之间人员交流互动日益频繁,市域轨道交通的建设自十三五后飞速增长。目前我国主要省会、城市都开通了地铁、轻轨等轨道车辆。而随着车辆使用时限和年限的增加,目前我国主要城市的都开始了在车辆属地建设维保和检修基地的工作。本文就检修基地A型地铁车转向架大、架修厂房前期工艺布局的规划设计进行探讨和研究。
1前言
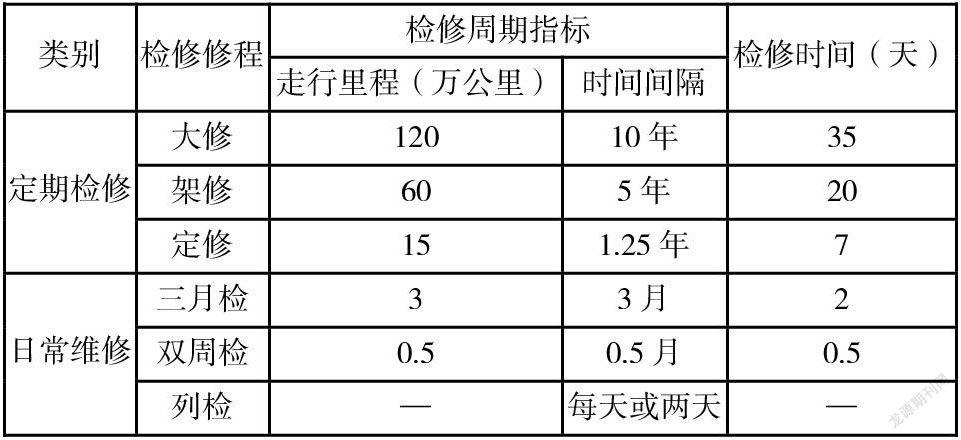
根据国际《地铁设计规范》,A型车车体宽度约为3米,轴数为4。部分车辆制造主商又依据其产品结构将转向架分为分为A型车转向架、B型车转向架和特种车型转向架。鉴于我国尚未出台规定不同车型的检修模式的相关标准,目前行业内一般通过借鉴动车组的检修模式,以车辆的运营里程数和运营时间确定的修程级别。以某市地铁5号线为例,其检修周期如下:
2转向架检修模式
转向架作为车辆走行的关键部件,其质量好坏直接决定了列车运行的安全性和稳定性。在日常维修阶段车辆以定位修为主,互换修与现车修相结合,互换修为主的方式作业。在定修阶段,尤其架、大修修程期间,转向架则需进行下车进行分解和部件检修。作为修程期的关键检修部件,目前所有在属地进行架、大修的车辆段和地铁公司在建设大、架修的基地时,都考虑配置具备转向架专业检修条件的场地。本文就以A型地铁转向架结构为例,就其架、大修的场地工艺布局设计进行探讨和研究。
3转向架厂房工艺布局规划设计方案
由于转向架大、架修的主要工艺流程有比较多的工序重合,车辆段为了降低成本,提高场地的利用率,在工艺布局规划中会考虑将架、大修流程规划在同一个场地内,以兼顾大、架修的期间的检修资源需求。下面就大、架修场地内主要划分区域的规划方案进行研究:
转向架存放区
转向架存放区用于列车解编后待修转向架以及修竣转向架的存放,存放方式主要有两种。一种是集中的存放方式,在转向架推入和推出检修区域的位置并行设置数条存放轨道以充分的利用场地面积,但在进入产线时需要配合天车等起重设备进行吊运。另一种方式是由解编后转向架存放线延伸出一条贯穿的股道,并利用电动输送装置沿着厂房边缘手动或自动推入产线,这种方式在充分利用了厂房面积的同时,且无需起重设备的介入,股道中心线到厂房立柱边缘的距离一般设置在2.5m~3m之间。
转向架分解区
转向架分解区是转向架进入产线开始检修的首个区域。该区域的检修作业包括待修转向架电机的拆卸,转向架分解前初步清洗和转向架轮对、构架等部件的拆解三个工序,三个工序可按照流程在转向架存放区延伸出的轨道上依次布置。其中电机的拆解需要配合悬臂起重设备来进行作业,规格通常为0.5t~1t。转向架初步清洗在电机拆解工序之后,需在围栏或封闭清洗间内进行。转向架拆解作业方式目前有两种方式,一种是利用升降机将部分轨道和转向架共同举升至一定高度,然后工人进入作业;另一种方式是在转向架拆解工位下方做成深度1.5m左右的地坑,工人进入坑下作业。前一种作业方式优点是控制灵活,工人作业较为方便,但设备投资和维护成本较高。而第二种作业方式优点是工位设施比较稳定,几乎不用维护,但作业时需要工人通过上下地坑来及时处理拆解件,效率较低。
构架检修区
构架检修区用于检修转向架拆解工位输出的构架组成。构架组成和轮对组成作为转向架的两大主要组成部分,为减小物流强度以及保证场地工序流转的连续性,构架和轮对的检修区域应本着大件分别集中和顺序布置的原则,优先保证两者检修工位在场地内单向流动不发生回流。因此构架检修区域应靠近转向架拆解工位布置,且工位需尽可能布置在厂房一跨之内,减少过跨运输。构架检修区域需要进行构架拆解、清洗、打砂、探伤、焊补、考限和涂装工序。其中构架拆解工位通过配置升降设备进一步拆解不便在转向架拆解工位拆解的零部件,如制动单元、中央牵引装置、管路、横向止挡等。清洗需设置单独工位,可采用手工喷淋或自动清洗设备,面积设置上需同时考虑其余零部件的适用性。构架焊补、打磨、探伤工序皆可采用便携式设备,且工作环境没有互斥因素,因此可集中规划在一处。构架还需进行涂漆和烘干,工序时间较长是构架检修的瓶颈工序,需预留构架缓存的区域。
轮对检修区
轮对作为构架与轨道之间的行走部件,其检修质量的优劣直接影响列车的运行性能。因此架、大修期间的轮对检修是整个检修任务周期内的重中之中,因此相对于其他部位检修工艺,轮对检修线的自动化程度相对较高。大部分工艺都要依靠工藝设备完成,在配有架、大修基地的车辆段和客运公司的轮对检修设备数量会占到总检修设备数量的60%以上,对轮对检修设备的投入也占到了所有设备投入相当大的比重。因此轮对工艺布局的流畅性直接着影响整体布局的流畅性,其各个工位的布置可以按照架修工序为主、大修工序为次的原则,利用标准轨距轨道和轮对转盘贯穿转向架从拆解到最终交检的区域,主线上按照架修工艺流程依次布置,所有设备采用可通过制式。大修的轮对拆解、检修和组装工位在架修主线周围结合工艺流程布置,并在适当的位置并入架修主线以完成轮对后续的工序。
转向架组装区
转向架组装区包含构架预组装和转向架落成装配两个工序,这两工序是整个转向架架、大修过程中物流强度最大的部分,因此在工艺布局设计过程中这两个工位的就近布置需优先考虑。构架预组装工位需根据生产节拍设置工位的数量,该工位目前主流的作业方式刻利用马凳或组装升降机在构架上组装制动单元、牵引装置、抗侧滚扭杆、一系钢簧等部件。转向架落成装配工位可直接设置在交检后轮对通过的轨道上,落成后直接进入下一步的静压试验工位。
结束语
本文针对A型地铁车辆转向架的架、大修场地建设前期工艺布局的设计规划,研究和探讨了主要检修区域的划分、各区域的作业方式以及规划布置的方法和原则,希望能对行业内提供一定借鉴意义。
猜你喜欢
金桥(2022年7期)2022-07-22
金桥(2022年6期)2022-06-20
金桥(2022年3期)2022-03-29
金桥(2022年1期)2022-02-12
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年20期)2021-04-20
科技研究·理论版(2021年20期)2021-04-20
汽车实用技术(2020年15期)2020-10-20
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
意林(2020年10期)2020-06-01
