
液压支架立柱千斤顶失效分析及预防措施
2021-03-29 01:35王雷
装备维修技术 2021年20期
王雷
摘 要:液壓支架是综采工作面的主要设备,在煤矿开采中主要起支撑、控制工作面顶板和推进刮板输送机的作用。立柱千斤顶为液压支架主要动力结构,起到升降和支撑液压支架的重要作用,由于其使用高压乳化液,一旦由于疲劳破坏等原因发生千斤顶爆裂,将会造成极大的危害与损失。本文利用化学成分分析、力学性能检测、组织和断口微观分析等手段,对某液压支架立柱千斤顶的缸筒开裂进行了失效机理分析,为提高煤矿千斤顶疲劳强度和寿命提供借鉴。
关键词:液压支架;立柱千斤顶;失效分析;焊接工艺
1立柱和千斤顶的结构介绍
1.1立柱的结构
立柱是帮助液压支架实现承载以及支撑功能的重要构造,根据伸缩的级数,立柱可分为以下三种类型,分别是三伸缩(较少使用)、双伸缩以及单伸缩(加长杆)。其中,双伸缩立柱型是由以下部件构成,分别是内活柱构成2级缸、外活柱构成1级缸、导向套以及活塞等。单伸缩立柱分为带机械以及不带机械加长杆。具体而言,构成单伸缩立柱的主要构造有缸体、活塞、连接件以及密封件等。
1.2千斤顶的结构
各类千斤顶在液压支架工作中完成状态调整、护帮、推移或拉移运输机等工作,按结构的不同可以分为柱塞式和活塞式两种。千斤顶的结构包括缸体、活塞、活塞杆、导向套、支撑环、密封件等。
2立柱千斤顶漏液故障原因分析
2.1漏液故障类型
a)缸口漏液。缸口漏液现象主要是由导向套外圆或内圆密封失效造成的。当导向套外圆密封失效时,会造成导向套与缸口之间出现漏液现象;当导向套内圆密封失效时,会造成导向套与活塞杆之间出现漏液现象。缸口漏液现象能够从立柱外部直接观察到。b)--活塞漏液。活塞漏液主要是因活塞密封失效导致活塞与活塞杆及缸筒之间出现漏液现象,
2.2液压密封件失效
液压支架立柱、千斤顶工作介质为含乳化油3%~5% 水包油型乳化液。由泵站提供的高压液体通过液压管路、操纵阀组、液控阀等进入液压缸的底腔(活塞腔),推动活塞带动活塞杆运动。同时活塞杆腔液体通过液控阀、操纵阀进入到回液系统,完成液压缸的动作。
密封件结构设计不合理
密封件是液压支架的重要配件,必须具有耐磨性、耐腐蚀性、柔韧性、耐水性等性能,在选用密封件时必须充分考虑工作压力、温度、冲击载荷等因素。但是在煤矿实际生产过程中,由于液压支架密封圈硬度、韧性、弹性等物理性能达不到设计要求,或者密封件沟槽尺寸设计不合理,在使用过程中密封件变形、断裂、腐蚀等严重,导致立柱千斤顶不能正常工作。
B)密封件磨损严重
由于在液压支架工作时乳化液泵会产生高强度压力,密封件表面产生较大的接触应力,该应力对密封件外表产生磨损作用;同时,密封件安装后在千斤顶活塞上存在相对运动,在运动过程中密封件表面产生磨损,从而降低了密封件的密封性能。
2.3液压支架设计不合理
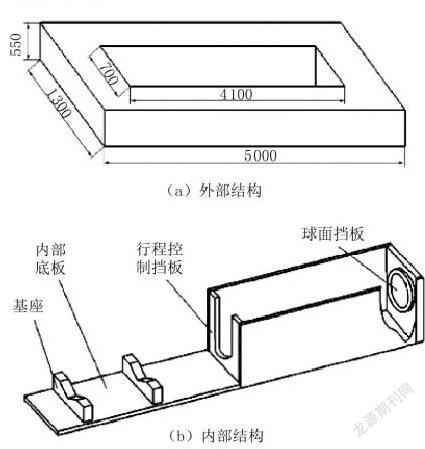
在实际分析后发现,高端液压支架的立柱结构一般是双伸缩式,这种结构缸径大、千斤顶类型广,但维修过程繁琐,不仅需要多种类的试压试验框架,而且成本支出也较大。因此,设计研发出分体式试压试验构图,满足所有种类的立柱和千斤顶的试压试验要求极其重要。分体式试压框架如图所示。
(1)外部结构
分体式试压框架的外部结构如图(a)所示。外部主体结构较为简单,一般属于同一框架——分体式试压框架,作用是平衡试压试验时的结构压力。目前常见的体积最大液压支架是ZTZ20000/25/38型液压支架[5]。这种支架的立柱作业阻力达到了3250 kN。压强的计算公式是:p=F/S式中:p为工作压强,MPa;F为立柱操作阻力,3250 kN;S为球面局部面积,0.033m2。经计算p=98 MPa。
支架整体结构的连接依靠厚度为30 mm的Q345钢板,这种构造含有的屈服强度比目前体积最大的液压支架立柱压强大好几倍,因此适用于此项试压试验方案。
(2)内部结构
内部结构如图(b)所示,主要包括底座、底板、行程支撑挡板和球型挡板四部分。底座大小不一,负责平衡所有的立柱和千斤顶,行程支撑挡板负责减少试压试验过程中立柱和千斤顶的所耗时程,目的在于整体提高试压试验技术水平。不同类型的内部结构均适用于被试件长度1500~4 000 mm,中心高度100~360 mm以及5 000 kN的内加载力,完成了一机多用的目标。
3立柱和千斤顶的失效形式和改善措施
3.1缸体内壁出现锈蚀、坑斑导致立柱和千斤顶动作缓慢或者失效
失效会带来窜液,从而会引发液压支架发生自降。产生问题的原因有两点:第一,乳化液的浓度比3%的标准更低;第二,没有采用纯水乳化液,矿井水元素含量中的氯离子、硫酸根离子超过标准,引发缸壁产生锈蚀。要解决这类问题有两种措施:严格控制乳化液的配比浓度,并且保证该水平至少达到3%及以上的浓度;装置具有反渗透功能净化水设备,严格控制矿井水含量中各离子在标准值范围内。
3.2缸体内壁出现拉伤划痕
与第一种问题一样,这类失效类型产生的现象同样是液压支架立柱及千斤顶出现动作缓慢或者失效,而且窜液也会引发液压支架发生自降的影响。
产生第二类问题的原因有:乳化液系统中的机械杂质比较多,容易刮伤密封以及缸壁;液压支架倾斜使得液压缸发生偏载,引发活塞导向环与缸壁磨损比较严重。这类问题的解决办法有两种:第一种是及时清洗本架高压过滤器,并且及时更换损坏的部件;其次,可以对支架的状态及时进行调整,有效规避偏载。
缸体产生涨缸或者爆裂,导致立柱和千斤顶的功能丧失引发液压支架自降、降低作业效率问题。产生这种问题的原因有:第一是安全阀发生失效使得外载荷一直增加;第二是缸体磨损比较严重,缸壁发生变薄,或者缸体因受力发生变形。应对问题的解决办法也有两种:第一,可严格按照压力表对已失效的安全阀进行及时调整更换;第二,可及时更换外壁严重锈蚀或者变形的缸体。
导向套处产生漏液,导致机器动作慢或者失效,还会带来降低效率,浪费乳化液问题。引发这种问题的原因有三点:第一,活塞杆发生变形、弯曲;第二,导向套处缸体锈蚀产生麻坑;第三,导向套密封刮伤或者老化严重。解决这类问题的方法也有三种,分别是对弯曲变形的活塞杆及时更换;对不合要求的缸体及时维修更换;采取一定的防护措施,比如,镀层涂油等,对千斤顶密封及时更换。
结束语:
在综合应用这些防液压支架立柱和千斤顶失效措施后,液压支架立柱和千斤顶失效情况明显减少,现场生产中液压缸也不再发生大量损坏的现象,有效延长了液压支架的整体使用寿命,更好地保障了矿井安全生产。
参考文献:
[1]刘文龙.研究液压支架立柱、千斤顶制造的质量控制[J].当代化工研究,2019(09):34-35.
猜你喜欢
科技创新与应用(2017年3期)2017-02-18
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科学与财富(2016年15期)2016-11-24
科技资讯(2015年8期)2015-07-02
中国高新技术企业(2015年3期)2015-03-26
