
冶金工业当中的POC柜改造施工流程及质量控制研究
2021-04-05 15:05裴泓
中国金属通报 2021年1期
裴 泓
(中琉环保科技有限公司,福建 福州 350001)
在当下冶金技术迅速发展的时代,气柜作为钢铁、化工企业重要的基础设施之一,在贮存气体、调节管网压力、节能减排等方面发挥着重要的作用。随着各类型气柜设备在钢铁行业中的广泛应用,气柜改造逐步成为气柜更新换代的重要方法。由于不同气柜内部结构差异较大,改造存在一定技术难度,如何在气柜改造过程中对进度、质量、安全等方面进行全过程全方位有效管控,制定出合理有效的施工组织方案和质量控制措施,成为钢铁行业气柜改造项目的一项重要课题[1]。
1 单段式橡胶密封膜气柜介绍
单段式橡胶密封膜气柜主要由活塞、橡胶密封装置、侧板和底板等部分组成 ,通过活塞机构的上升或下降来调节储气量的多少,实现储存气体、稳定管网压力的作用。单段式橡胶密封膜具有建设周期短、管理成本低、运行稳定、维护简单、使用寿命长等优点,十分适合转炉、高炉气体的回收利用。
2 改造前后技术参数对比
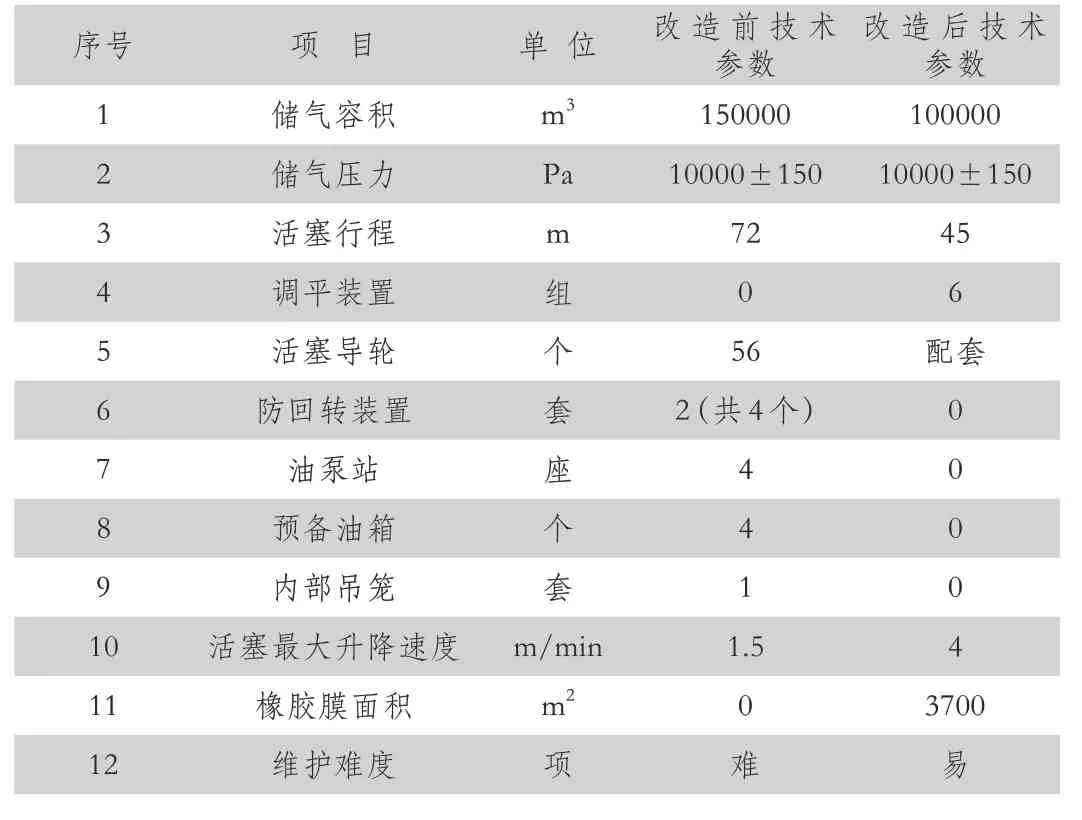
表1 改造前后炉内参数对比
3 改造前后示意图
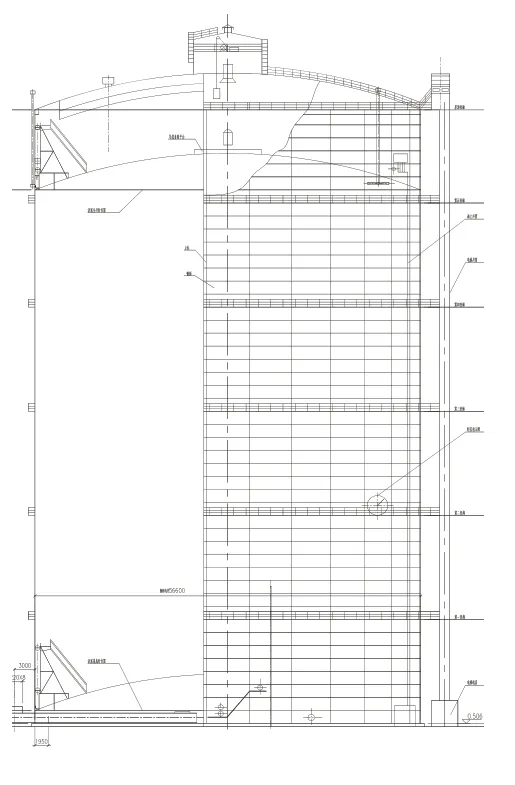
图1 改造前
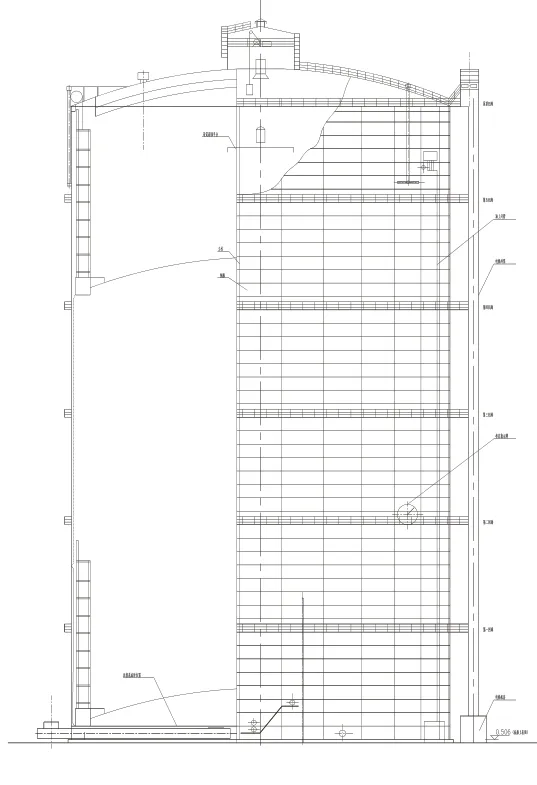
图2 改造后
4 气柜改造工艺流程
充分利用现有15万m3高圆筒形稀油密封型的钢结构、设备和基础,将15万m3稀油密封气柜改造成10万m3单段式橡胶膜密封型气柜。为保证施工进度,钢结构、柜体附属设备及附属设施的拆除遵照先柜内后柜外的原则,柜内的设备、设施要进行拆除,完成后在柜外设备、设施的拆除的过程中可同时进行柜内构件及设备的安装[2]。在改造施工过程中,主要按照如下三个步骤进行施工:
(1)第一阶段为清理拆除阶段,主要工作包括:开检修孔、拆除多余钢结构、柜体附属设备、附属设施并清理、清洗气柜底板及柜壁,为后期改造安装创造条件。
(2)第二阶段为改造安装阶段,遵循从低到高、从内到外的施工原则。主要安装设施包括:气柜底板、门型架及爬梯、检修门平台、方形检修门、调平支架、调平装置、事故放散管、波纹板、皮膜安装固定、密封装置、活塞运行状态安全监测装置(柜位监测、倾斜监测、漂移监测)、调平重锤运行平台改造,以及气柜内、外表面防腐。
(3)第三阶段为整体调试阶段,主要包括充气保压、漏气消缺、活塞运行状态安全监测装置仪表调试等。
5 质量控制要点
在气柜全面整改过程中,要把握好关键工序的施工质量关,这是工程施工管理的重点,关键工序施工质量的好坏可以直接影响到气柜改造后的运行性能,具体包括:防回转立柱突出位置处理、活塞系统改造、波纹板安装、橡胶皮膜的选型安装、活塞系统密封性能检查以及活塞定位监测装置安装等。
5.1 防回转立柱处理
POC柜内共有4处防回转轨道,该轨道突出于柜面,如不加处理,在气柜活塞系统运行时,容易因活塞的回转导致轨道处附近的橡胶膜与轨道摩擦,从而使皮膜损伤或发生打折现象,皮膜打折会影响活塞的平衡性能,严重时会导致活塞发生倾斜而影响气柜运行。因此在处理时要在防回轨道两侧焊接钢板将防回转轨道台阶覆盖,尽量与壁柜形成一个完整的圆弧,焊接完成后要用磨光机将焊缝磨平,防止气柜运行时皮膜与防回转轨道产生摩擦;同时应注意处理边角锋利处,以免运行时划破皮膜。
5.2 活塞系统改造
在吊车进入气柜前应在活塞顶上搭设作业平台,在保持吊车稳固的同时,要将吊车整体重量均匀分布在活塞上,避免将活塞压坏。利用吊车将所使用的材料与构件投放进气柜内,并且按照方位及组装顺序堆放。T挡板组装要使用移动脚手架进行移动,使用吊车将台架支柱吊到侧板附近,并将支柱对准安装位置线,进行上端面的焊接。焊接完毕后,吊车吊钩松开,从支柱下部用千斤顶移动支柱,与侧板的表面接合并进行定位焊接。内侧支柱的下部基座对准安装位置后,作业口支柱的上部临时设置水平梁。等T档板组装完后拆去。T挡板台架组装完毕后,由多名焊工同步施焊,活塞箱梁下方应加设加筋梁以加强活塞整体的刚度。
5.3 波纹板安装
在波纹板在预制现场预制完成运抵施工现场时,活塞挡板与T挡板的施工及防腐施工应全部结束。同时要在地面上设置固定螺栓的金属连接部件,在安装过程中,除了最上部需进行对准操作外,其余各部位的都要进行全面对准安装。并且要将波纹板上下端的金属连接件排列整齐,最后将螺丝进行拧紧加固。各波纹板的间隙调整完成后,最后安装防移动金属配件。
本次改造气柜运行气压为10KPa,要大高于普通威金斯气柜2.5-5KPa左右的压力,因此在安装波纹板时应对波纹板质量和安装间隙进行严格控制,否则气柜运行时气体压力容易使皮膜从间隙内鼓出,导致皮膜产生打折、破损而影响皮膜使用寿命和气柜运行的稳定性。
5.4 橡胶密封膜的选型及安装
poc柜与威金斯柜不同,属于高长型气柜,加上柜内压力较大,因此本改造柜皮膜垂直长度较长,竖向自重受力较大,同时由于柜内气压较高,因此皮膜各向受力均较大。在密封膜选型时,要对密封膜的垂直、横向及两个45度角等各向抗拉强度进行检测,应优先选用抗拉强度大,耐疲劳性能好,各类技术参数性能参数符合甚至略高于化工行业标准《贮气柜用橡胶密封膜》HG/T4074-2008相关要求的密封膜。同时应对橡胶密封膜的胶布融合情况进行检查,避免选用胶布融合度差,胶布易分离的皮膜。安装橡胶密封膜时,对密封膜安装会产生影响的相关工序,特别是皮膜上方所进行的高处作业、动火作业等工作已全部结束。在开箱过程中,要谨慎操作,避免损伤密封膜。开箱作业结束后,清理包装材料、工具后应对现场再次仔细清扫,确认密封膜展开时不被尖利的物品损伤。
橡胶膜起吊前,应将密封膜逐渐展开并顺次安装在吊装夹具上,在密封膜展开并与吊装夹具联接的同时,慢慢吊起夹具,直到密封膜全周夹具装好。密封膜整体起吊时应按柜内指挥者发出的信号同步缓慢进行,使密封膜徐徐展开成圆筒形,各个吊点均匀受力后,再整体起吊。密封膜组装全程严禁动火,安装完成后应仔细检查螺栓是否漏拧、皮膜是否存在打折现象,同时清理密封膜上方的物件,防止物品掉落损伤密封膜。
5.5 活塞定位监测装置
单段式橡胶膜结构简单,其活塞防倾斜和漂移是气柜运行管理中的重点,严重的漂移或倾斜可能引起皮膜破裂,引起不可估量的严重后果。造成活塞倾斜和漂移的因素较多,主要包括:皮膜打折、活塞皮膜内积水、活塞调平装置故障、皮膜与壁板黏连等等,因此对活塞系统倾斜和漂移情况的严格监测十分重要。
主要监测设备包括:
(1)激光柜位计:安装于柜顶,数据进入PLC系统,设置报警并与气体出口管调节阀联动。
(2)活塞倾斜度测量系统:活塞倾斜检测系统,利用U形管导通原理,在活塞边缘均布4只高1.2米,直径200mm的油桶,并用无缝钢管将4只油桶连接起来,在桶内灌入硅油,并在桶内安装液位检测装置,检测桶内的液位并将数据传输入PLC系统,通过数据分析判断活塞倾斜情况。
(3)活塞漂移监测系统:活塞漂移测量采用多台高精度防爆漂移监测仪及处理装置,结合数据通讯总线,整个系统测量精度在1mm级,系统在活塞周围均布8个激光监测点,测量塞壁间距,再通过内置的运算模型,得到塞壁的间距的最近点方位、最近距离。经过控制器数据及模型处理,实现监控活塞任意角度、任意位置的漂移监控。
5.6 试运行及整体气密性试验
在完成运行准备工作后,要开启鼓风机及进气阀门将空气送入气室,气柜活塞随着气室的储量增加而不断上升。在上升到指定位置以后,将放气阀打开,活塞随着气室内储气量的减少而逐步下降,在活塞的上升下降过程中对活塞数据进行检测,发现不合格事项应立即进行调整,直到完全合格为止。
试运行调试前应进行全面检查,如果发现异常必须立即处理;调试过程中应定时或定高度记录内压力、温度、活塞倾斜度、漂移情况;有异常声音或振动、倾斜等异常情况,应立即停止调试,并立刻查明原因并解决方可继续进行。
对气柜进行气密性试验时,应将柜内充入约90%左右的空气,并将进出气管用水封死,检查所有阀门、法兰等气体有可能泄漏的部位确认不存在漏气现象。保压开始后应记下当时的时间、大气压力、气温、柜内温度、柜内压力、水蒸汽分压等数据。工作人员要每天同一时刻进行观测,6昼夜后整体泄漏率低于2%视为合格,方可申请项目竣工验收。
6 结束语
综上所述,随着国内冶金行业先进基础设施与高新技术设备应用的高速发展,各类新型气柜的应用也在不断推陈出新。在钢铁企业技术和产业升级的同时,应充分利用旧有设施设备,盘活企业固定资产,充分发挥基础设施的剩余价值,提高企业资金的使用效率,节约项目投资及日常运维成本。作为冶金行业从业人员,在实施改造升级的过程中,应科学合理地制定施工组织方案,做好对质量关键控制点的把控,把好工程质量关,建设优质工程,使冶金行业得到可持续良性发展。
猜你喜欢
军事文摘(2021年18期)2021-12-02
军事文摘·科学少年(2021年9期)2021-10-13
小学科学(学生版)(2021年6期)2021-07-21
北京航空航天大学学报(2021年6期)2021-07-20
科学大众(中学)(2017年6期)2017-09-04
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年5期)2014-02-27
汽车与新动力(2014年4期)2014-02-27
汽车与新动力(2014年3期)2014-02-27
文苑·经典美文(2008年5期)2008-09-18
