
V2500发动机反推C涵道整体有孔蒙皮更换方案设计
2021-04-12 02:58刘学凯蔡长海陈行董晓冉陈禹
航空维修与工程 2021年1期
刘学凯 蔡长海 陈行 董晓冉 陈禹
摘要:针对V2500发动机反推C涵道整体有孔蒙皮的更换,通过查询原始设备制造商(OEM)手册和金属胶接标准工艺,结合理论研究和质量检测方法,完成了方案设计。通过“逆向工程”方法制作热粘接所需模具,通过查询OEM手册确定修理所需航材。该设计方案理论设计合理,实际操作可行,通过了适航管理局的批准。该方案的成功实施为V2500发动机C涵道翻修工作和复合材料修理提供了宝贵经验。
关键词:V2500发动机;反推;复合材料;有孔蒙皮;蜂窝
Keywords:V2500 engine;thrust reverse;composite material;perforated skin;honeycomb
0 引言
V2500发动机反推复合材料再造级修理在复合材料修理中具有较强的代表性。受制于原始设备制造商(OEM)技术垄断、复合材料施工环境及高端复合材料维修能力等限制,国内航空复合材料修理能力仍然处于较低的水平。
反推C涵道整体有孔蒙皮更换在SRM手册中找不到对应的修理方法,属于超手册范畴,需要进行大面积再造级的深度修理。在OEM拒绝提供维修方案和维修模具的情况下,南航沈阳维修基地自主设计维修方案,自行设计和制造了满足外形轮廓度要求的模具,采用热压罐固化工艺完成了修理。自主设计的维修方案不仅包含维修程序,还制定了修理质量检测方案,该质检方案通过了国际公认的ASTM(美国材料与试验协会)测试方法进行修理随炉样件的测试,确保再造级修理的可靠性。维修方案通过了民航东北管理局的正式授权,可开展此项目的修理工作。
1 V2500发动机反推C涵道整体有孔蒙皮损伤及分析
飞机着陆时,发动机反推通过打开阻挡门产生逆向气流辅助飞机减速[1],流经C涵道内筒外侧有孔蒙皮的高速气流会对外蒙皮产生风蚀作用。同时,C涵道内筒外侧有孔蒙皮通过其自身的有孔蒙皮和蜂窝结构吸收振动和声波,起到降噪作用。另外,由于C涵道内筒靠近发动机本体,还需要承受来自发动机本体的热量。风蚀、振动和热量等风险源经常使有孔蒙皮发生损伤。
针对有孔蒙皮损伤,V2500 SRM 54-30-00 REPAIR037[2]给出了局部机械连接修理方法。机械连接修理有其明显的缺点,在母体结构上钻出的新孔造成应力集中,成为了新损伤的起始点,削弱了结构,并且由于缺失了大面积的蜂窝结构,降噪能力也明显减弱。一旦机械修理再次发生损伤延展不能通过局部修理进行补救时,就需要返厂进行整体蒙皮和蜂窝的更换(见图1)。
2 修理方案设计
修理方案设计在航材选取、粘接模具、粘接工艺、定位设计、热压罐固化工艺和粘接质量检查等方面都极具挑战。基于反推C涵道局部有孔蒙皮修理[3]经验,并结合OEM手册和研究相关粘接工艺及标准,最终自主设计出整体有孔蒙皮修理方案。
2.1 航材选取
OEM手册中没有直接给出整张蒙皮更换所需的航材。结合手册中给出的多个局部修理航材、OEM曾经提供的局部超手册方案航材以及反推实物上的件号,分析每个航材的技术数据,将多个碎片化信息整合后,最终确定了更换整张蒙皮所需的航材,保证维修航材与反推C涵道制造过程中使用的材料一致,确保了航材的可靠性。
2.2 粘接模具
OEM手册中只给出了局部均压板或者局部纤维模具制作的方法,而有关整张蒙皮更换的模具制作所需尺寸参数、制作工艺等信息却拒绝提供。因此,通过“逆向工程”方法获得了模具制作所需的尺寸参数,通过研究复合材料模具制作的标准工艺,确定了模具制作所需的材料、支撑和表面精度等其他信息。根据方案中给出的模具尺寸参数、工艺要求、材料、支撑和表面精度等制作出模具,具有表面精度高、耐高温、耐高压、强度高和气密性良好的特性,制作完工的模具如图2所示。
2.3 粘接工艺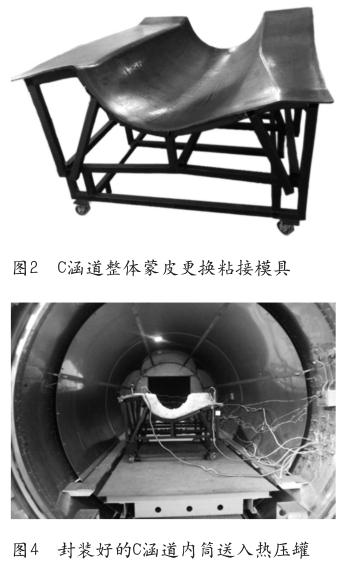
方案需要更换整张有孔蒙皮、蒙皮下全部的蜂窝以及大部分的内蒙皮,这种再造级修理与OEM的生产工艺基本相同。技术难点在于:新的整张有孔蒙皮修理件固化后的轮廓如何与原始部件相同;修理件粘接前的表面处理;多处修理填片、加强板和蜂窝插块更换时的准确定位和安装;新的整张蒙皮上的孔隙如何不被粘接胶膜堵塞;新的整张蒙皮在安装及固化过程中如何保证位置准确等。
为了确保粘接工艺的准确实施,在基于以往局部超规范修理的粘接工艺基础上,深入研究金属胶接标准工艺。通过使用与原始部件轮廓相同的粘接模具固化,确保固化后的修理件包括新的整张蒙皮轮廓与原始部件相同。经磷酸阳极化处理后的铝合金板材粘接表面变得粗糙,浸润效果显著,去除了氧化物等松散结构,有效提高了边界层的强度,改善了铝合金的表面活性,促进了粘接过程中化学键的形成,使得粘接质量明显提升,强度趋于理想值,破坏形式更为合理[4]。修理方案首先对修理填片、加強板按BAC 5555[5]进行磷酸阳极化表面处理,对C涵道本体按波音737-800 SRM 51-70-10[6]修理通用段落14-Boegel EP-II(AC-130)表面准备程序进行表面处理。在粘接模具上预安装填片、加强板和蜂窝插块等修理件,在进入热压罐固化前抽真空预压紧以确保修理件的准确定位和安装。通过预熔化非支撑胶膜法确保新的整张蒙皮上的孔隙不被粘接胶膜堵塞。通过预安装紧固件方法确保新的整张蒙皮在安装及固化过程中位置准确。准备粘接的C涵道内筒如图3所示。
2.4 定位设计
局部修理时无需定位即可保证修理材料位置准确,但整张蒙皮更换时若蒙皮定位不准可能造成更换蒙皮后有缺陷甚至报废的风险。通过创新预安装紧固件的方法,提前固定好需要更换的整张蒙皮,确保了固化过程中整张蒙皮的位置准确。
2.5 热压罐固化
OEM手册中没有给出热压罐固化工艺,该工艺多用于复合材料的制造过程,而很少在复合材料的修理过程中用到。依次将胶膜、发泡胶、替换的蜂窝、填片和加强板以及新的整张蒙皮安装就位,创新性地提出热电偶的非常规铺设方法、大褶保护法和均匀受力法等方法。通过查询修理材料的技术说明书(TDS)、复合材料热压罐固化标准工艺及热压罐固化时的注意事项等,最终制定了适用于本方案的热压罐固化工艺和参数。封装好的C涵道内筒连同模具一同放入热压罐中(见图4),固化完成后的C涵道内筒如图5所示。
2.6 粘接质量测试
该方案的设计每步都有据可依,符合修理设计准则的要求,设计的修理件具有与未损伤结构相同的结构强度和功能性。但为了确保实际粘接质量的可靠,查询ASTM测试方法确定了测试样件类型、测试方法和测试结果应满足的条件。
按照ASTM中关于金属蒙皮/金属蜂窝的粘接标准,选用拉伸试验件(见图6)进行测试。采用数控机床精加工试验件,在BAC5555[5]和Boegel EP-II(AC-130)表面处理之后使用胶膜粘接,作为随炉样件进入热压罐中固化。
测试方法上,按照ASTM中关于金属蒙皮/金属蜂窝的粘接标准,使用拉伸强度/模量/应变测试方法进行试验件的力学测试。将拉伸试验件安装在力学试验机上,记录材料失效时的力学强度,测试结果如表1所示。
按照ASTM中关于金属蒙皮/金属蜂窝的粘接标准,查询拉伸试验件测试结果应满足的条件,對比如表1所示,表明整个粘接方案的设计和实际粘接结果满足ASTM要求。
3 结束语
本文论述的整体有孔蒙皮的修理方案相比局部蒙皮修理省去了框式加强条,避免与其他部件发生干涉,同时提高了外侧有孔蒙皮的气动光滑性,增加了外侧有孔蒙皮的消音面积,避免了局部蒙皮修理时可能存在的潜在损伤,能够提高维修质量和耐用性。
本方案的成功实施具有重要意义。首次完成超大面积整体金属蒙皮和铝蜂窝粘接,首次制造可用于多次粘接使用的模具,首次将热压罐固化工艺引入修理当中。本方案提升了南航沈阳维修基地复合材料修理的方案设计能力,展现了复合材料修理的再造级维修能力,打破了国外对复合材料维修领域深度修理工艺的封锁,也意味着南航沈阳维修基地对V2500发动机反推C涵道达到了再造级全能力修理,在对V2500发动机反推C涵道备件控制和缩短修理周期提供强有力支持的同时,为保障南航A320s机队的正常运行起到了重要作用。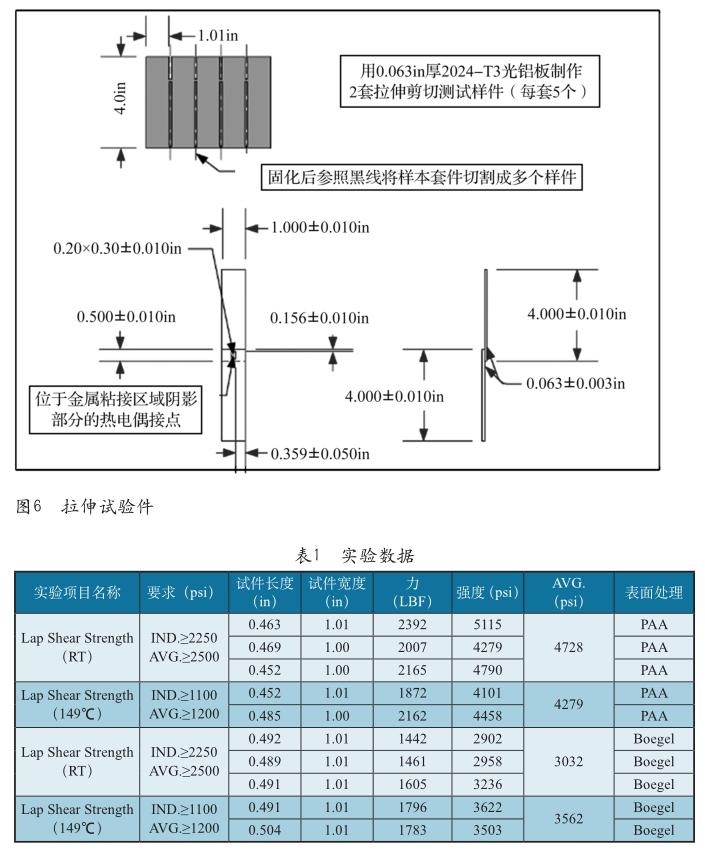
参考文献
[1]张小波,王威,赵海洋,王岚懿.V2500发动机反推格栅典型损伤修理技术研究[J].航空维修与工程,2018(3):57-59.
[2] V2500 Nacelle Structural Repair Manual Publication Reference:(RDN 600)Revision No.42 [Z]. Dated Feb 1,2020.
[3]赵海洋,刘学凯,阎超,郭晓晨.V2500发动机反推C涵道局部有孔蒙皮更换方案设计[J].航空维修与工程,2019(11):85-87.
[4]阎超,王哲峰,邱运朋,李志歆,王祎.磷酸阳极化工艺对铝合金粘接质量的影响[J].机械工程与自动化,2019(2):137-139.
[5] BAC5555REV:(U)28-SEP-2018 [Z].
[6] Boeing 737-800 STRUCTURAL REPAIR MANUAL CHAPTER 51-70-10 Revision No.66 [Z]. Dated Mar 10/19.
作者简介
刘学凯,工程师,主要研究方向:复合材料结构及部件修理。
猜你喜欢
科学与财富(2021年33期)2021-05-10
科学与财富(2020年4期)2020-05-06
作文·小学低年级(2020年1期)2020-02-26
知识就是力量(2018年3期)2018-03-08
科技创新与应用(2017年19期)2017-07-08
纺织导报(2015年8期)2015-12-31
国外科技新书评介(2015年5期)2015-07-29
城市建设理论研究(2012年22期)2012-09-06
科学大众·小诺贝尔(2009年6期)2009-05-27
