
扇贝苗规格识别与计数装置优化设计与试验
2021-04-15 09:55李明智陈海泉张光发孙玉清
农业工程学报 2021年3期
李明智,陈海泉,刘 鹰,张光发,孙玉清
(1. 大连海事大学轮机工程学院,大连 116026;2. 大连海洋大学航海与船舶工程学院,大连 116023; 3. 大连海洋大学辽宁省水产设施养殖与装备技术工程研究中心,大连 116023; 4. 上海电机学院机械学院,上海 201306)
0 引 言
底播已成为中国虾夷扇贝(Patinopecten Yessoensis)最主要的增养殖模式,其核心是大规格优质苗种按标准投放至优质海域,确保贝苗健康成活。因此,识别优质苗种是保障海洋牧场扇贝资源可持续发展的关键。目前,中国底播前贝苗的规格识别与计数作业仍以人工为主,存在劳动强度高、效率低、准确性差等问题,致使贝苗的最佳底播时机常被延误,贝苗干露现象严重,成活率低。因此,研发精准、高效的扇贝苗规格识别与计数装置对扇贝底播增殖具有重要意义。
近年来,针对水产品的规格识别主要采用基于形态特征的机械分选、光电传感识别技术和机器视觉识别技术等[1-3]。在扇贝的机械分选方面,孔德刚等[4-9]利用扇贝自身形状特征,采用螺旋对辊上阶段性深浅变化的螺旋槽实现扇贝分级;方晓燕等[10]基于扇贝的形态特征,设计了电磁分层振动分级装置,并以最小直径为标准实现了4个等级的扇贝分选。在光电传感识别技术方面,李明智等[11-12]针对贝苗底播增殖前的分选与计数需求,将平板筛网分级与光电传感技术相结合,实现了贝苗的高效分级与计数,初步满足了海上贝苗的统计需求。在机器视觉识别技术方面,李艳君等[13]采用双目立体视觉技术获得水下动态鱼体尺寸的方法,实现水下鱼体信息动态感知和快速无损检测;张志强等[14-15]利用机器视觉技术获取淡水鱼样本图像,先后建立了鱼体质量的预测模型和品种识别模型,实现了鱼类质量分级和品种识别;王文静等[16]通过获取了半滑舌鳎(Cynoglossus semilaevis)在不同生长阶段的图像和质量数据,建立了面积与质量的数据拟合模型,实现了水下鱼类质量评估;林艾光等[17]采用阈值处理、膨胀腐蚀等方式对图像进行处理,并以扇贝面积作为提取特征,通过数学模型确定扇贝面积与壳长的关系,进而实现扇贝规格识别;郭常有等[18]采用改进的OPTA(One-Pass Thinning Algorithm)算法提取扇贝的边界,通过计算扇贝图像边界各点相对距离的最大值识别其尺寸;杨眉等[19]以提取目标物边界到中心点的平均距离和距离的绝对平均误差作为特征信息,从而实现扇贝图像的自动识别;Fearn等[20]设计了用于海底资源存量调研的计算机视觉软件系统,实现了海底生物(鱼和扇贝等)的尺寸和数量的智能统计。目前,国内采用扇贝苗海上收购、规格识别与计数、底播增殖的一体化作业模式,统计量大,时间紧和作业环境恶劣等,要求贝苗规格识别与计数装置具有较高的稳定性和准确性。由于机器视觉识别技术对作业环境要求较高,限制了其在海上作业的应用。课题组针对国内扇贝底播增殖作业模式,利用机械筛网实现贝苗分级,利用光电传感器实现贝苗计数,对海上作业环境具有较强的适应性[11-12]。但在使用中发现,筛选过程中存在贝苗互插、筛网卡贝等问题,造成贝苗破损和筛选效率低;筛选后需要人工将贝苗逐只投入计数装置中,计数准确性受人工单位时间投苗量影响,对操作人员要求较高。为此,本文在文献[11-12]的基础上,采用光电传感技术实现贝苗高速运动状态下,规格识别与数量同步检测,基于贝苗的生物学特征,设计了贝苗活体识别与初级排队装置,实现活体贝苗识别;设计了贝苗差速排队传送装置,避免贝苗堆叠,实现贝苗逐只传送;结合贝苗规格识别机理,设计了贝苗下落导向机构,确保贝苗垂直光电传感器光幕下落。
1 整机结构与工作原理
1.1 整机结构
图1为扇贝苗规格识别与计数装置,主要由筛选分拣平台、贝苗活体识别与初级排队装置、贝苗差速排队传送装置、贝苗下落导向机构、贝苗规格识别与计数系统等组成。
筛选分拣平台采用聚氯乙烯(PVC, Polyvinyl Chloride)材质的孔板,其作用是分拣碎贝、死贝、去除杂贝、筛掉不符合底播要求的贝苗(壳高<25 mm)等;贝苗活体识别与初级排队装置由振动电机(HY-0.1型、220 V、15 W)、筛网(孔径10 mm)、限宽排队挡板等组成,其作用是通过振动实现贝苗活体识别,即经过振动,活性好的贝苗会应激闭口,活性差的贝苗开口,同时利用限宽排队挡板(限宽为5 cm),实现贝苗的排队传送;贝苗差速排队传送装置主要由波纹排队挡板、同步齿轮传送带(长0.8 m、宽310 mm)及交流电机(转速1 650 r/min、功率200 W、齿轮减速器6GN10K)组成,其作用是利用相邻波纹排队挡板与传送带运动方向角度的差异,实现贝苗差速运动;利用排队挡板上波纹结构对贝苗的作用力,实现贝苗的高速旋转。二者的耦合作用,实现贝苗差速旋转排队传送,使相互堆叠的贝苗分离,实现贝苗逐只传送;贝苗下落导向机构由PVC材质的凹型板构成,其作用是调整贝苗下落姿态,使贝苗垂直光电传感器光幕下落,实现贝苗规格的精准识别。
贝苗规格识别与计数系统主要由电子秤、光电传感器、可编程逻辑控制器(PLC,Programmable Logic Controller)、简易文本显示器和微型打印机等组成,主要功能是采集扇贝苗的质量、数量和规格数据,并显示与输出。其中,光电传感器的型号为IMS_CXY70×70,分辨率为1.5 mm,检测口径为70 mm×70 mm,外部尺寸为150 mm×150 mm×11 mm,工作环境温度为-15~50 ℃,保护等级IP65(防尘、防止喷射的水侵入);电子秤型号BT418W,最大量程为15 kg,精度为0.1 g;PLC型号为三菱FX2N;打印机采用RD-DH系列嵌入式微型打印机。
1.2 工作原理
扇贝苗规格识别与计数装置的工作流程如图2所示。由电子秤对贝苗进行称质量,其质量数据存入PLC中;将称质量后的贝苗放置于筛选分拣平台,人工对混在待检测扇贝苗中的杂贝、死贝和碎贝等进行清除,同时利用平台上的筛孔筛除不符合底播要求的贝苗;初选后的贝苗倒入贝苗活体识别与初级排队装置的投料槽内,贝苗在振动作用下,由投料槽的出口沿限宽排队挡板传送,逐只落入下级差速排队装置。
传送过程中,贝苗活性识别与初级排队装置的振动可使活性好的贝苗闭口,活性差的贝苗开口,人工将活性差的贝苗清除,实现贝苗优选;贝苗在差速传送排队装置波纹挡板的作用下,实现传送过程中贝苗旋转与差速传送,让堆叠和互插的贝苗分开,使相邻贝苗在传送过程中保持一定间距;贝苗由差速传送排队装置进入光电传感器前,在下落导向机构作用下贝苗垂直光电传感器光幕下落,实现贝苗规格的精准识别;光电传感器读取的数据自动记录到PLC中,PLC读取传感器光电开关闭合次数,实现贝苗计数,读取传感器光电开关闭合时间数据,并与样本数据进行对比分析,实现贝苗规格识别。贝苗的质量、规格与数量数据由简易文本显示器显示,由打印机输出。
2 扇贝苗规格识别机理与精度分析
2.1 扇贝苗规格识别机理
本文基于光幕靶的测速原理[21-22],检测贝苗通过ISM光电传感器时遮挡光幕的时间与遮挡光幕的次数,实现贝苗规格识别与计数的同步检测。设贝苗以恒速度v0垂直经过光电传感器,记录贝苗接触光幕的时刻t0和离开光幕的时刻ti,则贝苗遮挡光幕的时间该数据作为所测贝苗规格的表征。因此,本文基于PLC读取光电传感器检测的数据,实现贝苗规格识别与计数检测。
贝苗规格识别与计数系统工作为:启动系统并初始化,设定贝苗规格识别阈值(壳高为30 mm贝苗遮挡光幕的时间),启动传送带,检测与采集贝苗遮挡光电传感器光幕的时间与次数,当贝苗遮挡光幕的时间≥设定贝苗规格阈值为大规格贝苗,反之为小规格贝苗,贝苗规格与计数数据存储至PLC寄存器中。重复上述过程,逐只完成贝苗规格识别与计数,待完成后检测数据由微型打印机输出。
2.2 识别精度分析
基于贝苗规格的识别机理可知,贝苗遮挡光幕的时间为
式中Δt为贝苗遮挡光幕的时间,ms;L为贝苗通过传感器时检测的尺寸,mm;v为贝苗下落的平均速度,mm/ms。
对式(1)求微分,得到误差式(2)[21]
由公式(2)可知,测时误差dΔt与贝苗的不规则性误差dL和测速误差dv有关。贝苗不规则性误差,主要包括贝苗外壳不规则误差ΔLL和运动不规则误差ΔLγ。其中,贝苗外壳不规则误差ΔLL指贝苗以不同下落姿态通过传感器时检测的尺寸与标准尺寸的偏差。图3为贝苗垂直下落通过传感器时的4种代表性下落姿态,其中图3a为贝苗外壳的高度尺寸(标准尺寸),图3b,图3c,图3d代表偏离标准尺寸的下落姿态,与标准尺寸的差值即为贝苗外壳不规则误差ΔLL。本文随机抽取25.0~29.9 mm和30.0~40.0 mm虾夷扇贝苗各1 000只,通过测量不同姿态的贝苗外壳尺寸,得出贝苗外壳的不规则误差约为-1~2 mm。
贝苗的运动不规则误差主要指贝苗出现非垂直传感器光幕下落时产生的误差,该部分误差与非垂直度γ有关,其计算公式为
上述2种误差通常不会同时出现最大值,本文采用两者均方和表征贝苗的不规则性误差ΔL[21],即
测速误差dv与传感器和传送带的垂直位置差h、下落导向机构与传送带的水平距离l、传送带的运动速度v0、贝苗通过传感器时检测的尺寸L和重力加速度g有关。
如图4所示,贝苗在传送带的作用下,以速度v0做平抛运动,平抛角为θ,贝苗在触碰下落导向挡板后处于垂直下落状态。因此,测速误差Δv为贝苗进出传感器的速度差,其计算公式为
将公式(4)~(5)代入公式(2)中,即得出测时误差。
3 关键结构设计
为了实现贝苗的精准识别与计数,需要在检测前分拣出贝苗中的碎贝、死贝、杂贝和不符合底播要求的贝苗。因此,本文设计了筛选分拣平台、贝苗活体识别与初级排队装置、差速排队传送装置和贝苗下落导向机构,为光电传感器数据读取与识别的准确性提供保障。
3.1 初筛分拣平台
目前底播贝苗的规格识别与计数要求为:壳高30 mm以上(含30 mm)为大规格贝苗,壳高25~30 mm为小规格贝苗,壳高25 mm以下不满足底播要求,直接筛除;同时贝苗中不能混有死贝、碎贝和杂质等。因此,在进行规格识别与计数前,需要人工将不满足底播要求的贝苗和杂质等去除,保证后续的抽标统计准确性。本文设计了初筛分拣平台,其结构如图5所示。平台材质为PVC,尺寸为1 200 mm×900 mm×3 mm,依据文献[11]研究结果,平台筛孔为Φ24 mm,采用45°错位布置时,可有效筛除25 mm以下贝苗。操作人员可在初筛分拣平台对死贝、碎贝等进行初步分拣,不满足要求的贝苗(<25 mm)和杂质由筛孔下落,满足要求的贝苗经过渡圆孔区域由进料口落入精选抽标箱。
3.2 贝苗活性识别与初级排队装置
贝苗活性识别与初级排队装置(如图6所示),主要由投贝槽、可调节出贝口、初级排队导板和振动电机等组成。其中,投贝槽的尺寸为340 mm×260 mm×130 mm,最大容量为500只贝苗(与实际贝苗规格识别与计数最大量一致),满足海上贝苗规格识别与计数作业需求;振动电机的参数为电压220 V、电流0.36 A、额定转速2 100 r/min、振动频率40 Hz,利用扇贝苗的应激闭口特性,调整振动电机转速控制装置的振幅,刺激活性好的贝苗闭口,活性差或死贝苗开口,识别优质苗种;贝苗传送过程中始终处于闭口状态,减轻贝苗在传送过程中的互插现象;可调节出料口的作用是控制单位时间内的出苗数量,降低贝苗并排和堆叠传输。因此,出料口的尺寸由贝苗的外壳尺寸和振动筛振幅确定。由于被检测贝苗的尺寸范围为25~40 mm(与实际生产一致),通过测试,当可调节出口的宽度为40~60 mm(设定依据为最大规格贝苗的壳高≤出口宽度<最大与最小规格贝苗壳高之和),可有效减轻贝苗并排传输;出料口的高度需考虑贝苗外壳的厚度和振动筛振幅。为此,本文对贝苗在振动筛面上的运动过程进行分析,如图7所示。
根据高频振动筛动力学分析[25-27],筛网工作时筛箱的最大加速度为Aω2。贝苗在振动筛上的力学方程为
式中A为筛面的振幅,m;ω为筛面激振器不平衡块的回转角速度,rad/s;n为振动电机转速,r/min;φ为筛面激振器轴回转相位角,rad,φ=ωt。
振动筛工作时,贝苗脱离筛面被抛起的条件是贝苗对筛面的正压力为0,即N=0。公式(6)可简化为
由公式(8)可知,若筛面的倾角α和贝苗的抛射角β已知,通过调节筛面激振器不平衡块的回转角速度ω(即调节振动电机转速n),可确定振动筛振幅范围。
当振动电机转速为额定转速的70%(即1 470 r/min)、筛面倾角α=0 °、贝苗抛射角0°<β<90°、抛掷指数取Kv=3.3时,振动筛振幅约1~8 mm。结合贝苗壳厚约为3~5 mm(贝壳附着有石灰虫等),确定可调节出口的高度约为15~25 mm。振动筛上设置有初级排队导板限制贝苗在振动筛的运行轨迹,当限定宽度范围为50~60 mm时,可进一步避免贝苗的并列传送,确保贝苗逐只落入差速排队传送装置中。
3.3 贝苗差速排队与下落姿态控制装置
贝苗差速排队与下落姿态控制装置(如图8所示)主要由波纹板差速排队传送装置和贝苗下落导向机构组成。其中差速排队传送装置主要由波纹排队挡板、同步齿轮传送带及交流电机等组成。可调节波纹排队挡板共计3个,分别与传送带运动方向的夹角分别为45°、30°和30°;贝苗垂直下落导向机构主要由固定框架、凹型挡板(依据扇贝外壳形状设计)等组成,图9为贝苗在下落导向机构作用下的运动状态,贝苗离开传送带后做平抛运动,触碰下落导向机构后,贝苗姿态调整为垂直自由落体运动状态,确保了贝苗规格识别的准确性。
贝苗在差速排队装置上的运动情况,如图10所示。贝苗在传送带摩擦力F的作用下运动,当贝苗碰触波纹挡板1后,力F分解为平行于波纹挡板1滑动力F1,和垂直于波纹挡板1的压力N1,波纹挡板摩擦系数为μ,贝苗受到波纹挡板1的摩擦力为f1。各力计算公式为
滑动力F1和摩擦力f1产生的力偶矩M1计算公式为
当贝苗碰触波纹挡板2后,力F分解为平行于波纹挡板2滑动力F2和垂直于波纹挡板2的压力N2,贝苗受到波纹挡板1的摩擦力为f2,其计算公式为
滑动力F2和摩擦力f2产生的力偶矩M2计算公式为
通过受力分析可知,当贝苗碰触波纹挡板1产生的力偶矩M1大于贝苗碰触波纹挡板2产生的力偶矩M2,产生的滑动力F1小于F2,贝苗在波纹挡板1区域处于高速回转降速传输,在波纹挡板2区域处于低速回转加速传输。因此,贝苗在波纹挡板作用下实现差速运动,并通过回转避免贝苗的堆叠,在传送过程中相邻贝苗间距逐渐增大,贝苗逐只进入传感器。
4 装置性能试验
4.1 试验材料
试验用扇贝苗选自山东长山岛海区,结合底播贝苗规格要求,试验用贝苗壳高为20~40 mm。贝苗规格识别与计数装置1台,如图11所示;游标卡尺若干。
4.2 试验方法
为验证系统的适用性和可靠性,对样机进行了试验。首先进行正交试验,研究各参数对贝苗规格识别与计数准确性的影响,确定最佳参数;根据正交试验结果进行生产实测,进一步验证系统的稳定性与准确性。
结合文献[11-12],系统的识别与计数准确性主要与贝苗的投入量、排队挡板位置、传送带电机转速、下落导向机构与传送带水平间距、传感器与传送带垂直间距、系统设定的贝苗下落时间等因素有关。其中,贝苗投入量主要取决于贝苗活性识别与初级排队装置中振动电机转速、可调节出料口尺寸和初级排队导板限宽。通过试验调试,当振动电机转速为70%额定转速(1 470 r/min)、振动筛可调节出料口尺寸的宽和高为50和20 mm、初级排队导板限宽为55 mm时,贝苗逐只落入差速排队传送装置;结合文献[11-12],差速排队挡板的夹角为45°和30°时贝苗排队效果最佳,传动装置线速度为0.4~0.7 m/s时,计数准确性最佳。由2.2节可知,传感器与传送带的相对位置影响识别精度,传感器与贝苗下落点的距离越近,识别精度越高。受传送带厚度影响,传感器距离贝苗下落点的最小距离为5 cm。因此,最终确定影响贝苗规格识别与计数准确性的因素为下落导向机构与传送带的水平间距、传送装置的线速度和设定的贝苗垂直通过传感器的时间。根据单因素试验确定上述影响因素的范围分别为15~30 mm、0.4~0.7 m/s、15~30 ms。
取25~29.9和30~40 mm大小的贝苗各100枚。进行三因素四水平正交试验,试验因素水平如表1所示。

表1 正交试验因素水平Table 1 Factors and levels of orthogonal experimental
生产试验:海上生产试验在山东长岛海区收苗活水船上进行。试验历时15 d(2019年10月16日至10月30日),共进行24组,每组检测贝苗数量与生产一致,每组试验重复3次。
人工识别与计数:每组配备作业人员5人,其中1人负责记录(记录检测贝苗总数量、30 mm及以上规格贝苗的数量、每组作业时间)、4人利用游标卡尺对贝苗进行测量与计数;利用所设计的装置对人工统计的同一批贝苗进行再次规格识别与计数,配备工作人员1人,负责将贝苗倒入装置中,并记录每次作业时间,统计数据由打印机输出。每次试验完成后,统计机械规格识别与计数相对于人工作业的识别精度(贝苗规格识别精度用识别偏差率η1表示)和作业效率η2,计算公式如下:
式中Njx为机械装置测得的贝苗各规格的数量;Nrg为人工利用游标卡尺测得的贝苗各规格的数量;Ncb为每次检测的贝苗数量;tc为平均作业时间,min;n为作业人数。
4.3 结果与分析
4.3.1 最佳工艺参数确定
根据试验因素水平表,利用SPSS20软件对正交试验进行极差分析,试验结果和极差分析结果如表2。
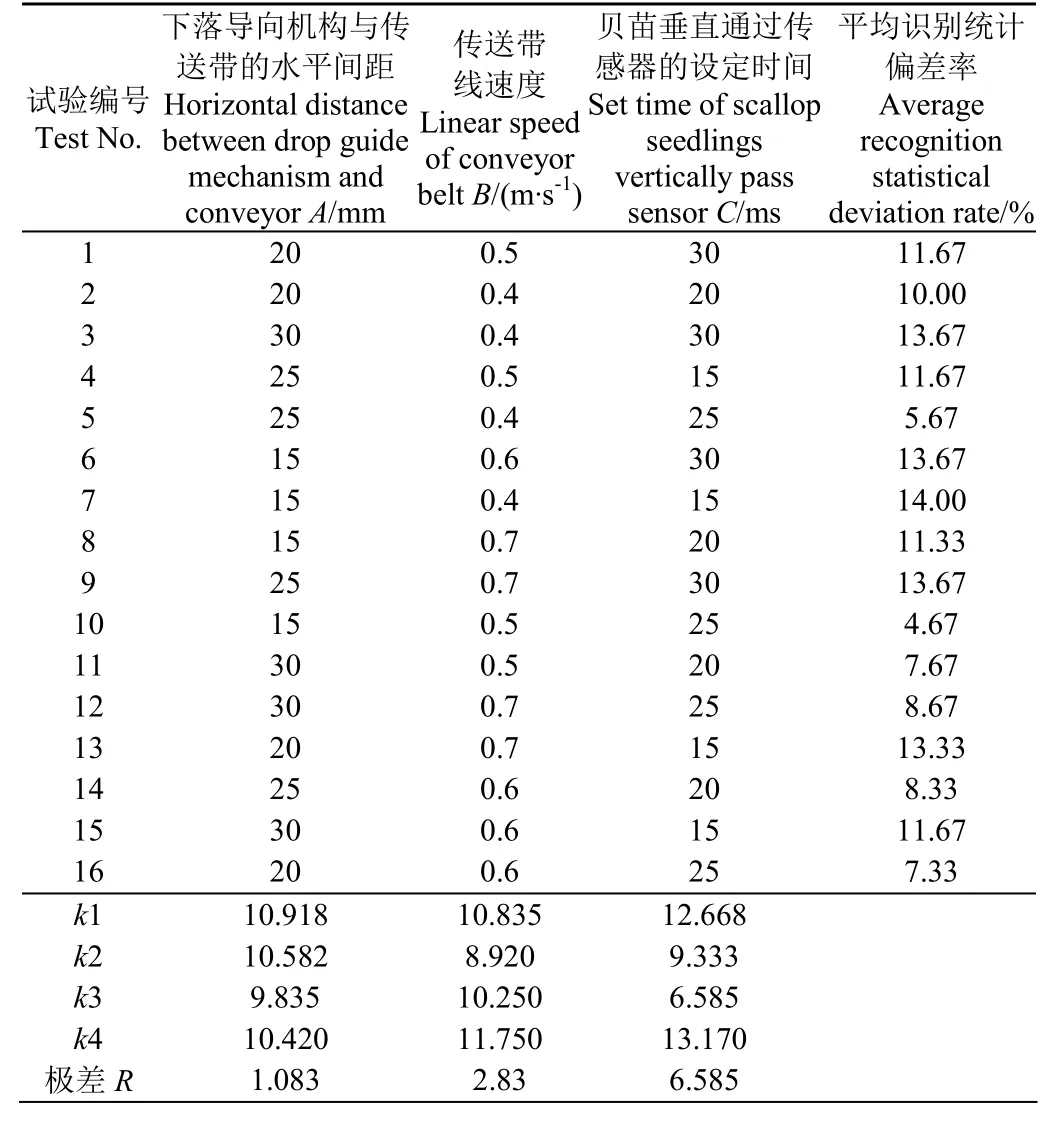
表2 贝苗规格识别正交试验方案与结果Table 2 Orthogonal test scheme and results of specification identification of scallop seedlings
由表2可知,最佳工艺参数组合为A3B2C3,即下落导向机构与传送带的水平间距25 mm,传送装置的线速度0.5 m/s,识别系统设定的样本贝苗垂直通过传感器的时间25 ms;各因素对贝苗平均识别统计偏差率影响大小的顺序依次为设定的贝苗垂直通过传感器的时间C、传送装置的线速度B和下落导向机构与传送带的水平间距A。
4.3.2 验证试验
为验证最佳工艺组合的合理性,在贝苗规格识别最佳工艺参数组合A3B2C3作3组验证试验,每组重复3次,结果见表3。由表3可知,贝苗规格识别的偏差率平均值为3.72%均低于目前已作的规格识别工艺参数的最低偏差率4.67%,说明正交试验优选的作业参数合理。
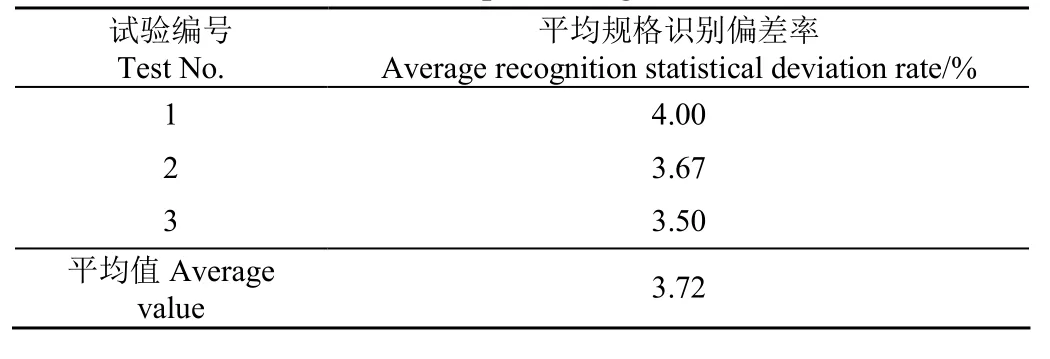
表3 贝苗规格识别验证试验结果Table 3 Verification test results of specification identification of scallop seedlings
4.3.3 对比试验
海上生产对比试验的贝苗规格识别与计数装置的结构参数分别为:活体识别与初级排队装置的振动电机转速为1 470 r/min、可调节出料口的宽和高分别50和20 mm、初级排队导板限宽为55 mm;传送装置中波纹排队挡板与贝苗传送方向的夹角分别为45°和30°、传送带线速度为0.5 m/s;传感器与传送装置的垂直间距50 mm、导向机构与传送装置的水平间距25 mm;系统设定的贝苗垂直通过传感器的时间25 ms。试验结果如表4所示。
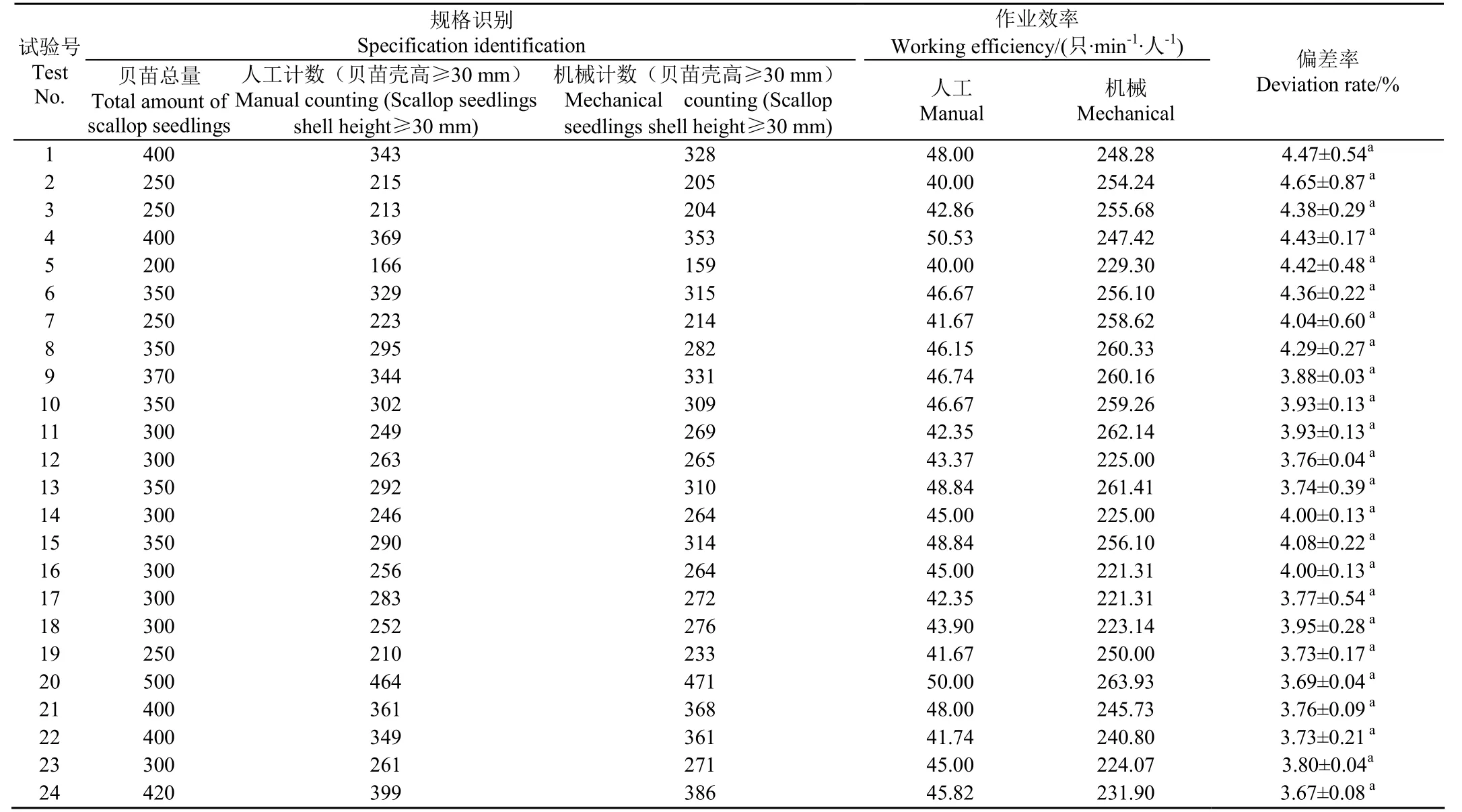
表4 人工与机械识别与计数试验效果对比Table 4 Effect comparison for specification identification and counting of manual and mechanical
由表4可知,机械计数结果小于人工计数结果,偏差率为3.67%~4.65%,平均偏差率为4.02%;机械规格识别与计数偏差率与人工识别偏差率无显著性差异(P>0.05)。课题组前期结合国内扇贝底播增殖作业需求,设计了筛网式扇贝苗分级计数装置[11-12],该装置的贝苗规格识别与计数偏差率约为4.465%,作业效率约为180只/(min·人)。优化后的贝苗规格识别与计数装置较筛网式扇贝苗分级计数装置的统计偏差率[11]降低了约0.445%。由此说明该贝苗规格识别与计数统计装置具有较高的准确性和较好的稳定性。
由表4还可知,人工完成贝苗规格识别与计数的作业效率为45.05只/(min·人),机械规格识别与计数的作业效率为345.05只/(min·人),约为人工作业效率的5.44倍,筛网式扇贝苗分级计数装置提高了0.92倍。说明该装置具有较高的作业效率,符合扇贝苗底播增殖产业发展需求。
5 讨 论
刘群华等[21-24]研究表明,测距误差主要与被测物体的不规则性和运动不规则性有关。本研究通过生产性对比试验得出,机械装置统计出的壳高30 mm及以上贝苗数量小于人工方式,其偏差率范围为3.67%~4.65%,平均偏差率为4.02%,且机械装置统计偏差率与人工统计偏差率无显著性差异(P>0.05)。其主要原因是,贝苗形状的不规则性和运动不规则性(非垂直光电传感器光幕下落)造成光电传感器产生测量误差。虽在下落导板的作用下大部分贝苗能够垂直通过传感器,但仍有部分贝苗非垂直状态通过传感器,导致贝苗规格识别偏小。郑关超等[28-29]研究表明贝苗的壳高和壳长是影响体质量的主要因素。由于扇贝苗体质量非均匀分布[30],在垂直下落过程中,贝苗存在按照一定角度下落的趋势,故识别偏差率相对稳定,机械规格识别与计数偏差率与人工无显著性差异(P>0.05)。
文献[11]采用平板筛网对贝苗进行分级,之后人工将分级后的贝苗投入计数装置,进行计数统计。因此,同批检测的贝苗需要先后完成分级与计数2次操作,严重影响作业效率,增加了贝苗干露死亡的风险。沈建等[31]研究表明,贝类在筛网分级过程中易发生冲撞摩擦、筛孔卡贝及贝苗损伤等问题,影响贝苗分级效率与贝苗成活率。因此,本文提出基于光电传感技术实现贝苗规格识别与计数的同步检测,消除筛网分级过程中的卡贝伤贝等问题,减轻贝苗干露现象。通过生产对比试验,优化后的贝苗规格识别与计数装置较筛网式扇贝苗分级计数装置的统计偏差率降低了约0.445%,因此,该技术可替代筛网进行贝苗规格识别;同时优化后的贝苗规格识别与计数装置的作业效率较人工作业提高了5.44倍,较筛网式扇贝苗分级计数装置提高了0.92倍,作业效率提高显著,降低了贝苗干露风险。
6 结 论
1)通过对贝苗规格识别与计数装置工艺参数的优化与验证,下落导向机构与传送带的水平间距25 mm,传送装置的线速度0.5 m/s,识别系统设定的样本贝苗垂直通过传感器的时间25 ms时,贝苗规格识别与计数准确性最佳,且各因素对贝苗平均识别统计偏差率影响顺序依次为:贝苗垂直通过传感器的设定时间、传送装置的线速度、下落导向机构与传送带的水平间距。
2)在山东长岛海区收苗活水船上的海上生产对比试验得出,机械规格识别与计数数量小于人工方式,其偏差率范围为3.67%~4.65%,平均偏差率为4.02%,机械规格识别与计数偏差率与人工识别偏差率无显著性差异(P>0.05);与优化前的筛网式扇贝苗分级计数装置相比,统计偏差率降低了约0.445%。由此说明优化后的贝苗规格识别与计数装置具有较好的准确性与稳定性。
3)通过对优化后的贝苗规格识别与计数装置与人工统计和优化前的筛网式扇贝苗分级计数装置作业效率的对比分析得出,优化后的贝苗规格识别与计数装置较人工作业提高了5.44倍,较筛网式扇贝苗分级计数装置作业效率提高了0.92倍。由此说明,该装置具有较高的作业效率,符合扇贝苗底播增殖产业发展需求。
猜你喜欢
中学生天地(A版)(2021年9期)2021-10-25
中学生数理化(高中版.高一使用)(2021年1期)2021-03-19
家教世界·创新阅读(2019年11期)2019-12-10
红领巾·探索(2019年8期)2019-08-21
人生与伴侣·共同关注(2018年8期)2018-02-16
中学教学参考·理科版(2016年11期)2017-06-08
发明与创新·大科技(2017年1期)2017-01-14
新高考·高一物理(2015年5期)2015-08-18
初中生世界·七年级(2014年2期)2014-03-24
