食品包装高分子材料技术进步与升级
2021-04-20 02:18高达利张师军
中国塑料 2021年3期
徐 萌,高达利,张师军*
(中国石油化工股份有限公司北京化工研究院,北京100013)
0 前言
随着食品行业的发展和生活水平的提高,人们的消费理念升级换代,对食品包装材料不断提出新的要求。材料的性能需要能同时满足力学性能、热封性能、阻隔性、防潮性、耐热性、保香性、印刷性等多种要求[1],材料的功能也向无菌化、智能化、个性化等方向发展。传统的食品包装主要涉及聚乙烯(PE)、聚丙烯(PP)和聚酯(PET)等高分子材料,有高阻隔要求的情况下还需要使用聚酰胺(PA)、乙烯-乙烯醇共聚物(EVOH)和聚偏氯乙烯(PVDC)等材料[2]。近年来还出现了聚乳酸(PLA)、聚乙烯醇(PVA)、淀粉基材料等可降解高分子材料包装。本文从材料和加工方法的角度对不同食品包装材料的性能和用途进行了分析,并对食品包装高分子材料技术的未来发展趋势进行了展望。
1 常用的包装高分子材料性能及优缺点
1.1 PE薄膜
PE是目前生鲜包装中用量最大的高分子材料,PE有很强的阻湿性能,有助于食品的水分保持。PE 薄膜的传统加工方法一般有流延法、管膜法和单向拉伸法3种[3]。
近年来,随着加工技术和原料制备技术的进步,出现了双向拉伸聚乙烯(BOPE)薄膜。普通的PE原料无法适应高速高倍率的双向拉伸过程,会出现铸片翘曲、破膜、鱼皮纹等问题[4],为了解决BOPE 原料和薄膜的制备问题,日本三井公司[5]和美国DOW 公司[6]相继开发出了BOPE 专用树脂。国内由中石化北京化工研究院通过高分子凝聚态研究和分子结构设计,首次开发出了非茂催化剂BOPE 树脂[7-8],进一步提高了BOPE原料的加工性能。经过高倍率双向拉伸后,BOPE 的分子链发生取向[9],薄膜的结晶度大大提高[10-11],从而赋予BOPE 薄膜优秀的拉伸强度、光学性能、抗穿刺和耐低温等性能。
相对于PE吹塑薄膜,BOPE薄膜的耐穿刺性能可提高2~5倍,拉伸强度可提高2~10倍,雾度降低30%~85%。不同方法制备的PE薄膜性能对比如表1,可以看到25 μm 厚的BOPE 薄膜性能可达到或超过105 μm 的吹塑PE 薄膜,在复合包装袋中使用BOPE 薄膜可减重20%~50%,目前BOPE 薄膜已被应用在大米真空包装、速冻食品包装和饮料透明软包装等领域。
在彩印复合包装领域,由于对薄膜有了环保、高透高光泽等新的要求,流延聚乙烯(CPE)包装薄膜开始逐步取代PE 吹膜包装[12]。流延法生产过程中,PE 熔体能够得到快速冷却,形成的球晶尺寸更小,且生产过程中拉伸程度较低。比起PE吹塑薄膜,CPE的厚度均匀性好,光学性能优,热封强度、抗冲击性能、耐冲击性能都更为优异。2017年中国石化镇海炼化开发出CPE包装膜专用料,进一步提高了CPE薄膜的性能,解决了CPE薄膜端面变色,外观瑕疵等问题[13]。
通过将BOPE 薄膜和CPE 薄膜复合使用,可以制备材质一体化包装材料,BOPE层可提供高拉伸强度和耐穿刺性能,CPE 层提供良好的热封强度,并可降低成本。该包装材料可完全被回收利用,二次制备薄膜或其他制品。目前陶氏、埃克森美孚和中石化等大型企业都已推出此类包装产品,主要可用于食品软包装袋。
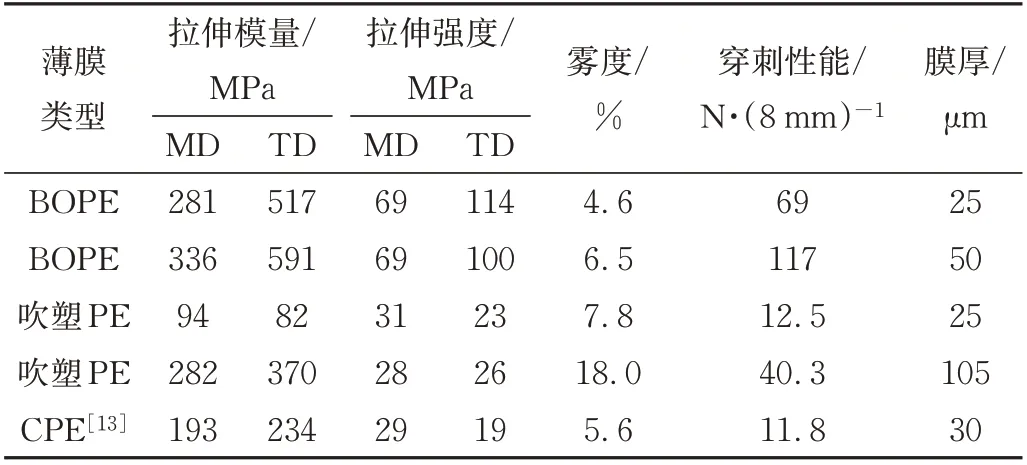
表1 不同PE薄膜的性能Tab.1 Properties of different PE films
1.2 PP薄膜
PP 也是比较早应用在包装领域的高分子材料之一,PP薄膜有着较好的阻湿性、透明度、光泽度、尺寸稳定性、强度和良好的加工性能[14]。相对PE 材料来说,PP有着更高的熔点,耐热性更加优秀,因此常常被用于蒸煮包装和微波加热包装等领域。而且PP材料有着很好的形变回复能力和耐揉搓性能,作为包装材料不易变形破损,揉搓后也依然能保持良好的阻隔性能。
与PE 薄膜类似,制造方法和生产工艺同样会对PP 薄膜的性能产生很大影响[15]。PP 薄膜主要采用流延或双向拉伸的方法来制备,薄膜加工过程中,PP 分子链会发生流动和拉伸取向,导致结晶性能和结晶形态发生变化,如流延聚丙烯(CPP)中会产生大量介晶形态[16-17],双向拉伸聚丙烯(BOPP)中常常出现串晶和纤维晶等结构[15],结晶形态的变化又极大地影响了PP薄膜的性能。
也可以通过添加助剂的方法来改变PP 薄膜的结构和性能[18],如通过添加α型成核剂来提高薄膜的刚性和挺度[19-20],通过添加透明成核剂提高薄膜的光学性能[21],也可通过添加β 晶型成核剂来提高薄膜的韧性和耐热性[22]。将CPP 薄膜应用于糖果扭结包装时,PP材料良好的形变回复能力会导致包装失效,因此通常需要加入扭结助剂来降低PP 的回弹性,配合扭结专用料使用来提高CPP 薄膜的扭结保持性,这种包装形式兼具韧性和挺度,常用于高档糖果、巧克力和零食等的包装[23]。
表2 为CPP 和BOPP 薄膜的性能。可以看到,同样用均聚PP 制备的样品中,BOPP 的模量和拉伸强度均高于CPP 薄膜,但通过添加助剂也可以大幅提高CPP 薄膜的性能。BOPP 在拉伸过程中会出现应力诱导结晶,结晶度高于CPP薄膜,因此通常具有较好的阻隔性能,因此也可将BOPP 和CPP 复合后做为食品包装使用。研究表明[24],复合包装具有较好的氧气阻隔性和水蒸气阻隔性,而且经过揉搓后,阻隔性降低不超过3%[25],有利于延长食品的货架期。
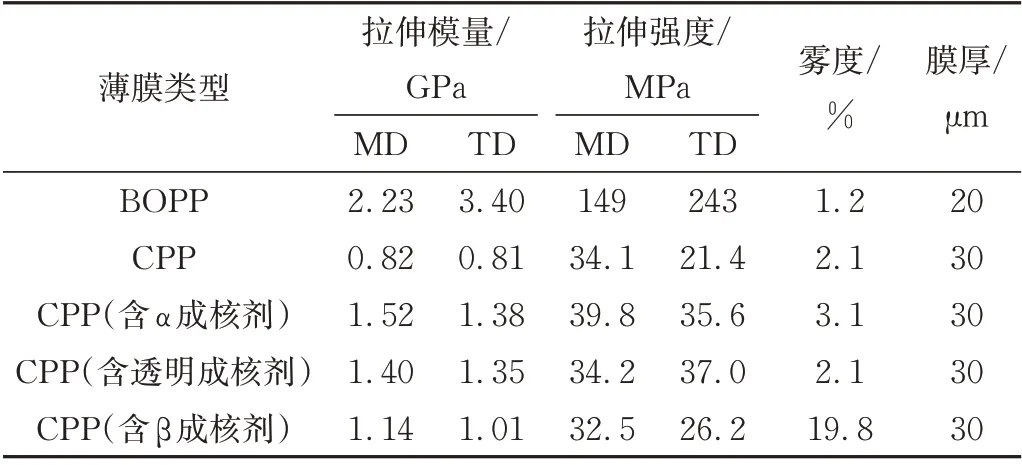
表2 不同PP薄膜的性能[26]Tab.2 Properties of different PP films[26]
1.3 PA薄膜
双向拉伸聚酰胺薄膜(BOPA)是综合性能很好的包装材料。比较BOPA、BOPET、BOPP和BOPE几种薄膜,BOPA的阻隔性和耐穿刺性能均为最佳。BOPA还具有优秀的耐热和低温性能,使用温度可由-60~150 ℃。而且PA 分子链上存在酰胺基团,有利于进行涂敷、金属化和复合工艺。BOPA 薄膜主要用于冷冻、蒸煮和真空袋等食品包装领域,主要也是依赖其良好的保鲜保香性能和低温抗冲击耐穿刺性能。BOPA 最大的问题是易吸水导致稳定性差,因此通常需与其他薄膜复合使用。
从BOPA 薄膜的生产技术来看,最新一代的BOPA 薄膜制备技术是磁悬浮线性电机同步拉伸技术(LISIM 技术),由德国布鲁克纳公司开发,进一步提高了BOPA 薄膜的性能稳定性和均衡性,目前国内仅厦门长塑实业集团拥有LISIM 生产技术[27]。传统的BOPA 一般用“平膜法”或“管膜法”制备,“平膜法”又可以分为同步拉伸法和分步拉伸法。两种方法各有利弊,同步法BOPA 表面均衡性好,但强度和生产效率偏低,分步法过程中BOPA容易出现弓形效应[28]。
表3 为不同生产工艺和功能的BOPA 薄膜性能。可以看到LISIM 技术生产的BOPA性能要优于机械同步拉伸技术,既具有良好的稳定性和均匀性,又可以满足12色套印要求,弥补了同步法和分步法工艺的问题。因此可以应用在对货架期、包装色彩要求较高的食品包装领域。
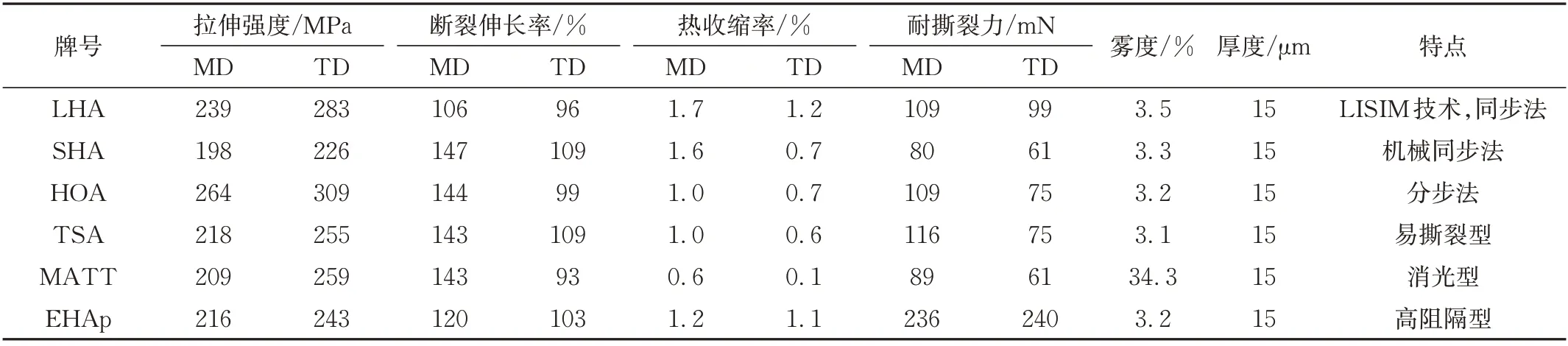
表3 不同牌号BOPA薄膜的性能Tab.3 Properties of different BOPA films
除了工艺的调整,还可以通过添加助剂等方法制备功能性BOPA 薄膜,如表3 中列出的TSA 型易撕BOPA 薄膜和MATT 型消光BOPA 薄膜。TSA/PE复合包装袋在凸显BOPA 薄膜优异的力学性能的同时,还具有优异的直线撕裂性能,可沿切口方向整齐呈直线撕开[29],适用于零食、熟食等的易撕包装。将BOPA 和EVOH 共挤后进行同步双向拉伸还可以制备高阻隔型复合薄膜,EHAp 型高阻隔薄膜的氧气透过率仅为1.92×10-5cm3/(m2·24 h·Pa),更适合对保香保鲜性要求高的场合。
1.4 PET薄膜
PET 最初通过瓶类包装形式被引入了食品包装行业,在碳酸软饮料、啤酒等包装方面大获成功,后期随着加工技术的发展,开始采用流延法、吹塑法和平膜法双向拉伸法制备PET 薄膜,并应用于包装行业。其中双向拉伸法制备的BOPET薄膜性能最为优异,应用最为广泛。BOPET 薄膜的拉伸强度和气体油脂阻隔性最为突出,除此外还具有光学性能好、耐高低温性能好、耐油性好等优点[30]。BOPET 广泛用于食品包装,特别是便携式包装,如奶粉、咖啡、茶叶、饼干和糖果等,也可用与PP和PE等材料复合制作蒸煮袋等[31]。
BOPET 薄膜的特点是结晶情况受加工工艺的影响很大,拉伸速率、热处理温度等都会对晶体取向、尺寸和结晶度造成影响,从而影响薄膜的模量、拉伸性能和耐温性能[32]。PET薄膜的性能也会受到湿热条件的影响,表4为PET 薄膜在不同放置条件下的性能变化,可以看到在低温干燥的条件下,BOPET 薄膜的拉伸强度提高,但同时收缩率也会增大[33]。将BOPET薄膜用于包装时,需要对使用环境加以注意。

表4 不同放置条件下BOPET薄膜的性能[33]Tab.3 Properties of BOPET films under different storage conditions[33]
随着很多国家和地区制定了环保法规,聚氯乙烯(PVC)等材料逐渐被禁止使用于食品包装领域,PET薄膜也在一些领域替代了PVC 材料,如同CPP 一样,BOPET 也可用于糖果和小食品的扭结包装,BOPET相对挺度更好,而且油墨黏附力、印刷效果更好。PET还可以替代PVA 应用于热收缩膜,可以应用于饮料瓶外用标签,为了提高PET的热封性能,近年来也出现了热封PET薄膜[34]。
PET 虽然具有很多优点,但在使用过程中需要注意,由于PET合成的缩聚反应过程中所用的催化剂、稳定剂等助剂,以及反应产生的副产物乙醛均具有一定毒性,而且存在迁移风险,欧盟、美国、中国、日本等均针对PET制定了一系列的卫生安全相关法规。
2 复合包装材料用途及性能
单一材料已无法满足越来越高的食品包装要求,因此复合包装材料在食品包装行业得到了广泛应用。从材料来看,复合包装的内层材料通常为PP、PE、软质PVC等,安全性较高,并能为复合包装提供良好的热封性;外层材料通常为PET、玻璃纸等,具有较好的耐热性和尺寸稳定性。高档包装还需要含有功能层材料,如PA、EVOH、PVA 和铝箔等,起到提高阻隔性、耐冲击性和强度等作用。
2.1 高阻隔化
对于食品包装来说,阻隔性是非常重要的指标,有利于延长食品的保质期、新鲜度,保持食品的风味。包装材料既要阻止包装内容物向外界的渗透,同样也要阻止外界环境物质向包装内部渗透。整个渗透的过程如图1所示,主要包括吸附、溶解、扩散、解吸,渗透会由高浓度一侧向低浓度一侧发生。渗透速度越慢,说明材料的阻隔性能越好。对于阻隔包装来说,需要阻隔的对象主要有气体(包括O2、CO2和N2等)、水蒸气、液体和有机物(如油脂类)。
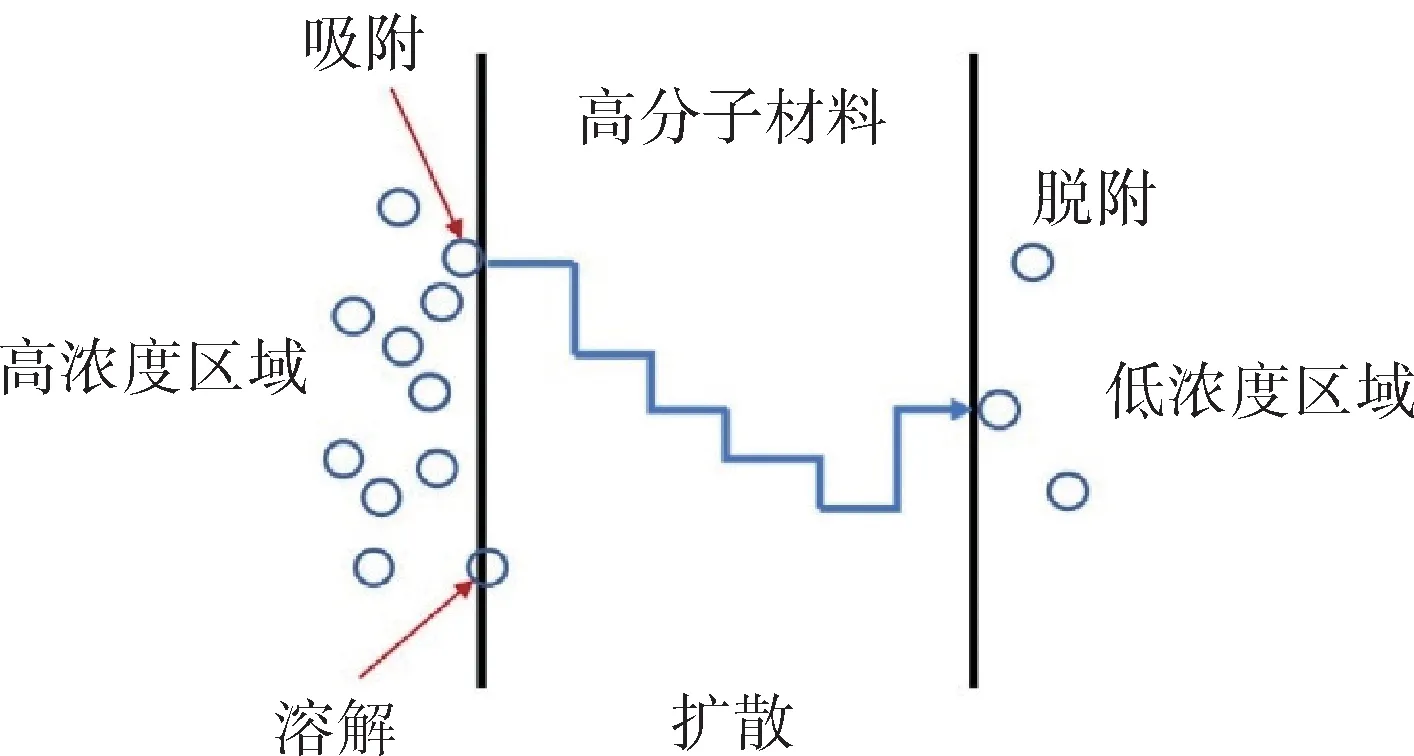
图1 渗透过程示意图Fig.1 Schematic diagram of infiltration process
不同的食品对于包装材料的阻隔性和阻隔对象不同。如碳酸饮料和酒类需要阻隔CO2性能好,充氮食品包装需要良好的N2阻隔性能,而膨化食品包装的水蒸气阻隔性能要求高。其中肉品包装对包装材料要求很高,不但要求氧气透过率低,还要对CO2和N2有阻隔作用[35]。单层包装一般不能满足肉类包装要求,需要采用高阻隔性的多层复合膜[36],从阻挡微生物、气调、降低环境温度等多角度来达到肉品保鲜的目的。
阻隔性与高分子材料的种类有关,而不同高分子材料对于不同渗透对象的阻隔性也不同。一般来说极性高的聚合物由于内聚能密度大,因此气体较难在此类材料中扩散。许娜等比较了不同食品包装膜的阻隔性能,发现在同等厚度下,氧气透过率由大到小为PE>BOPP>PET>PA,水蒸气透过率由大到小为PA>PE>PET>BOPP[37]。从表5 也可以看出,BOPVA、EVOH 和特种聚酰胺产品MXD-6 等极性较强的高分子材料氧气阻隔性能最佳,氧气透过率低于4.5 cm3/(m2·24 h·0.1 MPa),BOPA 和PLA 也有很好的氧气阻隔性。在这些高阻氧材料中,PVA 和EVOH 在一定程度上受到加工方法的限制[38],通常只作为阻隔层来使用。BOPA 也具有很好的阻隔性能,且相对上述几种材料成本较低,而且BOPA 作为复合膜层中的一层时,不只能够提供阻隔性,还能提高复合膜整体的拉伸强度、抗穿刺和抗冲击性能,从综合性能来看较为优越。
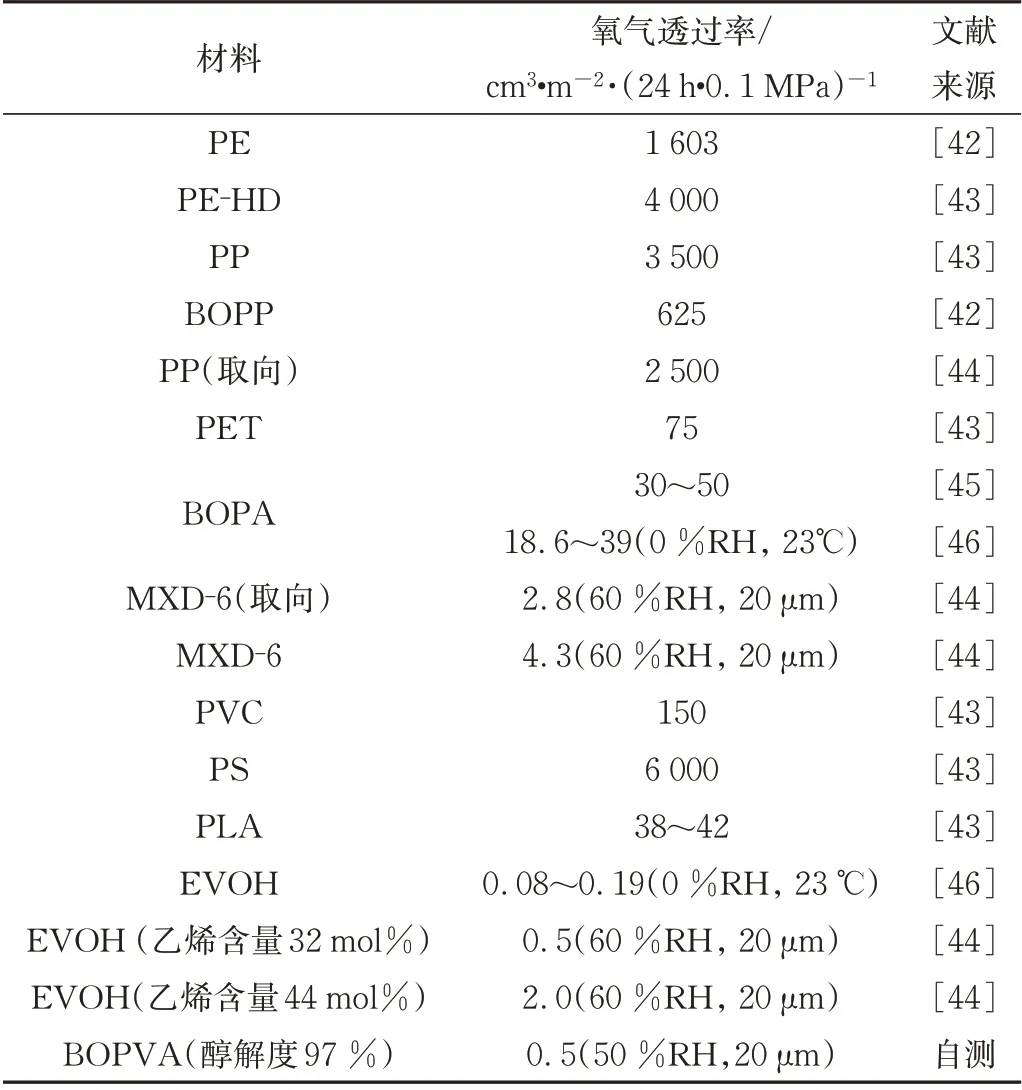
表5 不同高分子材料薄膜的氧气透过率Tab.5 Oxygen permeability of different polymer films
对于同样的材料,不同的取向度、结晶度和结晶形态也同样会对阻隔性造成影响。通常来说取向度越高,材料的阻隔性也越好。而且高分子中的晶区的阻隔性能通常要高于无定形区域,对于PP 和PE 等材料,通过双向或单向拉伸的方法,提高取向度和结晶度的同时,阻隔性能也会同时得到提高。
阻隔性能同样会受到湿热的影响,虽然极性高分子材料在干燥环境下阻氧效果很好,但由于此类高分子中存在大量极性基团,一般对液体和水蒸气的阻隔性较差,PA、PVA 等高分子中存在的氢键也极易受到水的影响,导致分子链活动性提高,自由体积增大,气体渗透速度变快,阻隔性能变差。而反而PP 和PE 等气体阻隔性较差的非极性材料,对液体和水蒸气的阻隔性很好。
由上所述,阻隔性能受到很多因素的制约,因此为了提高包装材料的全面阻隔性能,需要将不同类型的高分子材料复合使用。高欣等[39]研究了包装材料对酱牛肉品质的影响,发现使用单层PE 或PP 包装袋,食品感官特性、理化性能下降快,菌落总数上升较快。梁丽敏等[40]研究了不同的复合包装材料的抑制广式腊肉脂肪氧化作用,发现含有高阻隔层的PA/PE 和PET/AL/PA/PE 包装袋,比不含阻隔层的PET/PE 材料抑制腊肉过氧化值的效果好。李肖婵等[41]研究了复合包装材料对即食小龙虾品质的影响,发现PA/PE/RCP复合袋能够较好的保持食品品质,且相对铝箔复合包装袋有着成本和消费者选择优势。而且随着加工技术的提高,复合材料也从开始的2~3层材料,发展到现在的5~7层材料,复合方式也由开始的离线复合,发展为现在的在线复合、共挤出制备等。随着材料和加工技术的进步,食品包装也将不断革新换代。
2.2 减重化
食品包装材料的另一大发展趋势是减重化和减薄化发展,减薄一定厚度并不会对薄膜的力学、光学和阻隔性能造成太大影响,还能够减少塑料垃圾的产生,降低使用和运输成本,符合轻量化、绿色化的国际趋势[47]。减薄可以通过在性能允许的情况下降低薄膜层厚来实现,也可以通过采用更高性能的薄膜替代来实现。Borchardt 等[48]制备了多层复合包装袋,各层强度逐渐递进,并通过使粘合层的粘合强度低于所粘合层中最弱的抗撕裂强度的方法,来调控强度的增加水平,从而实现多层膜强度的大幅提升,在保证强度的同时也可以对薄膜进行减薄。
表6中为不同类型PE薄膜与BOPA复合薄膜的性能,结果表明采用更低厚度的BOPE薄膜来替代传统吹塑PE薄膜(IPE)后,拉伸性能和耐穿刺性能反而大幅提高。高分子材料在经过高倍拉伸和取向后,性能会得到很大的提升,研究表明,在高度拉伸的条件下,高密度聚乙烯(PE-HD)的弹性模量可以提高到27 GPa,拉伸强度能够提高到800 MPa,光学性能也能得到很大改善[49]。
于此同时,由于PA膜层没有变化,整体薄膜依然有极佳的阻隔性能。而且不只是传统的高阻隔材料,高度取向和高度结晶的聚烯烃材料也会具有很好的氧气、二氧化碳和水蒸气阻隔性,这是因为取向和结晶后,大分子链紧密排列,从而提高材料阻隔性[50]。由于BOPE薄膜比起其他PE 薄膜来说有着更高的取向度和结晶度,因此在减薄的同时还有助于阻隔性能的提升。
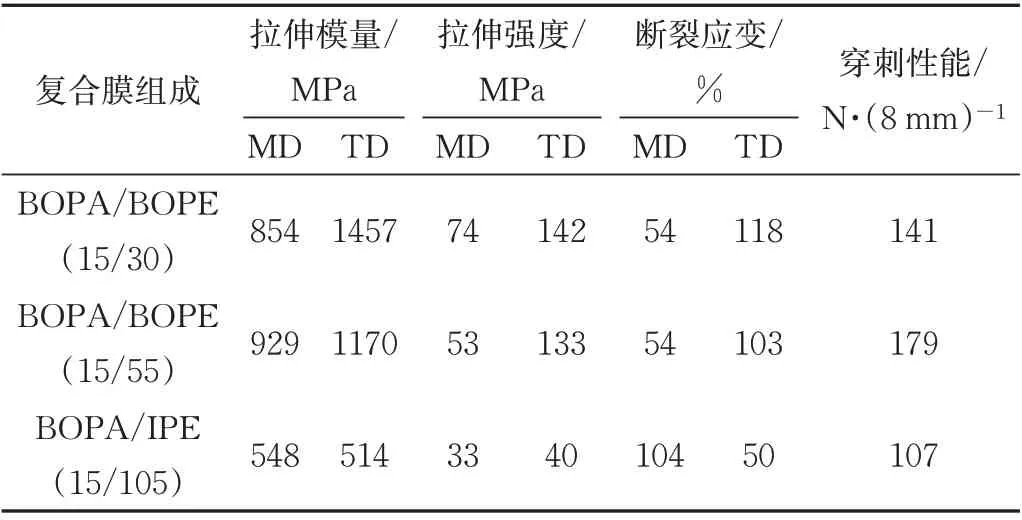
表6 复合薄膜性能Tab.6 Properties of multi-layer films
2.3 绿色化
包装材料的用量连年增长,使用范围越来越广,给生活和生产带来了极大的便捷,但同时废弃包装材料也带来了越来越多的问题。复合包装材料由于各层材质不同很难得到有效的回收利用,一般只能焚烧或掩埋处理,掩埋处理方式导致土壤环境恶化,焚烧处理方法加剧了有害气体排放,随意丢弃使土地和海洋受到污染。
采用同类材质的高分子材料,通过不同的加工方法赋予各层薄膜不同的性能,再将薄膜复合在一起,既能得到高性能的薄膜,同材质材料也易于回收利用。将高强度高抗穿刺的BOPE 薄膜同热封性能好成本较低的CPE 薄膜进行复合,制备全PE 复合包装(见图2)。从表7 中可以看出,2 种全PE 复合包装的性能均大大优于同样厚度的吹塑PE 薄膜,而且采用水溶性的PVA胶水进行粘接,既安全环保又赋予了包装膜极佳的阻隔性能[51]。还可以用电子束对多层PE 薄膜的基底层薄膜进行辐照,从而提高易回收包装薄膜的耐热性和热封性能[52]。
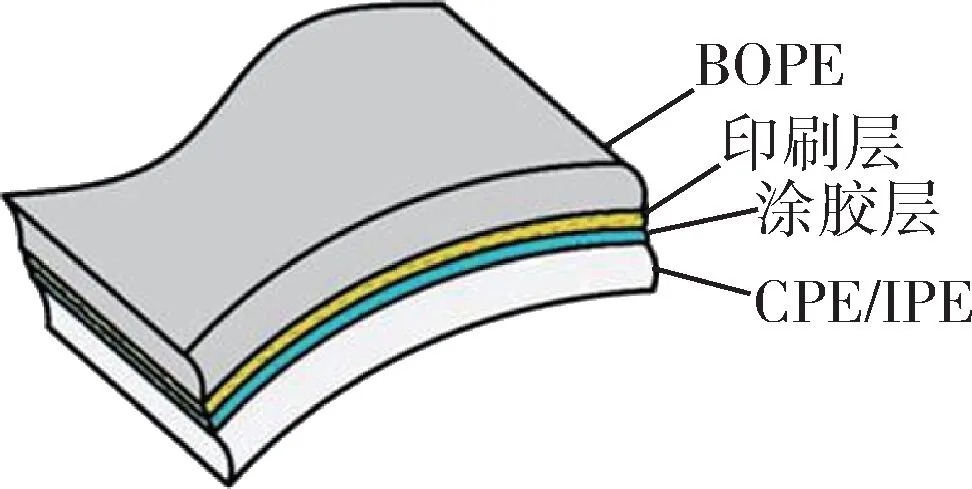
图2 全PE复合包装材料Fig.2 All polyethylene multi-layer packaging material
也可以通过共混和等离子体等技术来提升包装材料的可回收性。研究表明,将聚烯烃与PA 或EVA 共混能够产生一种微米尺度的分散相,通过在固态下对共混物进行双向拉伸,能够使分散相的尺度降低至100 nm 以下,同时带来了良好的阻隔性能和光学性能,由于这种方法只添加了很少量的次要聚合物,此种材料制备的包装有很好的可回收性[53]。Shin等[54]采用等离子体注入技术(PSII)改善了线性低密度聚乙烯(PELLD)同壳聚糖等生物基材料间的粘接能力,采用PELLD 和生物基薄膜制成复合薄膜,从而提高其阻隔性能和易回收性。
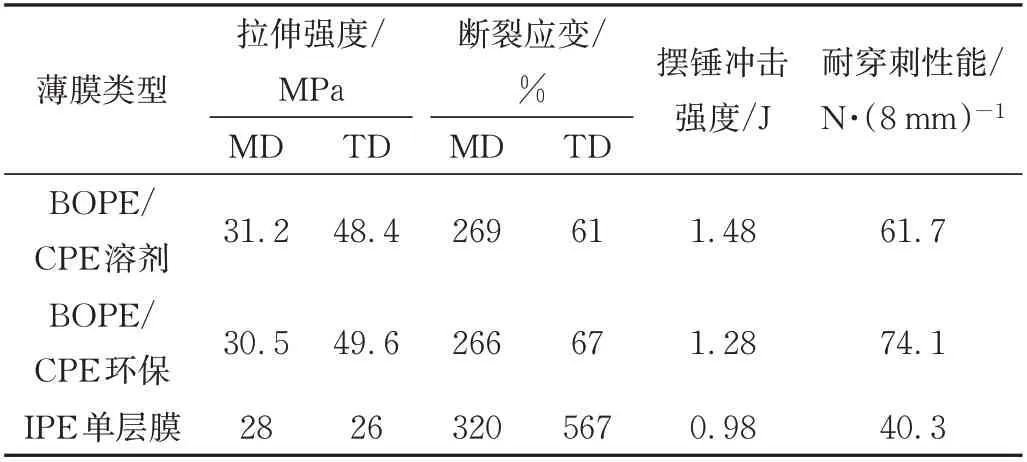
表7 全PE复合包装薄膜性能Tab.7 Propertiesofallpolyethylenemulti-layerpackagingmaterial
使用可降解包装材料同样有利于食品包装的绿色化,部分可降解包装通过添加淀粉、纤维素和降解剂等来降低材料的稳定性,还有一些可降解包装的材料本身可在水、细菌或光照条件下自然发生降解[55]。可降解包装材料主要包括PLA、淀粉基塑料、聚羟基脂肪酸酯(PHA)和聚已内酯(PCL)等[56]。PLA 可用石油或天然气以外的可再生资源制备,具有良好的生物相容性能,并能在一些堆肥处理条件下快速降解,但是用其制备的薄膜通常韧性和耐冲击性能差,热变形温度偏低,经由改性后才可作为包装使用。采用纳米粉末橡胶对PLA 进行改性,可以大大提高PLA 的韧性,并且使其具有均衡的力学性能[57]。采用一定粒径的碳酸钙对PLA 进行改性,同样能够提高PLA 的抗冲击性能[58]。还可以用PLA与玉米淀粉、PBAT等共混,生产韧性和强度较高的可降解薄膜。
3 结语
不同的高分子材料性质不同,实现的包装功能也各不相同,必须根据包装物品的要求选择恰当的高分子材料。为了达到包装材料功能化的要求,常常需要将性质相差较大的高分子材料制成多层复合薄膜,食品包装往往需要较高的保鲜阻隔性能,综合成本和性能来看,BOPA 薄膜是阻隔包装中较为优秀的功能层材料,与PE、PP等材料共同使用,可以增强复合包装的耐水性能。包装高分子材料的进步是材料本身和加工工艺相辅相成的结果,材料的进步使其能够适应更多样的加工技术。如通过分子调控技术制备的聚乙烯原料具备了可以进行双向拉伸的可能,从而促成了BOPE 薄膜包装材料的诞生。而先进加工技术也在不断促进包装材料的进步,如双向拉伸技术能够提高薄膜的取向度和结晶度,从而改善薄膜的力学、光学、耐穿刺等性能,采用LISIM 技术生产的BOPA 薄膜具有优秀的性能稳定性和均衡性。
新材料和新技术的涌现促进了食品包装材料整体性能的提高和快速发展,未来的食品包装材料将向高阻隔、低重量和绿色化方向发展,采用复合技术能够提高包装材料在各种环境下的阻隔性能,延长包装商品的寿命;先进加工技术使得制备更薄、性能更优的包装材料成为可能,实现包装材料的减重化,同时也减少了塑料垃圾的产生;包装材料也必须考虑到环境问题,同材质多层包装以及其回收、可降解包装材料的研究必将成为未来包装领域的热点问题。
猜你喜欢
食品与机械(2022年10期)2022-11-02
食品与机械(2022年7期)2022-07-31
轮胎工业(2021年8期)2021-12-26
绿色包装(2021年9期)2021-11-09
食品安全导刊(2021年21期)2021-08-30
印刷工业(2020年4期)2020-10-27
上海包装(2019年8期)2019-11-11
上海包装(2019年2期)2019-05-20
中国果菜(2016年9期)2016-03-01
塑料包装(2015年1期)2015-09-26