
整体车门窗框处特殊包边机构原理研究
2021-05-06 07:09赵子海江克洪王健王伟李兴胜浙江吉利汽车集团有限公司
锻造与冲压 2021年4期
文/赵子海,江克洪,王健,王伟,李兴胜·浙江吉利汽车集团有限公司
整体车门窗框处四面包边前规划时,没有采用机器人滚边方式,因空间和产品结构受限,运用正常的冲压模具标准预弯机构和压合结构无法实现该处包边;因此我司通过采用两种特殊的模具包边机构,有效地解决了该处包边问题。
常见车门窗框处包边方案
常见车门窗框处产品包边形式
如图1 所示,某车型前门总成产品窗框处为辊压件,车门总成A 柱侧、B 柱侧、下门槛侧都是门内外板之间包边,窗框水切侧为门外板与加强板包边;窗框只有水切处包边,水切处包边在车身Y 向没有被门内板挡住,窗框水切处包边结构截面如图2 所示。
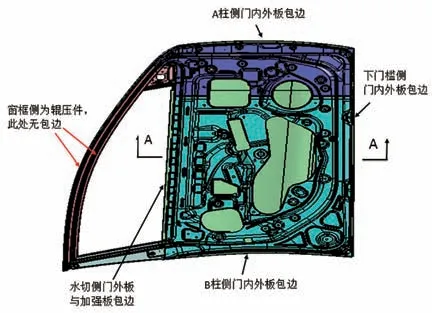
图1 常见车型前门包边总成
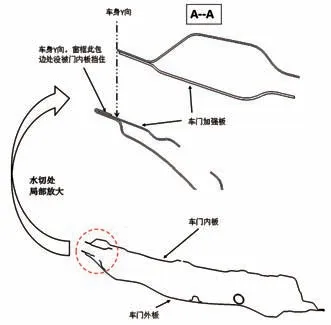
图2 常见车型前门水切处包边产品结构
常见车门窗框处模具包边结构
常用门窗框水切处包边结构,如图3 所示。采用标准预弯机构驱动预弯刀块,把门外板包边处的翻边由90°~105°预弯到40°~45°,然后预弯刀块回退,压合刀块下行进行压合包边到位;该结构简单成熟,预弯机构可以在各主流标准件厂采购,是目前模具包边最常用的结构。
整体车门窗框处特殊包边方案
整体车门窗框处产品包边形式
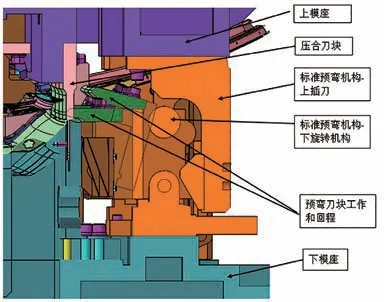
图3 门窗框水切处包边结构
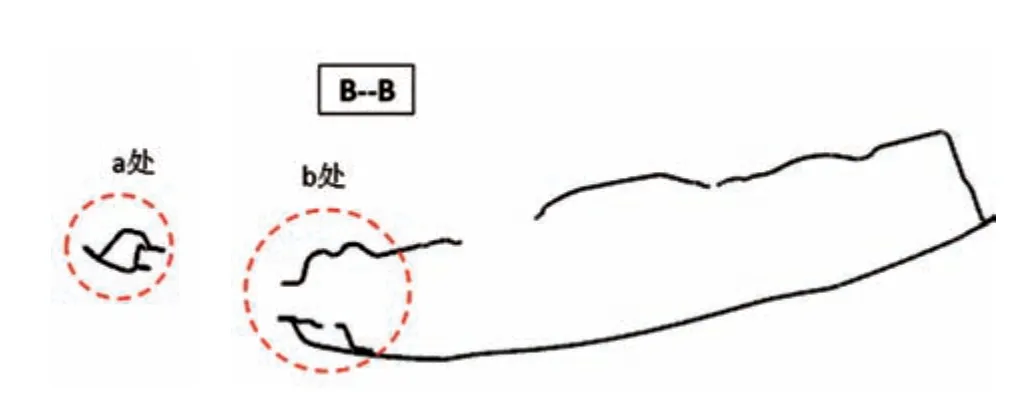
图4 整体车门窗框处包边总成处剖视图
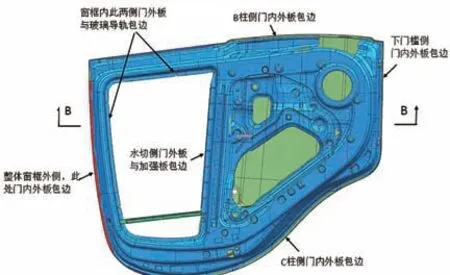
图5 整体车门窗框处包边总成
整体车门窗框处,当门总成产品为图4、图5 的结构时,后车门总成B 柱侧、C 柱侧、下门槛侧、窗框顶部侧都是门内外板之间包边,窗框水切侧为门外板与加强板包边;窗框内侧另外两侧为门外板与玻璃导轨包边;窗框内水切包边处及另两侧与玻璃导轨包边处在车身Y 向被门内板挡住。
窗框内水切处及与玻璃导轨处包边结构局部放大图,如图6、图7 所示。
整体车门窗框处模具包边结构布置
窗框内水切包边处及另两侧与玻璃导轨包边处在车身Y 向被门内板挡住,采用传统的预弯和包边结构时,压合刀块与门内板干涉,无法完成压合包边。这两个位置如果采用模具包边,需采用预弯和压合一体的特殊包边机构,如图8 所示。具体如下:
(1)特殊包边机构-1:驱动机构与预弯压合刀块在包边面轮廓两侧,窗框内顶部包边用。
(2)特殊包边机构-2:驱动机构与预弯压合刀块在包边面轮廓同一侧,窗框内部水切处及B 柱侧用。
整体车门窗框处模具特殊预弯+压合机构-1

图6 B-B 剖视a 处局部放大图
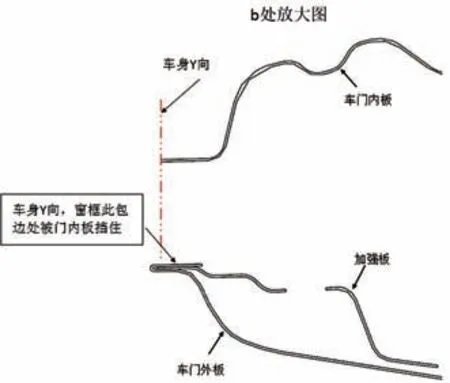
图7 B-B 剖视b 处局部放大图
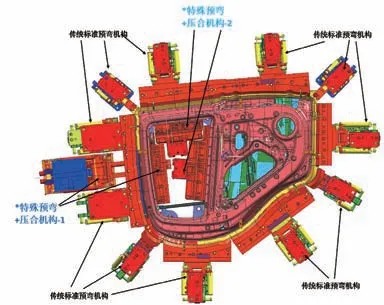
图8 整体车门窗框处模具预弯机构布置
构-1 轴侧图。
整体车门窗框处模具特殊包边结构-1 原理图,根据工作顺序依次如图10、图11 所示;驱动机构与预弯压合刀块在包边面轮廓两侧,通过上驱动机构推动下预弯压合机构到不同的位置,再利用四连杆机构实现预弯和压合工作。
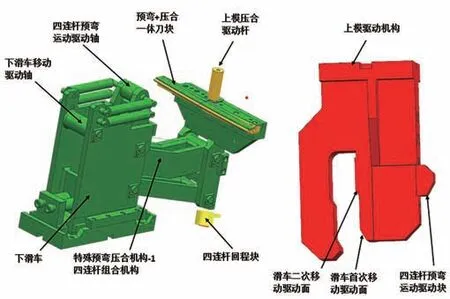
图9 特殊预弯+压合机构-1
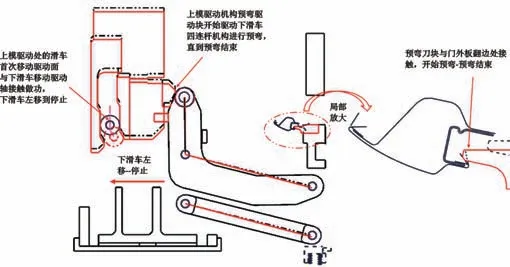
图10 预弯开始-预弯结束
图11 为上模驱动机构处的滑车二次移动驱动面与下滑车移动驱动轴接触做功,推动下滑车二次左移到压合位置停止;压合刀块压合预弯面到产品包边压合状态,上模压合驱动杆下死点时压压合刀块保证产品压合到位。
整体车门窗框处模具特殊预弯+压合机构-2
图12 为整体车门窗框处模具特殊预弯+压合机构-2 轴侧图。
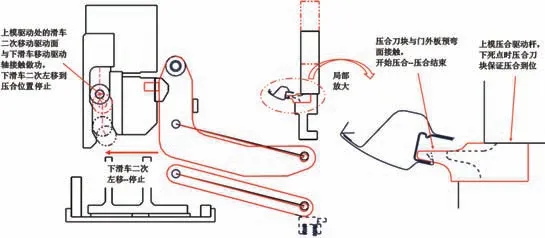
图11 压合开始-压合结束
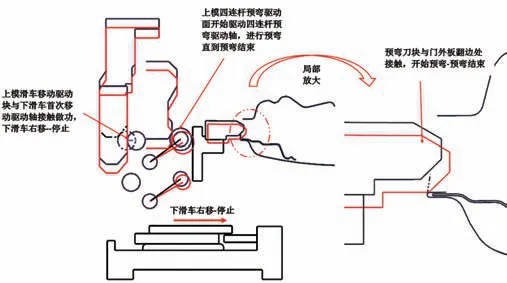
图13 预弯开始-预弯结束
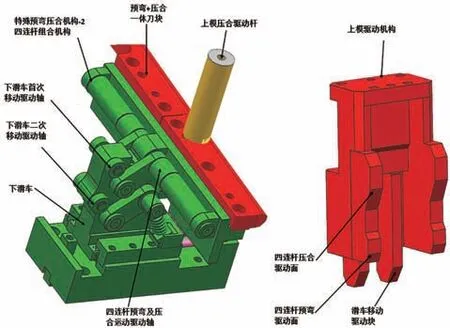
图12 特殊预弯+压合机构-2
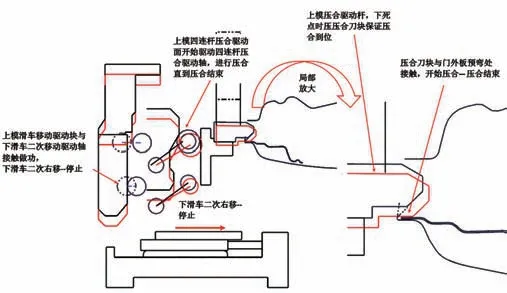
图14 压合开始-压合结束
整体车门窗框处模具特殊包边结构-2 原理图,根据工作顺序依次如图13、图14 所示;驱动机构与预弯压合刀块在包边面轮廓同一侧,通过上驱动机构推动下预弯压合机构到不同的位置,再利用四连杆机构实现预弯和压合工作。
图13 为上模滑车移动驱动块与下滑车首次移动驱动轴接触做功,下滑车右移到预弯位置停止;上模四连杆预弯驱动面开始驱动四连杆预弯驱动轴,使预弯刀块与门外板翻边处接触,开始进行预弯直到预弯结束。
图14 为上模滑车移动驱动块与下滑车二次移动驱动轴接触做功,下滑车右移到压合位置停止;上模四连杆压合驱动面开始驱动四连杆压合驱动轴,使压合刀块压合预弯面到产品包边压合状态,上模压合驱动杆下死点时下压压合刀块保证产品压合到位。
结束语
整体车门外板产品窗框处如果四面都有包边时,采用特殊模具包边机构的解决方案,可减少焊装滚边装置的开发费用,降低成本和提高生产效率,给类似产品的模具包边结构提供参考。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
模具制造(2022年3期)2022-04-20
钣金与制作(2022年3期)2022-03-30
汽车工程师(2021年12期)2022-01-17
汽车维护与修理(2019年9期)2019-11-08
扬子江(2019年3期)2019-05-24
中国建筑金属结构(2019年4期)2019-05-15
儿童故事画报·发现号趣味百科(2018年1期)2018-11-14
中国建筑金属结构(2018年6期)2018-08-31
科技资讯(2016年5期)2016-08-13
