牵引式玉米秸秆切割揉碎方捆打捆机设计与试验
2021-05-10 05:19董佳佳翟改霞戴晓军赵小娟孙文婷郭喜燕
农业工程 2021年3期
董佳佳,王 强,杨 莉,翟改霞,戴晓军,赵小娟,孙文婷,郭喜燕
(中国农业机械化科学研究院呼和浩特分院有限公司,内蒙古 呼和浩特010010)
0 引言
我国每年农业生产中产生的各类秸秆达7亿多t,而玉米秸秆约有3.5亿t[1]。玉米秸秆作为重要的肥料、饲料和能源来源,逐渐受到各级政府及相关产业重视。目前,由于玉米秸秆收获方式不够成熟,秸秆利用率较低,农民更倾向于将其直接还田或就地焚烧,不仅导致环境污染,还会造成大量的资源浪费。
秸秆收获利用是实现节约农业、生态农业和循环农业的关键环节。为减少资源浪费,提高玉米秸秆利用率,其机械化打捆收获已成为当前亟需解决的关键问题。目前,我国研制的玉米秸秆打捆设备将玉米籽粒收获后秸秆切碎铺放在农田中或者装车,再由其他打捆机进行打捆。结合我国玉米收获国情,国内还在牧草打捆机的基础上衍生出了能够对玉米秸秆进行打捆的新产品,但产品功能和性能都有待完善,还处于起步研发阶段。对站立、铺放或散伏的整株玉米秸秆进行切割揉碎打捆领域的研究较少[1-5]。
1 结构与工作原理
1.1 结构与技术参数
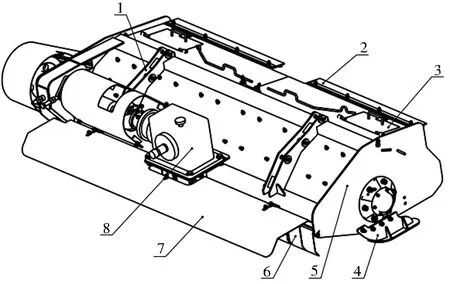
根据田间玉米秸秆生物学特性、生长状况及收获工艺要求,设计了一种牵引式玉米秸秆切割揉碎方捆打捆机[6]。方捆打捆机结构如图1所示,主要包括牵引架、切割揉碎装置、浮动仿形装置、网筛式物料导流装置、压缩打捆装置和传动系统等[7-8]。
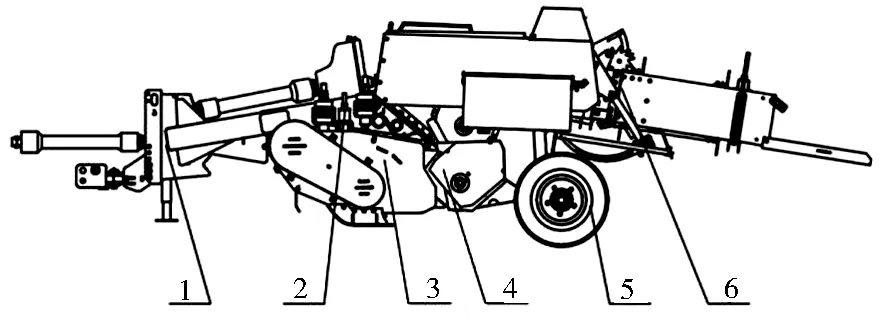
1.牵引架 2.切割揉碎装置 3.浮动仿形装置 4.网筛式物料导流装置 5.压缩打捆装置 6.传动系统图1 牵引式玉米秸秆切割揉碎方捆打捆机结构Fig.1 Structure of a traction type corn stalk cutting and crushing rectangular baler
牵引式玉米秸秆切割揉碎方捆打捆机主要技术参数如表1所示。
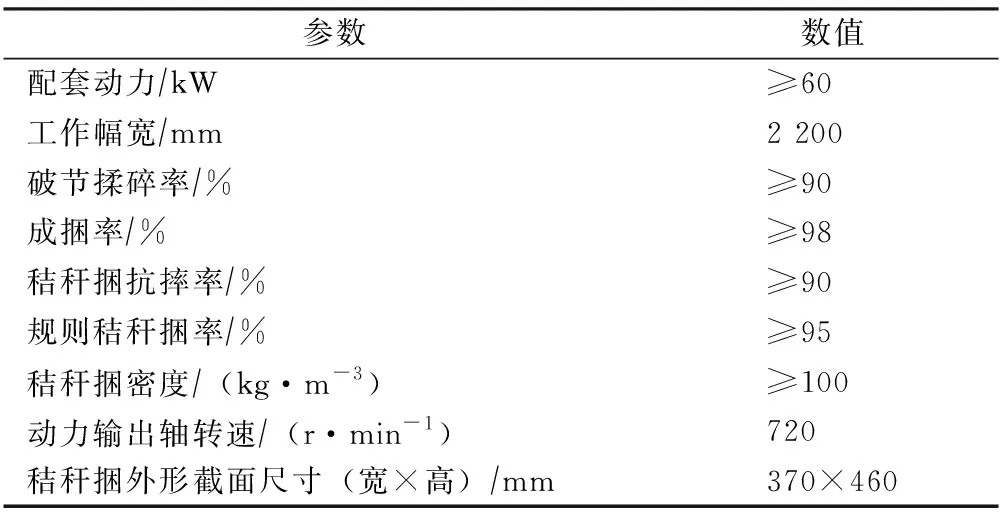
表1 牵引式玉米秸秆切割揉碎方捆打捆机主要技术参数
1.2 工作原理
牵引式玉米秸秆切割揉碎方捆打捆机通过牵引系统挂接在拖拉机后方,由拖拉机PTO提供传动动力。打捆机通过拖拉机的牵引缓慢向前行驶,站立、铺放或散状的玉米秸秆从牵引系统下方进入切割揉碎装置。玉米秸秆在切割揉碎装置中,先由动刀将秸秆切断,然后在动刀和定刀的相互作用下,进行切割和揉碎作业,同时,由动刀旋转产生的风压,将通过揉碎作业的秸秆物料吹送至网筛式物料导流装置中。网筛式物料导流装置间断性地将物料输送到压缩腔,活塞的往复运动,将压缩腔内的物料不断地压实并向后移动,随着物料的不断后移,当达到一定长度时,打捆系统开始工作,通过打捆系统的打结器,利用捆绳将物料进行包络,形成外形规则的秸秆草捆。
2 关键部件设计
2.1 牵引架设计
打捆机牵引架结构如图2所示,主要由挂接梁、齿轮箱安装座、支腿安装座、切割揉碎装置吊耳和连接板等组成。挂接梁设计了沿x轴和z轴的旋转自由度,沿x轴旋转的自由度保证机具在起伏地形中可以相对拖拉机扭动,避免刚性连接造成牵引架的损坏,沿z轴旋转的自由度保证拖拉机可以牵引机具回头转弯,同时还对沿z轴的旋转作了限位,避免牵引机具时转弯半径过小造成传动轴损坏。在牵引架前端设置有两个支腿安装座,一个用于机具停放时使用,另一个用于机具运输和作业时使用。切割揉碎装置吊耳设计在牵引架后端,用于挂接切割揉碎装置[9-10]。连接板将牵引架安装固定在主机上。
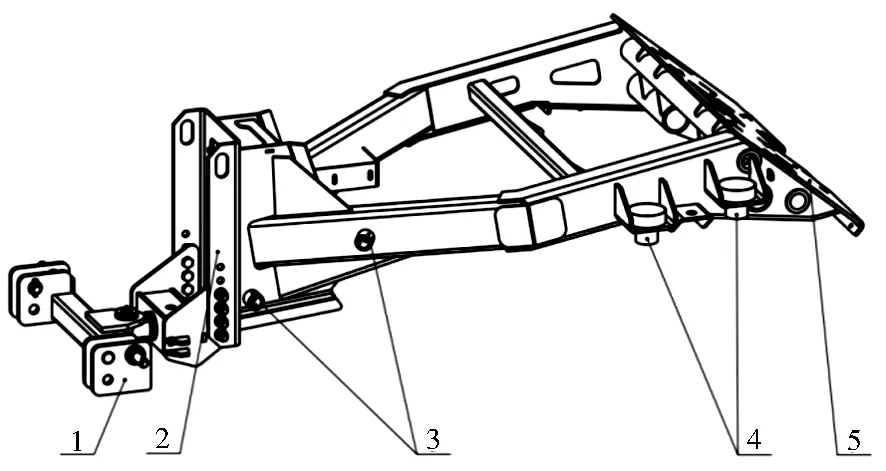
1.挂接梁 2.齿轮箱安装座 3.支腿安装座 4.切割揉碎装置吊耳 5.连接板图2 牵引架结构Fig.2 Structure of traction frame
2.2 切割揉碎装置设计
切割揉碎装置是将站立或倒伏的秸秆以较低割茬切断并捡拾进切割揉碎装置内部,然后在切割揉碎装置内进一步将秸秆揉碎并吹送至输送喂入装置中。切割揉碎装置的切断性能、揉碎性能和吹送性能影响整机的工作质量和可靠性,且在整机功耗中占比较大,是本机研究的重点之一,切割揉碎装置整体结构如图3所示。
1.吊杆连接座 2.衔接板 3.观察口 4.滑掌 5.揉碎室6.安全吊帘 7.安全挡板 8.锥齿轮箱图3 切割揉碎装置结构Fig.3 Structure of cutting and crushing device
秸秆的揉碎在揉碎室内完成,甩刀轴在揉碎室内高速转动,作为动刀,揉碎室内壁安装有定刀,动刀将地面上的秸秆切割后带入揉碎室内并进行切割,被初次割碎的秸秆随着甩刀的旋转在揉碎室内定刀的配合下进行二次揉碎[11-13]。
2.2.1甩刀轴设计
该机切割揉碎装置的作业幅宽设计为2.2 m,甩刀采用Y型甩刀,切割刃口在刀片两侧,当刀片一侧磨损后,可以调换使用刀片另一侧继续使用。由于田间切割秸秆的工况较差,秸秆铺放情况随机性很大,且可能会有异物,因此本机割刀采用柔性铰接的甩刀形式,将甩刀柔性铰接在刀轴辊上,每个安装座上安装4个刀片,甩刀安装结构如图4所示。
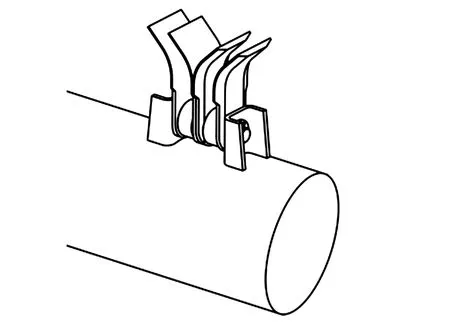
图4 甩刀安装结构Fig.4 Installation structure of flail knife
甩刀在刀轴上的排布方式采用对称螺旋线排列方式,能够减少刀轴作业时的冲击负载,同时降低切割揉碎装置的功耗。对称螺旋线排列可保证甩刀轴的动平衡,减小甩刀轴运行时的振动,甩刀排布方式如图5所示。
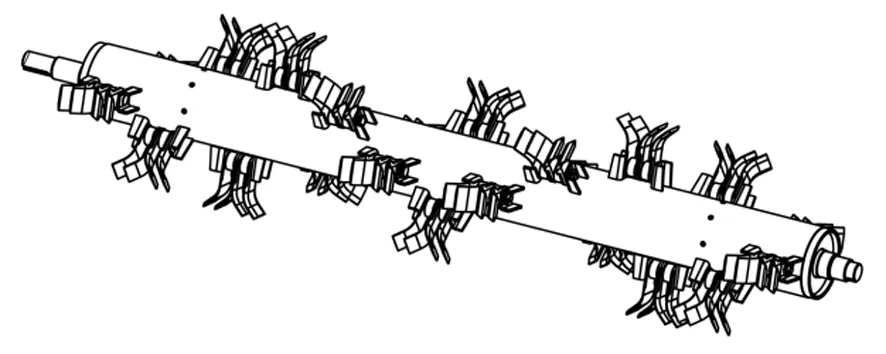
图5 甩刀排布方式Fig.5 Arrangement of flail knife
甩刀轴作业时的最大回转直径为529 mm,根据切割机理分析,甩刀线速度应达到6~20 m/s,于是由式(1)可计算得到甩刀轴转速为n=217~722 r/min。
(1)
式中n——甩刀轴转速,r/min
v——甩刀线速度,m/s
d——甩刀最大回转直径,mm
根据式(1)计算得到的结果为仅考虑地面玉米秸秆切断的初步计算结果。根据田间试验,甩刀轴转速在2 000~2 200 r/min时,秸秆揉碎率在95%左右,能够满足揉碎要求。
2.2.2定刀设计
定刀安装在揉碎室内壁上,在动刀将秸秆捡入揉碎室后,动刀和定刀共同作用将秸秆切割、揉碎。在动刀回转90°范围内安装有3组定刀,如图6所示。
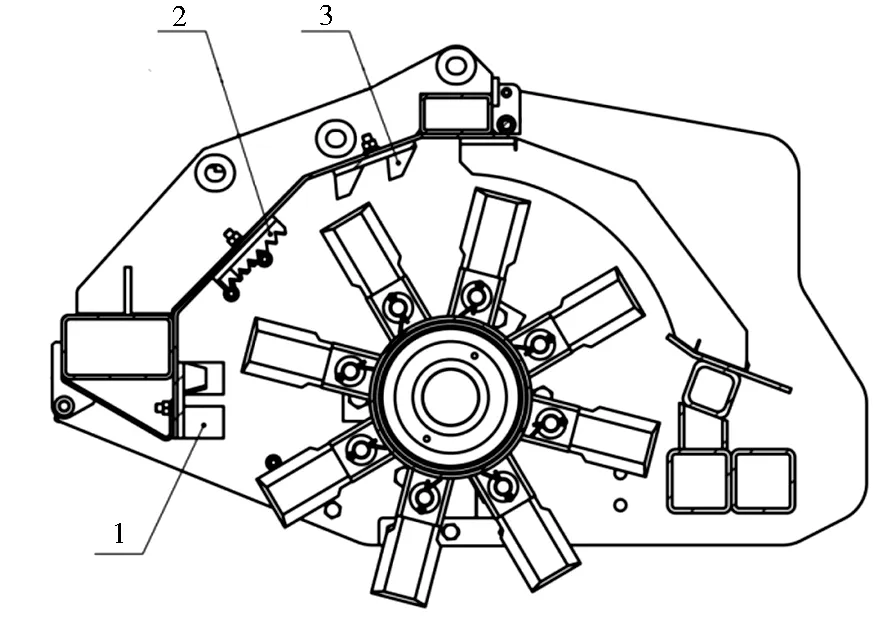
1.切割定刀 2.揉碎定刀 3.二次切割定刀图6 定刀安装位置Fig.6 Installation position of fixed knife
定刀与动刀的最小间隙为18 mm,该间隙大小能够在保证揉碎率的同时降低功耗。第1组定刀为切割定刀,定刀座上大、小定刀片交错排列,与动刀共同作用将秸秆切段;第2组定刀为揉碎定刀,定刀为齿形刀,且倾斜排列,与动刀共同作用将切段后的秸秆进行揉碎;第3组定刀为二次切割定刀,定刀为大小相同的梯形定刀,与动刀共同作用将揉碎后的秸秆丝状物进一步切碎。3组定刀结构如图7所示。
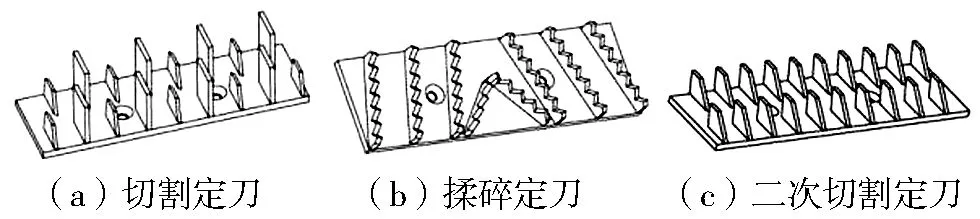
图7 3组定刀Fig.7 Three sets of fixed knife
2.3 网筛式物料导流装置设计
网筛式物料导流装置主要由绞龙和网筛组成。绞龙可将物料集中至喂入叉下方,网筛包络在绞龙外围,形成物料运输的腔体,与绞龙配合完成物料运输。网筛上分布有筛孔,可筛除物料中的尘土,提高饲草质量。筛孔同时有助于排风,切割揉碎装置在高速运转时形成风压,风压由揉碎箱传递至网筛,网筛的及时排风能够保证整个系统的送风通畅,也保证了物料在揉碎箱中的运行流畅,网筛式物料导流装置如图8所示[14-16]。
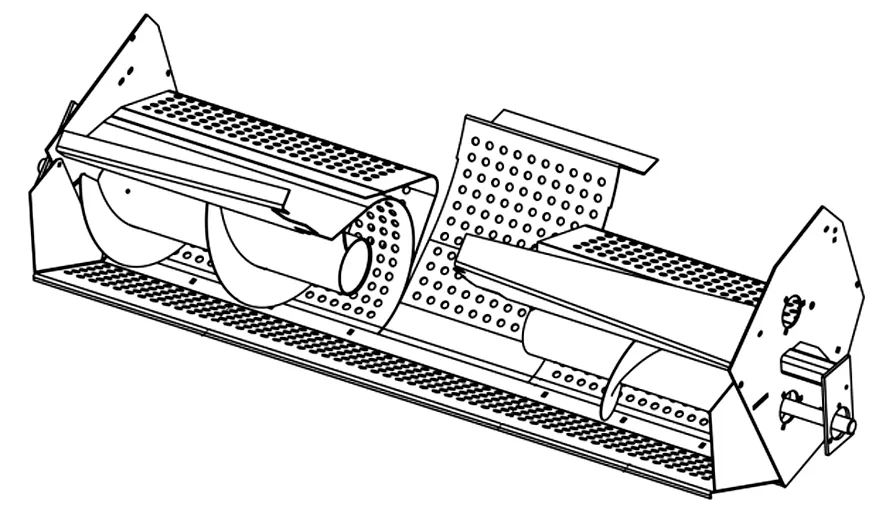
图8 网筛式物料导流装置Fig.8 Mesh screen type material diversion device
根据相关试验研究,结合打捆机空间尺寸,确定绞龙螺旋叶片外缘大径330 mm,螺距360 mm,绞龙中心轴小径140 mm,绞龙长度850 mm。
该尺寸下绞龙螺旋叶片中径D1为
D1=(D+d)/2=235 mm
(2)
式中D——螺旋叶片大径,mm
d——螺旋叶片小径,mm
螺旋叶片螺旋升角φ为
anφ=P/(πD1)=0.488
(3)
式中P——螺旋叶片螺距,mm
绞龙每转动1周输送物料质量QV可按式(4)计算
(4)
式中ρ——秸秆在绞龙中的平均密度,ρ=43 kg/m3
计算可得QV=2.18 kg/r。
由于作业过程中绞龙并不会满载运行,且绞龙运输效率并非100%,因此取修正系数K=0.4来计算绞龙每转运输的秸秆质量Qn为
Qn=KQV=0.87 kg/r
(5)
根据生产率要求,压捆系统喂入量2.5 kg/次,活塞和喂入叉频率100次/min,为了满足喂入系统和压捆系统要求,绞龙转速n最小应达到
n=(2.5×100)/Qn=287 r/min
(6)
实际设计中,为保证绞龙输送能力有一定盈余,设计绞龙转速为312 r/min。
2.4 压缩打捆装置设计
通过用户调查和分析有关试验资料,选定压捆室截面尺寸为370 mm×460 mm。该尺寸适合我国国情,能够满足多数用户使用要求,草捆尺寸和质量适中,便于人工搬运和装载。压缩打捆装置使用现有方草捆压捆机的压捆技术[17-19]。
3 试验与分析
根据GB/T 25423—2010《方草捆打捆机》及《秸秆切割揉碎方捆压捆机技术条件》中的测试内容和测试方法,开展试验对整株玉米秸秆打捆并进行破节揉碎率、成捆率、秸秆捆密度、规则秸秆捆率和秸秆捆抗摔率性能指标检测[20]。
3.1 破节揉碎率
随机选取在试验区内已形成的玉米秸秆捆,如图9所示,称其总体质量,然后打开秸秆捆,如图10所示,将秸秆捆中未被破节揉碎的秸秆挑选出来,称其质量,试验结果如表2所示。

图9 作业秸秆捆Fig.9 Working straw bale

图10 拆开的秸秆捆Fig.10 Unwrapped straw bale
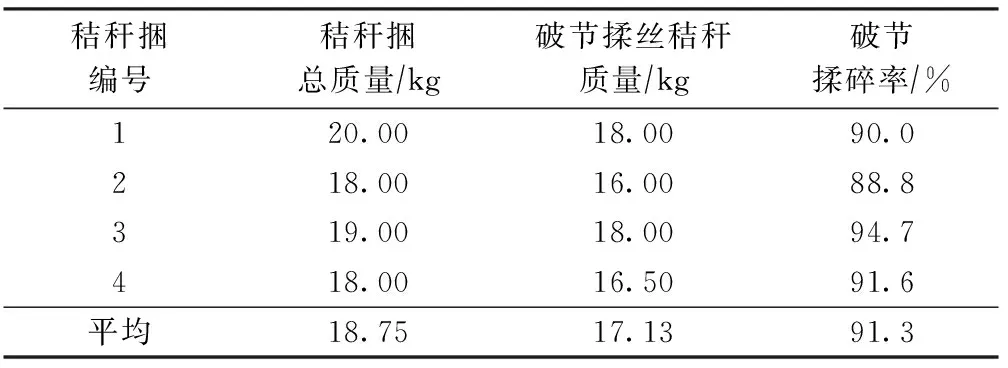
表2 玉米秸秆破节揉碎率
3.2 成捆率
成捆率是牵引式玉米秸秆切割揉碎方捆打捆机的主要性能指标之一,为了考核样机的成捆率指标,在试验中对其进行了专项试验。在2 h纯工作时间内累积打秸秆捆605捆,其中散捆6捆,成捆率为99%,成捆率超过了国家专业标准要求。
3.3 秸秆捆密度
秸秆捆密度是牵引式玉米秸秆切割揉碎方捆打捆机的主要性能指标之一,为检测样机的秸秆捆密度指标,在2 h纯工作时间内累积完成的605捆中随机选取待测秸秆捆,秸秆捆编号后,统一进行测量,试验数据如表3所示。
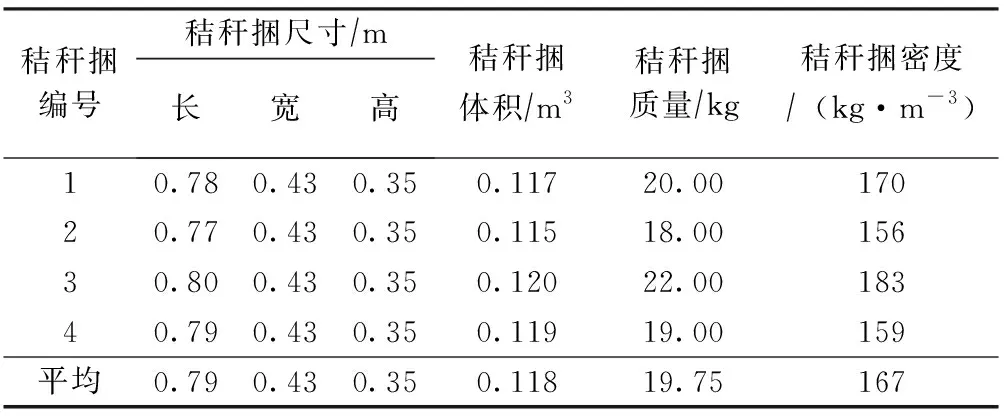
表3 玉米秸秆捆密度
试验表明,秸秆捆密度平均为167 kg/m3,符合秸秆打捆机技术条件要求。试验过程,打捆机打捆部件、密度控制器和传动系统满足使用要求。
3.4 规则秸秆捆率和抗摔率
根据试验方法中的测试要求,在所有秸秆捆中随机选取区域内秸秆捆为待测秸秆捆,秸秆捆编号后,统一对编号秸秆捆进行测量,然后将秸秆捆从高空摔下,检测秸秆捆抗摔率,试验结果如表4所示。
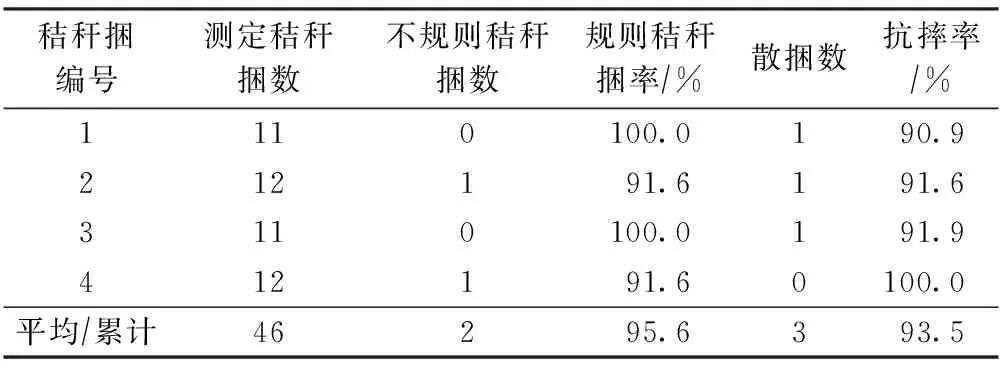
表4 玉米秸秆规则秸秆捆率和抗摔率
经实测,规则秸秆捆率95.6%,抗摔率93.5%,均超过了设计要求指标。
4 结论
以实现玉米秸秆机械化收获为目标,研制了一种牵引式玉米秸秆切割揉碎方捆打捆机,有利于解决玉米秸秆浪费严重、收获劳动强度大及焚烧秸秆导致的环境污染等问题,对实现玉米秸秆机械化收获具有实际意义。研究主要有以下2点结论。
(1)通过设计与分析,从用户使用安全性、技术参数先进性及机具使用经济性等方面,对牵引式玉米秸秆切割揉碎方捆打捆机结构进行了优化设计,通过甩刀合理排布,有效保证了秸秆切割的连续性和均匀性,有助于提高玉米秸秆切割效率。
(2)开展打捆试验,试验结果表明牵引式玉米秸秆切割揉碎方捆打捆机性能指标和作业质量全部达到了相关标准和技术条件规定的要求。试验结果验证了机器主要技术参数选定及结构设计的准确性和先进性。
猜你喜欢
江西农业(2022年12期)2022-11-24
农业工程(2022年7期)2022-10-21
环球时报(2022-08-16)2022-08-16
现代畜牧科技(2021年4期)2021-07-21
科教新报(2020年42期)2020-12-03
今日农业(2020年19期)2020-11-06
吉林农业(2019年20期)2019-11-23
北京青年周刊(2019年37期)2019-01-19
安全(2015年7期)2016-01-19
健康管理(2015年12期)2016-01-14