柴油机后盖板总成异响特性识别研究
2021-05-14 04:11孟浩东展杰王勇张忠程用科戴旭东
车用发动机 2021年2期
孟浩东,展杰,王勇,张忠,程用科,戴旭东
(1.常州工学院,江苏 常州 213032;2.江苏大学,江苏 镇江 212013;3.常柴股份有限公司,江苏 常州 213002)
单缸柴油机后盖板总成包括后盖板、起动电机、电机托架板以及后盖板上布置的油路系统与调压装置等,其安装在机体的正面,主要起到油路润滑、密封以及承载电机等作用。后盖板总成可看作平板薄壁结构铸件,由于其表面辐射面积大、结构刚度设计薄弱以及隔声效果差等原因,易受燃烧与机械激励引起结构表面辐射较大噪声,同时当噪声能量频带集中在人耳敏感频率区域时产生异响,严重影响主观舒适性。
相比人工听诊法、时域状态参数统计法、频域分析法、模态分析法等传统的柴油机异响识别方法[1-3],基于现代信号处理技术的同步压缩小波变换(Synchrosqueezed Wavelet Transform,SWT)、经验小波变换、改进的希尔伯特-黄变换等时频分析法更适用于柴油机非平稳时变振声信号的时频域局部化信息特征提取,能消除其他噪声干扰,提高对异响的检测与辨识能力。文献[4]采用SWT有效提取了瞬态工况下发动机连杆轴承磨损故障的特征频率,相比小波变换与希尔伯特-黄变换方法,SWT具有更高的时频分辨率;文献[5]提出利用经验小波变换结合同步压缩变换有效表征了内燃机振动信号时频特性,且时频分辨率高,噪声抑制效果明显;文献[6]提出了一种基于变分模态分解与交叉小波变换的方法,提取了柴油机燃烧周期瞬态振动冲击特征,有效识别了强噪声干扰下柴油机失火故障;文献[7]提出了一种基于集总平均经验模式分解方法的改进的希尔伯特-黄变换技术,有效识别了柴油机动力总成异振源与齿轮室总成异响源的时频特征。
本研究针对某型单缸柴油机在标定工况下正面产生异响的问题,采用近场声压阵面法定位铸铁后盖板总成异响辐射部件,给出同步压缩-交叉小波变换(Synchrosqueezed-Cross Wavelet Transform,SCWT)识别后盖板总成激励与异响的时频相关特征,并结合模态分析方法进一步研究后盖板总成结构声振响应特性与其模态特性之间的相关性,在找到导致后盖板异响的薄弱环节基础上进行托板与加强筋结构改进设计,指导消除后盖板异响。
1 柴油机后盖板总成异响的试验分析
1.1 同步压缩-交叉小波变换原理概述
SWT方法[8]是以小波变换为基础的一种频率压缩重组分析算法,首先对信号x(t)进行连续小波变换,定义为
(1)
式中:a为尺度因子;b为平移因子;t为时间;ψ*(t)为小波基ψ(t)的共轭。
然后,对小波系数Wx(a,b)计算其瞬时频率:
(2)
通过上式建立了(a,b)→(ωx(a,b),b)的映射关系,实现小波系数从时间-尺度分布向时间-频率分布转变,SWT方法通过压缩小波系数Wx(ωx(a,b),b)在任一中心频率ω1附近[ω1-0.5Δω,ω1+0.5Δω]值,获得同步压缩小波变换系数Tx(ω1,b)。
最终同步压缩小波系数计算结果为
(3)
式中:A(b)={a;Wx(a,b)≥γ},通常阈值γ设定与信号采样点数及噪声方差有关。
对于两个信号x(t)和y(t),其同步压缩-交叉小波变换系数计算式为

(4)
因此,结合SWT方法高分辨率的优势和CWT方法高信噪比的优点,SCWT方法不仅可以获得两个非平稳时变信号之间的时频相关性、精准定位反映两者共同能量分布的特征频率,而且还能有效抑制其干扰噪声。
本研究针对后盖板总成在标定工况下产生的异响问题,融合近场声压阵面法、同步压缩-交叉小波变换法及模态分析法进行其异响特性识别研究,具体识别流程如图1所示。
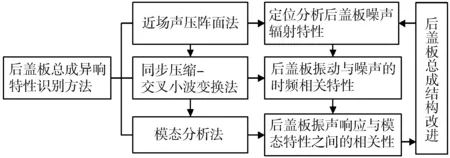
图1 后盖板总成异响识别流程
1.2 后盖板总成声振特性试验分析
研究对象为某单缸四冲程直喷柴油机,缸径为115 mm,在标定工况下转速为2 200 r/min,功率为17 kW。柴油机台架实验室的声学环境满足工程测试要求,其中进排气噪声引出室外。在上述声学环境与工况下,利用LMS Test.Lab振动噪声测试系统对距柴油机后盖板表面10 cm的阵面上4×8个测点进行近场声压阵面扫描,获取其A计权声压分布云图,结果如图2所示。
从图中分析可知,在标定工况下,柴油机正面辐射噪声最大的部件为后盖板,其中下侧声压级最大达到109 dB,同时噪声主观评价为刺耳的高频异响。柴油机宽频燃烧激励与机械激励通过机体传递至后盖板总成,后盖板作为典型的平板薄壁件又承载质量较大的起动电机,其刚度薄弱结构易受激励产生共振异响。
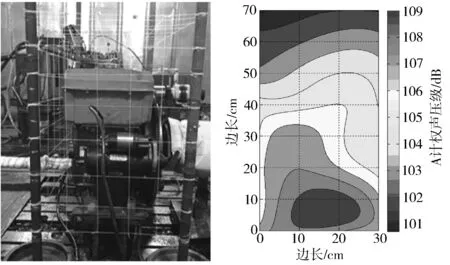
图2 后盖板近场声压测点与分布云图
为进一步识别后盖板总成异响特性,在上述台架状态与工况条件下,在后盖板上布置振动加速度传感器以及近场布置声学传感器,同时获取后盖板结构的振动与异响信号。采用基于Morlet小波的同步压缩-交叉小波变换方法对两者进行时频相关性分析,结果如图3所示。在标定工况下,单缸四冲程柴油机燃烧爆发周期为0.055 s,发火基频为18.33 Hz。
从图3a与图3b中分析可知,后盖板总成受燃烧爆发压力与机械冲击激励,振动响应能量主要集中在2 000~3 000 Hz中高频带范围内;异响能量主要集中在以2 100 Hz为中心频率的人耳敏感频带范围内,两者都呈现出相同的周期瞬态特性。再结合图3c分析可知,两者在以2 100 Hz为中心频率的频带区域内有共同的集中能量而表现出较好的时频相关特性,其中虚线部分表示的是同步压缩-交叉小波能谱分析结果,说明柴油机宽带激励后盖板总成结构导致其产生异响。而在此工况下正时齿轮啮合频率、气门落座冲击频率等特征频率都小于1 000 Hz,进一步说明后盖板总成产生了以某阶结构模态为主导地位的共振异响。
另外,相比较CWT时频图,传统交叉小波变换后产生了时频模糊现象,导致时频聚集性差,无法有效提取异响与激励源响应的时频相关特征;而SCWT方法能有效减小瞬时频率曲线畸变,改善尺度方向模糊,提高两者时频相关聚集性和可读性。
采用脉冲激振法进行装配条件下后盖板总成的频响函数分析,结果如图4所示。从图中分析可知,后盖板总成结构存在某阶以2 100 Hz为主导的约束模态中心频率,其频带覆盖了2 000~2 500 Hz的半功率带区间,频响函数试验分析结果与基于SCWT方法识别结果相吻合,进一步说明后盖板总成主模态频率区间落入柴油机燃烧与机械激励频率区间,导致了后盖板总成结构共振,产生了异响。又由于人耳对此频率成分较敏感,因此消除后盖板总成异响的关键是避开结构共振模态,以降低敏感频带的振声能量。
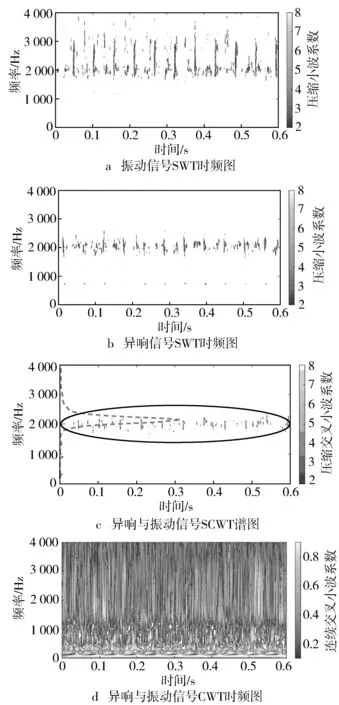
图3 后盖板振动与异响信号时频图
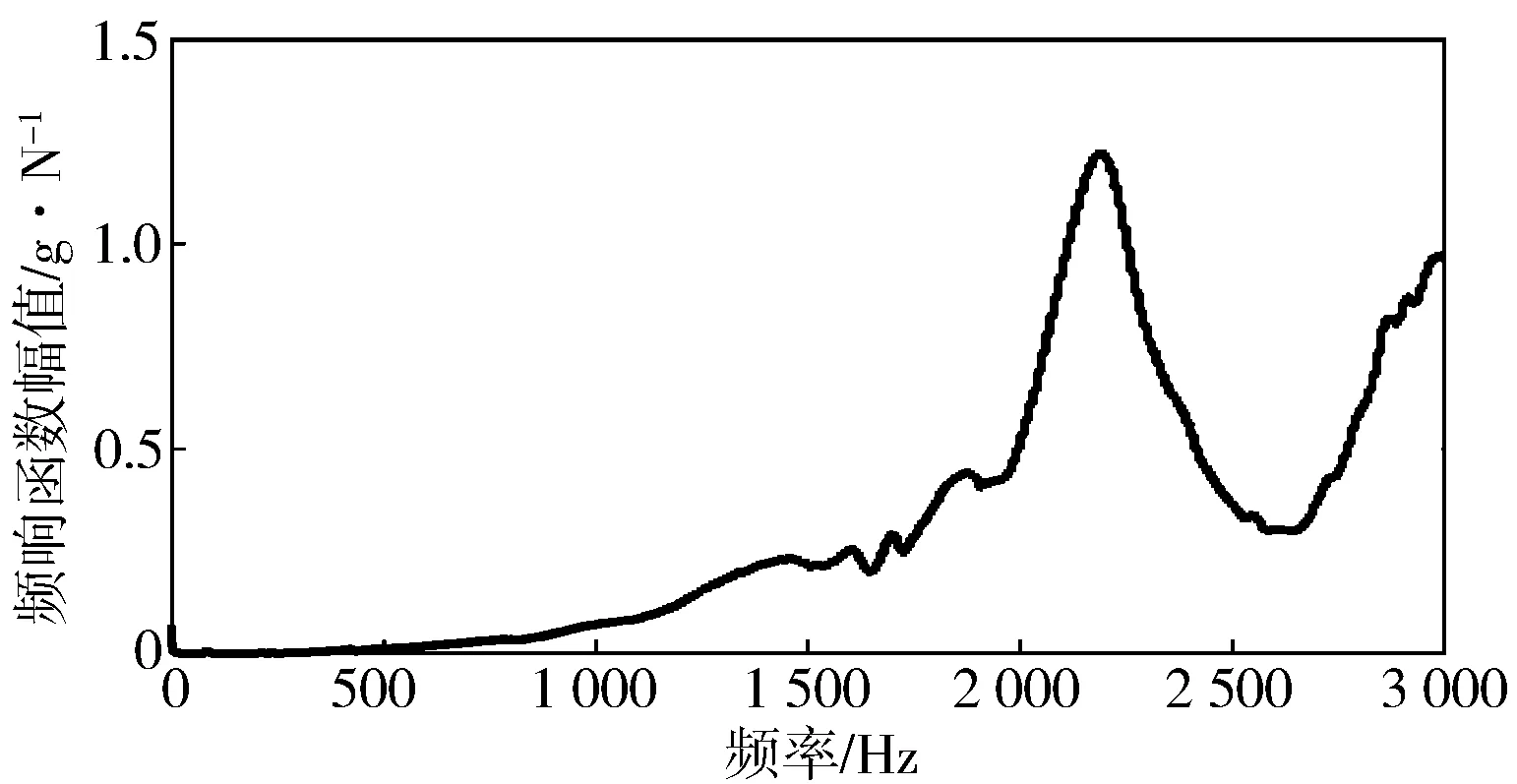
图4 后盖板总成频响函数
2 柴油机后盖板总成异响的仿真分析
2.1 后盖板总成的有限元仿真模型
根据后盖板总成异响识别试验分析结果,采用有限元计算模态分析方法进行后盖板总成结构的模态特性分析,找到导致结构共振的薄弱环节,改进设计消除异响。首先建立由后盖板、起动电机及其拖架板、加强筋等组成的后盖板总成仿真计算模型,其中起动电机采用柱体等效质量块。然后选择长度为4 mm的四面体单元进行灰铸铁后盖板总成网格划分,获得其有限元网格模型,如图5a所示。同时为进一步分析比较单缸柴油机铸铁后盖板(电起动型)与铸铝后盖板(手摇起动型,不带起动电机)的动态特性,同样建立该机型铸铝后盖板总成的有限元仿真模型,如图5b所示。
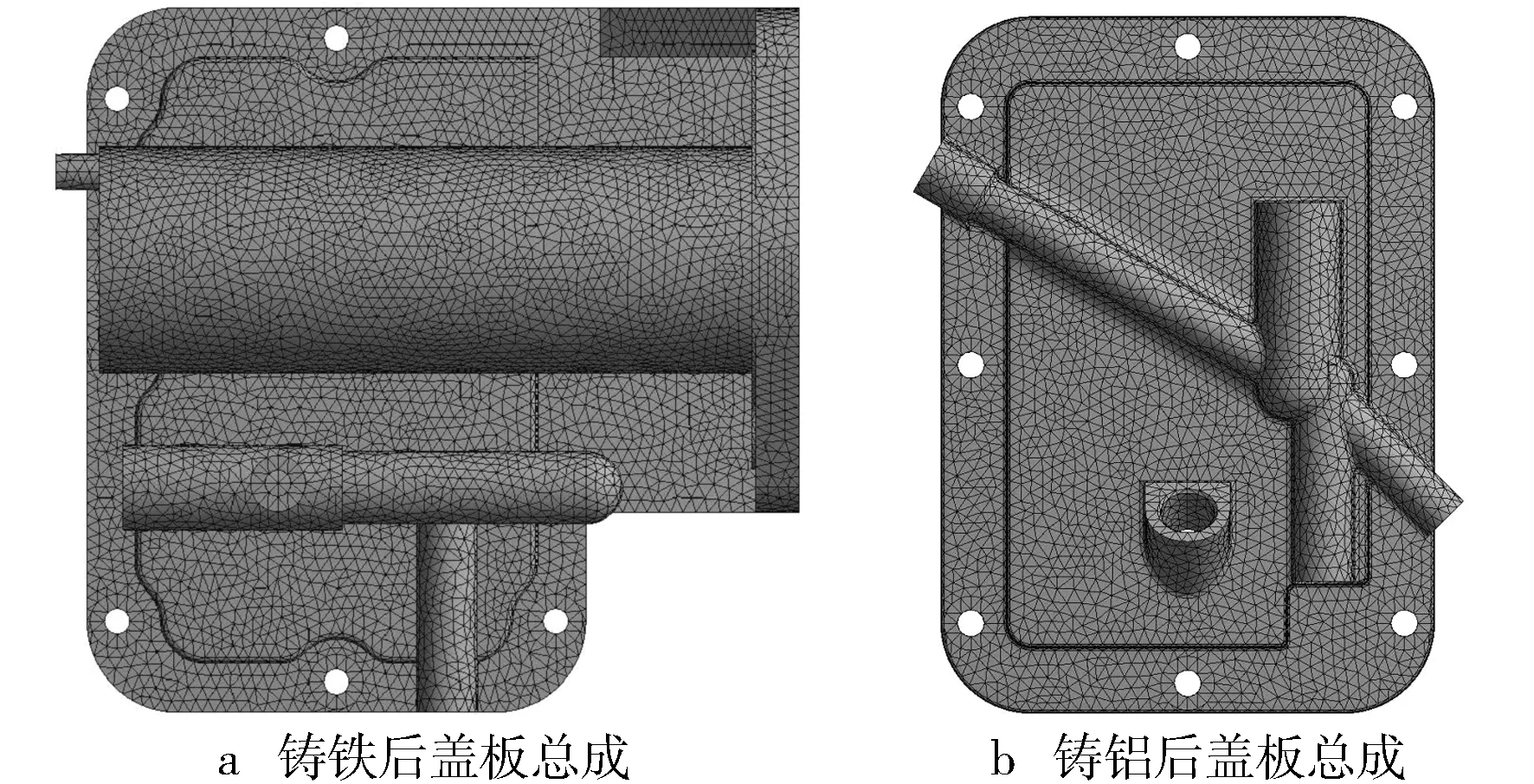
图5 后盖板总成有限元模型
2.2 后盖板总成的计算模态分析
为模拟后盖板总成与实际工作相符的约束状态,约束了用于连接机体的6个螺栓孔处的自由度,采用子空间迭代法[9]分别对两种后盖板总成结构进行约束模态计算,比较不同装配条件下后盖板总成的模态特性。部分计算结果见表1和图6。
从铸铁后盖板总成约束模态求解结果分析可知,结构第10阶模态频率为2 093.3 Hz,接近共振频率2 100 Hz,其主振型表现为平板弯曲振型,尤其在平板中下侧变形相对较大。由铸铝后盖板求解结果可知,其第一阶约束模态频率达到2 376.9 Hz,避开了结构共振频率。
因此,仿真计算与试验分析结果相吻合,后盖板总成结构的第10阶约束模态是导致结构共振的关键模态,其平板型结构以及承载起动电机的托架板是影响结构刚度的薄弱环节。
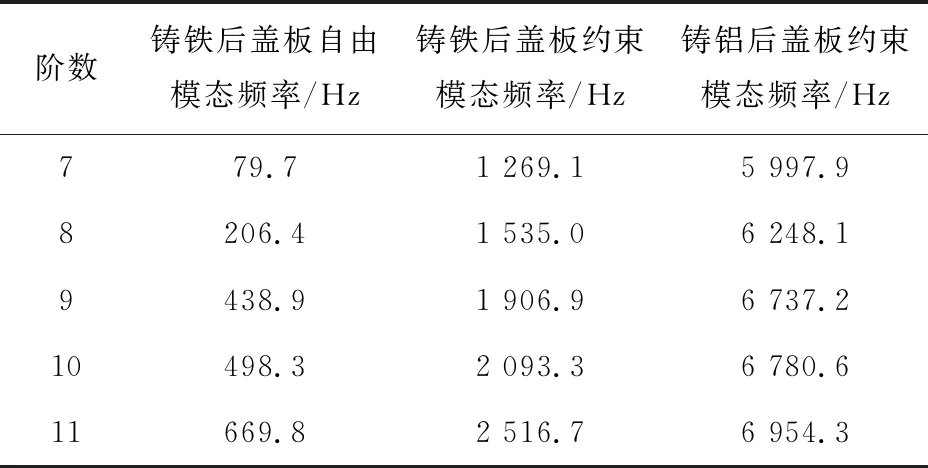
表1 两种后盖板总成结构的模态频率
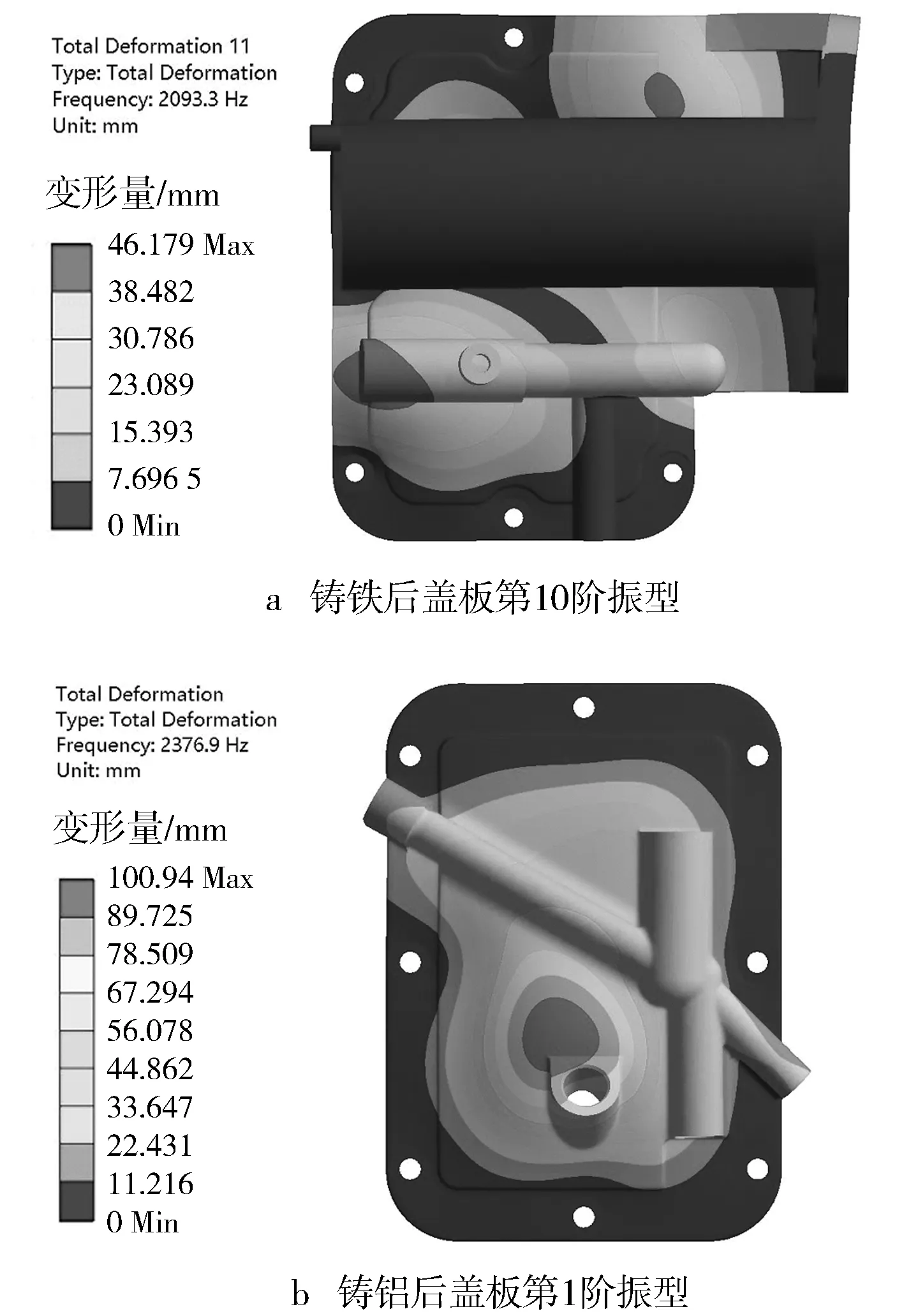
图6 两种后盖板总成结构的主振型图
3 柴油机后盖板总成结构的改进分析
根据试验与仿真分析结果,要消除铸铁后盖板在标定工况下产生的异响,必须避开结构共振频率区间,改进其薄弱环节。本研究采取增加后盖板总成局部刚度的措施,来提高后盖板总成的第10阶约束模态频率。在后盖板正面设计两个对称的托架板来固定悬臂梁式起动电机,以提高其支承刚度;采用在后盖板背面设计纵横加强筋的综合措施来提高后盖板总成的弯曲刚度。后盖板总成改进前后的结构如图7所示。
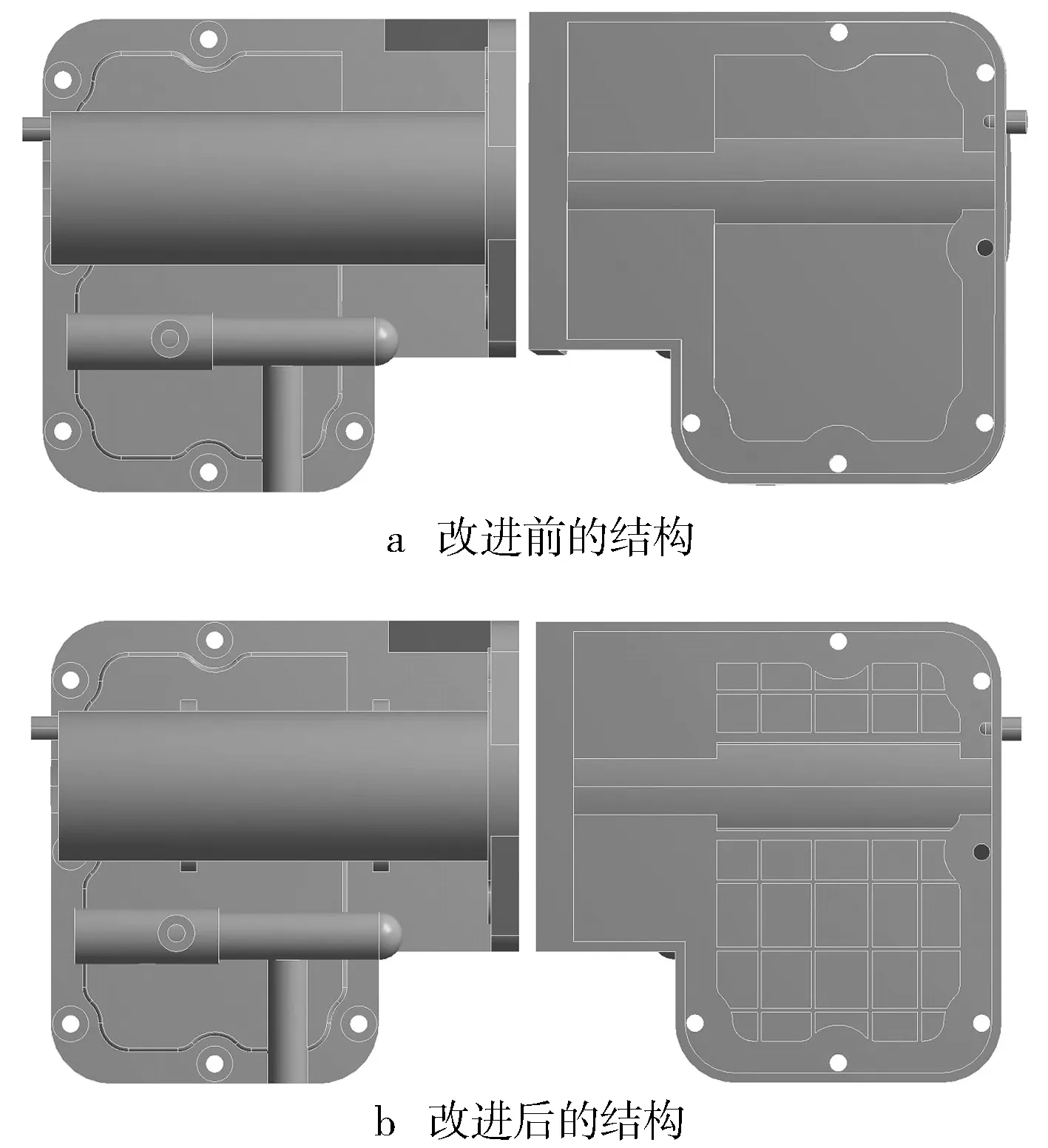
图7 后盖板总成改进前后结构对比
采用上述方法对改进后的后盖板总成模型进行约束模态计算,结果见表2和图8。从改进效果分析可知,针对铸铁后盖板总成进行电机托架板与后盖板加强筋改进设计后,后盖板总成质量虽然增加了0.33 kg,但是其结构刚度及固有频率都得到了明显提高,其中第10阶约束模态频率提高了788.5 Hz,其结构固有频率区间避开了共振频率区间,主振型相对变形量也减小。另外,改进结构不会对后盖总成装配产生干涉影响,说明改进设计方案可行。
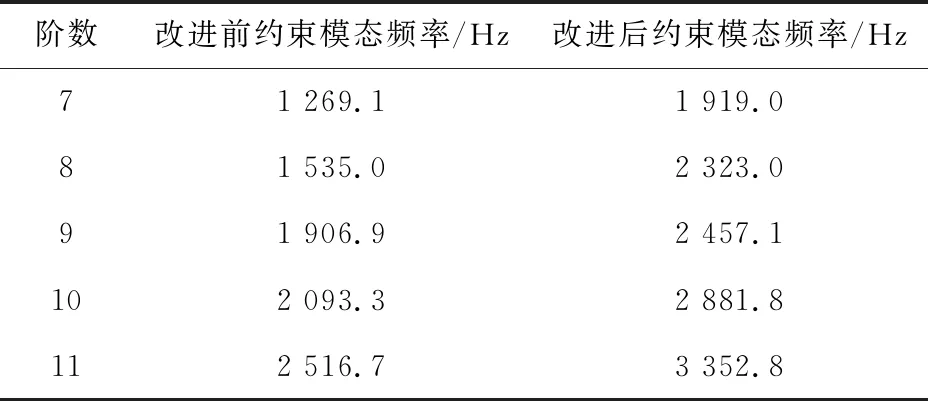
表2 后盖板改进前后模态频率比较
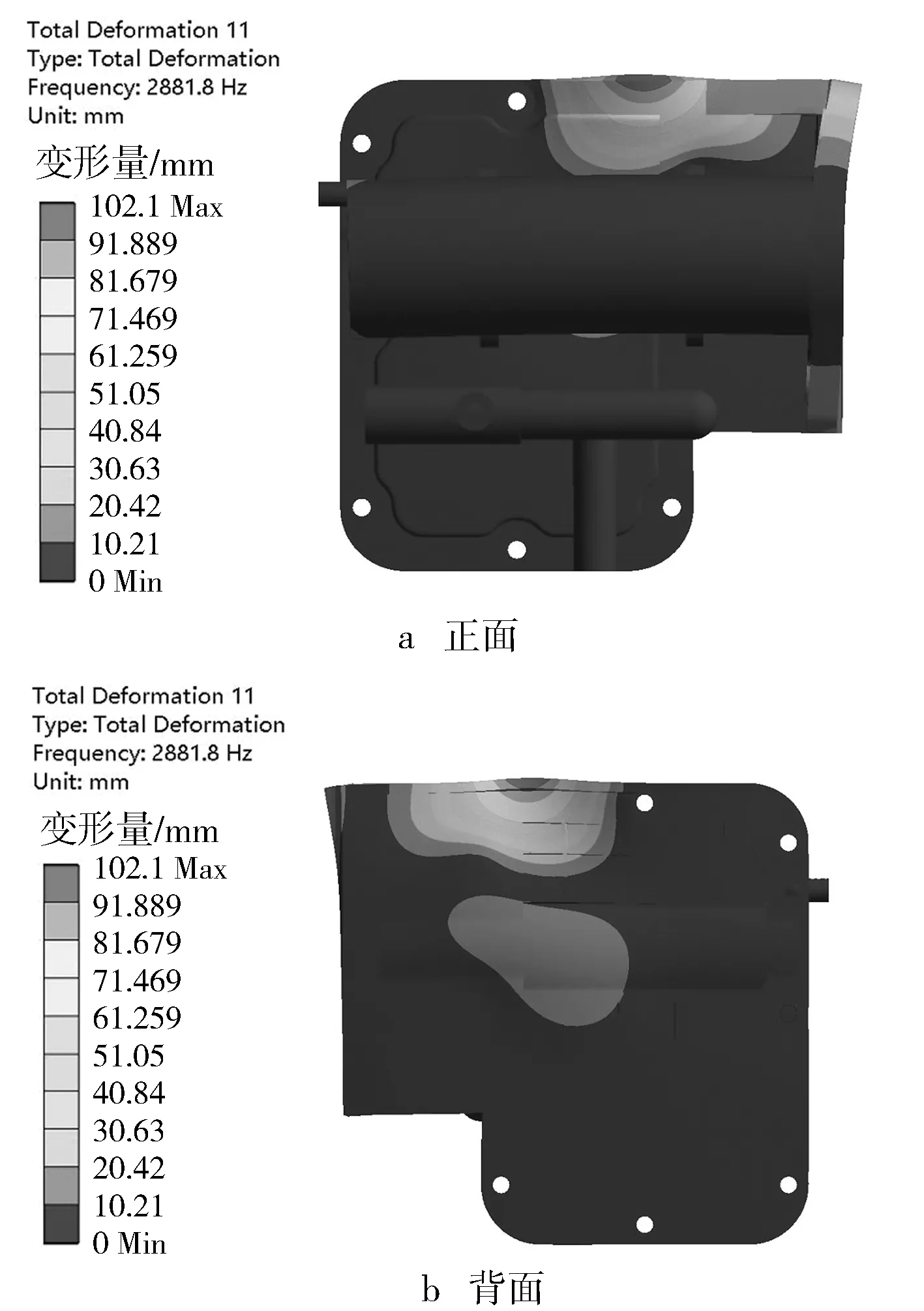
图8 改进铸铁后盖板的第10阶振型
为进一步间接说明铸铁后盖板总成结构仿真计算结果的合理性与准确性,采用SCWT方法进行标定工况下铸铝后盖板振动激励响应与噪声信号的时频相关性分析,结果如图9所示。
从图9分析可知,在标定工况下,铸铝齿轮室盖振动激励响应与噪声信号相关特征频率为73.33 Hz,这是由于单缸柴油机2阶不平衡往复惯性力引起的。结合铸铝后盖板仿真计算结果可知,其不存在以2 100 Hz为中心频率的结构主模态,避开了柴油机在此工况下对应的激振力频率区间,因此铸铝后盖板不会发生结构共振异响,试验与仿真结果相吻合。下一步将根据改进铸铁后盖板的仿真计算结果指导控制其异响并进行试验验证。
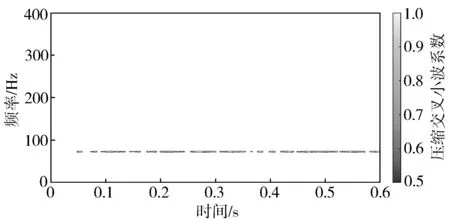
图9 铸铝后盖板振声信号SCWT时频图
4 结论
a) 将同步压缩-交叉小波变换与有限元计算模态分析方法相结合,有效提取了后盖板总成异响与其激励响应的时频相关特征,识别了后盖板总成异响的固有特性,找出了结构异响与结构模态的相关性,指导结构改进设计消除异响;
b) 在标定工况下,铸铁后盖板总成是单缸柴油机正面的主要辐射部件,其结构振动响应与表面辐射噪声时频相关能量主要集中在以2 100 Hz为中心频率的人耳敏感频带范围内,其中结构共振是其产生异响的主导因素,消除铸铁后盖板总成异响的关键是避开结构共振模态频率产生的异响能量;
c) 铸铁后盖板总成的第10阶主约束模态频率是导致结构共振异响的关键;通过设计后盖板起动电机的托架板以及布置纵横加强筋,增强了后盖板总成整体结构刚度,其中主约束模态频率提高了
788.5 Hz,避开了共振频率区间,仿真计算结果可用于指导后期控制后盖板异响。
猜你喜欢
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年5期)2022-04-02
汽车工程师(2021年12期)2022-01-17
成长·读写月刊(2018年8期)2018-08-30
农民致富之友(2017年5期)2017-04-06
中国水运(2015年11期)2015-12-08
中国自行车·骑行风尚(2015年1期)2015-04-09
农机使用与维修(2014年6期)2014-09-23
中国水运(2014年7期)2014-08-11
中国自行车·骑行风尚(2014年2期)2014-05-07