浅议挤出中空成型机的高效率挤出塑化系统的研制与发展(二)
2021-05-17 08:05邱睿邱建成
塑料包装 2021年2期
邱睿 邱建成
(上接本刊2021年第一期)
均化段(计量段)的作用是将熔融物料,定容(定量)定压地送入机头使其在口模中成型。均化段的螺槽容积与加料段一样恒定不变。为避免物料因滞留在螺杆头端面死角处,引起分解,螺杆头部常设计成锥形或半圆形;有些螺汗的均化段是一表面完全平滑的杆体称为鱼雷头,但也有刻上凹槽或铣刻成花纹的。鱼雷头具有搅拌和节制物料、消除流动时脉动(脉冲)现象的作用,伴随增大物料的压力,降低料层厚度,改善加热状况,且能进一步提高螺杆塑化效率。本段可为螺杆全长20~25%。
均化段螺杆的重要参数:螺槽深度H3=(0.02~0.06)Ds,长度L3=(20%~25%)L。
普通单螺杆为了增大挤出量,必须提高螺杆转速或加深计量段槽深。这必然使固体熔体相变点往机头方向移动,如果不加大螺杆的长径比,便有可能在挤出制品中混有未熔化的固体残余物,使塑化质量下降。普通螺杆还有一个较大的缺点,既是有较高的压力波动、温度波动和产量波动,直接导致了制品尺寸波动和性能下降。这些不足主要是由于普通螺杆的先天不足所造成的,因此,出现了许多新型的螺杆设计。新型螺杆设计主要基于加工物料的特性而各有不同,在挤出中空吹塑行业主要采用HDPE、ABS、PVC、PC等。新型螺杆的结构型式相当多,到目前各国已公示的专利大约有三百余种。其主要有分流型、屏障型、分离型、变流道型、强制输送的IKV系统等等。下面对各功能型螺杆作简单介绍:
分流型螺杆是指在螺杆一定部分安装销子、圆柱、锥体等分流元件,或直接在螺杆上沟槽增加凸起、开分流孔的螺杆。下图三种分流型螺杆分流元件位于螺杆的头部,分别是经典的DIS螺杆(具有贯穿孔)、具有4组斜槽分流元件串联螺杆、疏松连续分流元件螺杆。

图5 DIS螺杆、多组斜槽分流元件串联
分流型螺杆分流元件一般设在螺杆的熔融段尾部(促进物料熔融)或螺杆头部(促进物料混合)。普通螺杆整块的固体从大块逐渐熔化到完全熔化需较长时间,有分流元件的螺杆,塑料通过分流元件时固相团块被剪切分离,形成细小的固相颗粒,熔化时间大大缩短。设置在计量段或螺杆头部的分流元件能打乱料流、减少温度波动和压力波动。因此合理设计分流元件既能提高螺杆产量也能提高螺杆塑化质量。
分离型螺杆是指能将螺槽中固液相快速分离挤出的螺杆,典型分离型螺杆有BM螺杆和XLK螺杆等,BM型分离螺杆在挤出中空行业使用较为普遍。BM型分离型螺杆指在物料开始熔融的区域设置两条螺距不等螺纹如图6所示。
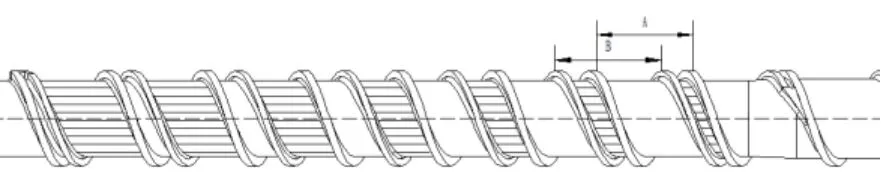
图6 分离型螺杆
主螺纹螺距为A,副螺纹螺距为B,副螺纹与机筒的间隙比主螺纹与机筒间隙大,因此固相熔融形成的熔膜越过间隙进入液相槽中,未熔固相仍留在固相槽内。图2-5中带有横杠的螺槽为液相槽,主螺纹螺槽为固相槽,图中可以清楚看出随着物料前进方向固相区间越来越窄,液相区间越来越宽的结构,适应了熔融理论所指出的液相愈来愈多,固相愈来愈少到消失的现象。
分离型螺杆具有如下优点:
1)、加速固相熔化;
2)有效减少压力波动、温度波动、产量波动;
3)减少塑化后熔体中的气泡量。从以上可以在螺杆上设置分离功能段能提高塑化的产量和稳定性。
变流道型螺杆是通过塑料在螺杆上流道截面形状或截面积大小的变化,来达到保证塑料塑化和增强混炼的目的,其主要代表是波形螺杆。

图7 波形螺杆
波形螺杆的特点是在计量段螺槽底径根据一定的规律作波状变化,这样计量段的槽有规律的深浅变化。螺槽与机筒间距最小时称为波峰,间距最大时为波谷。每当熔料流到波峰处,由于螺槽较浅,剪切作用加剧,内部发热增多,促进了固相的熔化。但波峰的高剪切时间较短,熔料迅速流向波谷,波谷处螺槽深,截面积大,熔料停留时间长,剪切作用减弱。熔料经历几个波峰波谷循环能使固相快速熔化,加速了机械混合和热量扩散。波形螺杆与屏障型螺杆、分离型螺杆相比较,在整个螺杆上没有死角,不易因为高剪切造成塑料分解;塑料中混入金属杂质或其它硬质颗粒无法通过屏障型或分离型,而波形螺杆没有这个弊病。
经典IKV螺杆与普通螺杆相比较,螺杆上三个功能段(输送段、塑化段你、均化段)分别在螺杆三段上独立完成的。图8可以看出在直径45 mm螺杆的第二段螺纹上沿轴杆轴向铣有几条均布的沟槽,塑料在这些分流槽的作用下通过机械位移的办法固液相之间进行了强烈的混合和热交换,最后完全熔融。螺杆的第三段实际是一个销钉型分流元件,塑料在该段实现温度均化、压力均化、组分均化。实践证明IKV在保证塑化质量好的前提下,产量可以大幅度提高。
中空挤出吹塑机用来吹塑HDPE制品时,通常具有一定比例的各种助剂与回料、新料混合,这就需要挤出机具有较为广泛的适应性。图7中在螺杆的熔融段增加了一条反向螺纹,反向螺纹是一个带锥度的螺纹,当物料通过反向螺纹时,由于与机筒的间隙变小,加剧物料内部的剪切作用,加速了固体团块的分散。此螺杆在螺杆头部增加一段5D以上分流原件、在螺杆尾部采用沟槽机筒强制送料,螺杆的产量高而且塑化质量好。

图9 Kautex螺杆

图10 异形分离型螺杆
图10 为苏州同大机械公司研制的挤出机螺杆,该螺杆在尾部有沟槽机筒强制送料,螺杆的第二段采用分离型,且副螺纹具有一定的锥度,在整个分离段不存在死角位置,因此混入物料中的微小硬质颗粒可以顺利通过,大大提高螺杆的适应性。该螺杆具有较长的均化段、头部分流元件理论上能将料流分成256股,因而该螺杆的温度均匀性、组分均匀性、压力均匀性都非常好。
在加工高分子量聚乙烯时,由于其分子量较高,分子链之间缠结密度大,熔体粘度极高,临界剪切速率很低。在吹塑一些大型塑料桶与储槽、大型路障、吹塑托盘、汽车保险杆与油箱、大型航标主体、桌面板、工矿设备的零部件等都会用到高分子量的聚乙烯,因为高分子量聚乙烯与普通聚乙烯相比具有自润滑性、耐冲击、耐磨损、耐腐蚀、耐应力开裂、强度高等优点。
但是现有普通螺杆在塑化这类物料时不仅产量不高,塑化质量也不太稳定。苏州同大机械有限公司通过长期攻关,研制出了适应此类物料的专用挤出机,如图11。
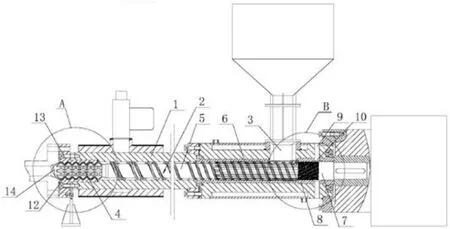
图11 同大高分子量聚乙烯挤出机示意图
从图11中可以看出该挤出机的机筒采用沟槽结构,在这一部位上,采用双金属螺杆和双金属机筒可以明显提高耐磨性能1-2倍以上,价格提高仅约为50%。输送段螺纹增加一副螺纹(螺棱较主螺纹窄一些)形成双螺棱结构能有效改善磨损情况。螺杆的第二段采用分离型,且副螺纹具有一定的锥度,在整个分离段不存在死角位置,因此混入物料中的微小硬质颗粒可以顺利通过,大大提高螺杆的适应性。螺杆头部采用齿式分流元件,物料经过此处时经过12次强烈剪切和混合,针对高分子量的聚乙烯能实现温度均匀、压力均匀、组分均匀。经实际挤出验证该挤出机同普通螺杆相比产量提高180%,塑化质量也大大提高。
目前苏州同大机械有限公司在这一高效率塑化挤出系统方面已经实现了序列化生产,从70 mm到150 mm均有配套生产,满足了各种高效率挤出塑化的需要。
挤出机的驱动装置主要由电动机(交流或直流)+联轴器(皮带)+减速箱组成。
在挤出普通聚乙烯物料一般采用变频器驱动交流电机,而在挤出高分子量聚乙烯物料时因其需要更大的扭矩而采用直流电动机驱动。这种驱动形式受电机结构及工作原理的限制,其控制和响应相对较慢,加减速时间相对较长,不利于系统实现闭环控制;由于减速机的存在,系统维护成本较高。
目前在挤出中空吹塑行业也紧随注塑机行业引入了低速大转矩永磁电机直接驱动螺杆。低速大转矩永磁电机在低速范围下具有非常好的转矩输出特性,其结构简单、体积小、效率高、响应迅速、过载能力强、可靠性高,这不仅可以满足挤出机对速度和转矩的需求,而且可以省去减速机,实现对机械负载的直驱,可以在很大程度上提高系统的传动效率与控制精度以及系统运行的可靠性,减低系统维护成本,降低能耗。国外已有同行将低速大转矩永磁电动机应用于中空挤出吹塑机,并取得较好的效果;但是对于35KW以上的直驱永磁电动机还未见报道。
2. 挤出机的传动与驱动装置
2.1 出机的传动装置
挤出机的传动装置采用减速箱,有多种形式的减速箱可供选择,通常较多采用低重心的减速箱,如图12。
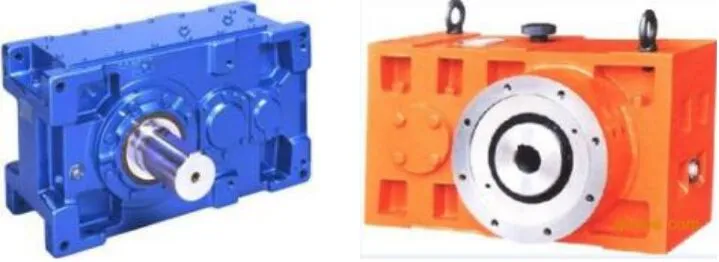
图12 两种低重心单螺杆挤出机专用减速箱
这种形式的减速箱重心较低,有利于降低中空成型机上部平台的重心,减少设备的振动,增强整体设备的稳定性,同时有利于降低设备的总体高度。
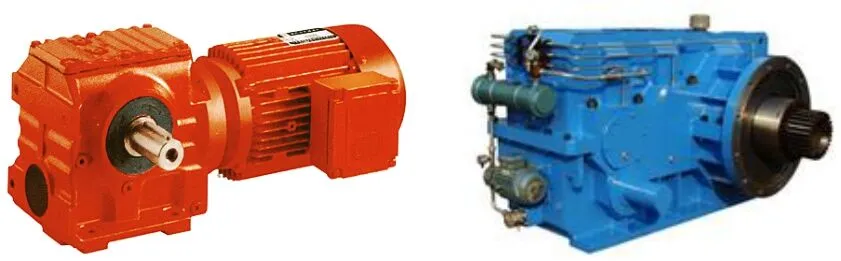
图13 两种不同形式的单螺杆挤出机减速箱
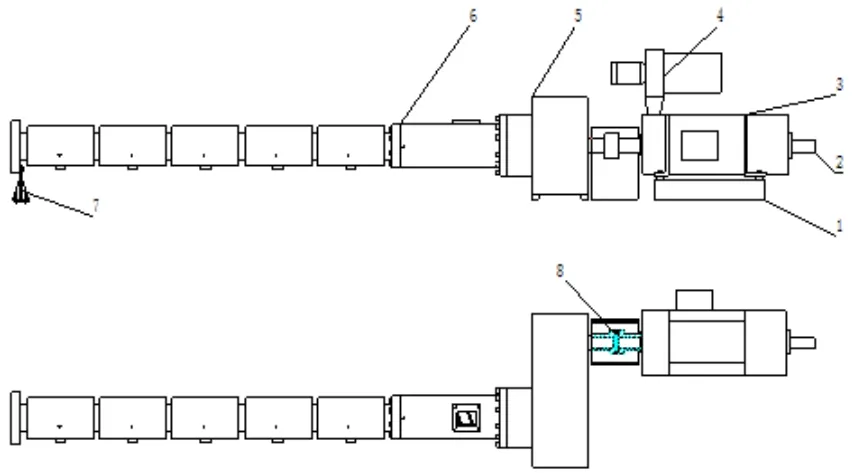
图14 大中型中空成型机的挤出机示意图
图14 所示的大中型中空成型机的挤出机是这样工作的,直流电动机3转动时通过联轴器8带动减速箱的轴转动,减速箱经过减速后带动挤出机的螺杆转动,输送经过加热后的熔融塑料。在挤出机的出口端设置了前支架7,以保持挤出机的稳定性。直流电动机的下部设置机架1,用于支承直流电动机。测速发电机用于检测直流电动机的转速,以方便控制直流电动机的转速。冷却风机对直流电动机进行冷却,防止因温度过高而损害直流电动机。
此外,现在许多中空成型机的挤出机电动机采用变频器控制转速,基本机械结构差不多,只是在直流电动机的位置安装了三相异步电动机。
2.2 挤出机的驱动装置
挤出机减速箱主要是直流电动机或变频电动机通过联轴器或是带轮传动来驱动的。由于HMWHDPE等塑料材料所具有的黏弹性较高的特性,因此需要挤出输送的起动力矩较大。目前,中空成型机采用直流电动机或变频电动机进行驱动的较多,从实际使用的效果来看,这两种驱动方式均能满足使用的要求。对于大型以及超大型中空成型机的挤出机的驱动,从多年使用的状况来看,一般采用直流电动机进行驱动比采用变频电动机的启动力矩会好一些,特别是加工分子量较高、熔体粘度较强的塑料材料时更是这样。
从近几年的变频器的研发与技术进步情况来看,变频器的启动力矩也是在提升,值得关注。
直流电动机驱动器是一种将三相交流电转换为直流电的电子整流装置,它主要由可控硅元件和电路控制板组成,到目前为止,经历了多种控制模式的转变过程,已实现数字化电路控制。
变频器是一种将输送到异步电动机的三相交流电的工作频率进行变化的电子装置,使三相异步电动机实现因为供电频率发生变化而使电动机的转速发生改变。

图15 两种直流电动机驱动器外形图

图16 几种变频器的外形图
国内多家企业的直流驱动器产品在挤出吹塑中空成型机设备上使用良好。直流电动机驱动器(调速器)的接线简图如图17所示。

图17 直流电动机驱动器(调速器)接线简图
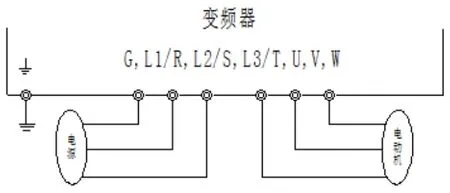
图18 变频器外部接线简图
特别注意:图17,18所示均为接线简图,在具体接线工作中,需要按照控制器产品的安装、使用说明书进行认真操作。因为设备制造厂家的不同,具体接线会有较大的差别,需要区别对待。
3. 挤出机新型驱动方法
挤出机的电机驱动是减低能耗关键部件,目前采用新型的驱动方法有以下几种:
3.1 永磁同步电动机
永磁体作为转子产生旋转磁场,三相定子绕组在旋转磁场作用下通过电枢反应,感应三相对称电流,此时转子动能转化为电能,永磁同步电机作发电机用;此外,当定子侧通入三相对称电流,由于三相定子在空间位置上相差120°,所以三相定子电流在空间中产生旋转磁场,转子旋转磁场中受到电磁力作用运动,此时电能转化为动能,永磁同步电机作电动机用。永磁同步电机与普通交流变频电机比它是高效率、高力矩惯量比、高能量密度,是个环保低碳电机。普通交流电机采用变频器驱动,永磁同步电动机需要采用专用驱动器驱动。

图19 几种不同驱动方式的电动机外形图
永磁同步电动机与普通异步电动机相比,具有如下优势:
1)效率高
这里所说的效率高不仅仅指额定功率点的效率高于普通三相异步电动机,而是指其在整个调速范围内的平均效率。永磁同步电动机的励磁磁场由永磁体提供,转子不需要励磁电流,电机效率提高,与异步电动机相比,任意转速点均节约电能,尤其在转速较低的时候这种优势尤其明显。
2)启动转矩
永磁同步电动机一般也采用异步起动方式,由于永磁同步电动机正常工作时转子绕组不起作用,在设计永磁电动机时,可使转子绕组完全满足高起动转矩的要求,例如使起动转矩倍数1.8倍上升到2.5倍,甚至更大。
3)对电网运行的影响
因为异步电动机的功率因数较低,异步电动机启动时要从电网中吸收大量的无功电流,造成电网输变电设备及发电设备中有大量无功电流,进而使电网的品质因数下降,加重了电网及变电设备及发电设备的负荷,同时无功电流在电网、输变电设备及发电设备中均要消耗部分电能,造成电力电网效率变低,影响了电能的有效利用。同样由于异步电动机的效率低,要满足输出功率的要求,势必要从电网多吸收电能,进一步增加了电网能量的损失,加重了电网负荷。在永磁电动机转子中无感应电流励磁,电机的功率因数高,提高了电网的品质因数使电网中不再需安装补偿器。同时因永磁电动机的高效率,也节约了电能。
4)体积小,重量轻
由于使用了高性能的永磁材料提供磁场,使得永磁电动机的气隙磁场较感应电动机大为增强,永磁电动机的体积和重量较感应电动机可大为缩小。例如11 kW的异步电动机重量为220 kg,而永磁电动机仅为92 kg,相当于异步电动机重量的45.8%。
基于以上对比优势,目前,永磁同步电动机比普通三相异步电动机更高效,更加节能。
3.2 直驱伺服电动机
直驱伺服电动机 的驱动方式见图20。

图20 直驱伺服电动机联结外观图
直驱伺服电动机的驱动方式的技术优势:
1)取代减速机构,节约设备成本;
2)降低噪音;
3)全速度范围、宽负载范围内保持高效率;
4)功率因数高;
5)提高动态响应;
6)结构紧凑,减小设备体积以及占地面积;
7)提高控制精度,提升制品品质;
8)提高 MTBF(平均无故障时间)指标;
9)大为减少日常维护工作量;
10)螺杆拆装方便。
目前直驱伺服电动机的主要塑机应用领域:塑料管材生产线、注塑机等领域。在挤出吹塑机行业直驱伺服电动机直接启动挤出机螺杆在一些吹塑机制造厂家进行了研究与试验,有待于进一步的研究与试用,目前还处于研究试验阶段。
4. 螺杆材料与新工艺
螺杆是挤出机的关键部件,作为螺杆的材料必须具备耐高温、耐磨损、耐腐蚀、高强度等特性,同时还应具有切削性能好、热处理后残余应力小、热变形小等特点。
对于挤出机螺杆的材料,有如下几点要求:
① 力学性能高。要有足够的强度,以适应高温、高压的工作条件,提高螺杆的使用寿命。
② 机械加工性能好。要有较好的切削加工性能和热处理性能。
③ 耐腐蚀和抗磨性能好。
④ 取材容易。
为提高螺杆的耐磨性能,对单螺杆来说可采用整根螺杆超音速火焰喷涂的加工工艺;这种加工工艺是一种新型的热喷涂技术。
其工作原理是:由小孔进入燃烧室的液体燃烧,如煤油,经雾化与氧气混合后点燃,发生强烈的气相反应,燃烧放出的热能使产物剧烈膨胀,流经喷嘴时受到约束形成超音速高温焰流。此焰流加热加速喷涂材料至基体表面,形成高质量涂层。超音速喷涂碳化钨,可以有效的抑制碳化钨在喷涂过程中的分解,涂层不仅结合强度高,且致密,耐磨损性能优越,其耐磨性能大幅度超过等离子喷涂层,也超过了电镀硬铬层,已经广泛的应用在高效螺杆的生产加工中。
双螺杆常采用螺棱堆焊镍基合金粉,镍基合金粉内加一定量的碳化钨。堆焊合金通常是沿螺棱表面加工出一条U型槽,然后沿U型槽堆焊出合金条,来改善螺杆表面的硬度。
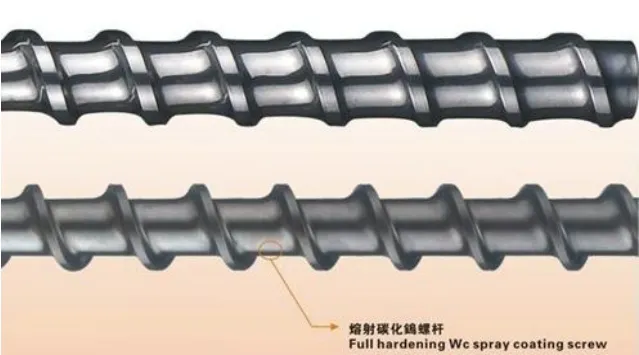
图21 螺杆表面碳化钨喷涂处理外观图
在挤出机螺杆与机筒的材料与热处理方面,近几年技术进步较快,吹塑制品生产厂家可以根据自己产品的特性提出技术要求,特别定制不同材质的挤出机螺杆与机筒。
结语
在挤出吹塑中空成型机生产线的组成中,高效率挤出塑化系统占有重要的地位,也是一直作为中空成型机的核心技术之一,所以,针对不同的塑料材料,研制不同的高效挤出塑化系统是中空成型机生产厂家的不懈追求,随着中空成型机研发的不断进步,许多新的高效挤出塑化装置将获得更快的技术进步,值得期待。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
中国塑料(2022年4期)2022-04-25
设备管理与维修(2021年24期)2021-02-10
陶瓷学报(2020年2期)2020-10-27
中国塑料(2019年6期)2019-06-26
中国质量与标准导报(2018年3期)2018-09-10
中南大学学报(自然科学版)(2017年12期)2018-01-29
凿岩机械气动工具(2017年3期)2017-11-22
中国塑料(2017年2期)2017-05-17
科技资讯(2016年5期)2016-08-13