
车灯厚壁光导2K注射模设计
2021-05-27 06:56谭克京高凯滕伟覃宽树
汽车与驾驶维修(维修版) 2021年4期
谭克京 高凯 滕伟 覃宽树
关键词:厚壁件;浇口;分型线;注塑模
1 塑件介绍
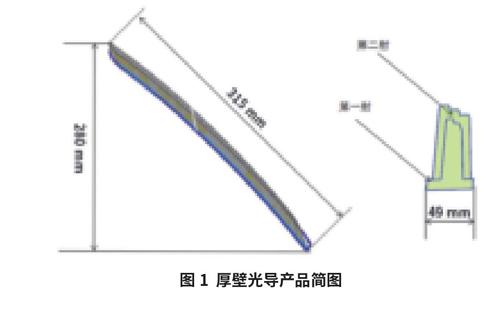
双色注射模是将两种不同颜色(不同材料)的材料,通过专门设计的模具和专用注塑机注射到同一副模具中,从而实现两种材料基于一个塑件的目的[1]。图1 所示为车灯厚壁光导塑件,外形尺寸为315 mm×280 mm×49 mm,第一射与第二射材质相同,均为为透明PC。该产品厚度为49 mm,属于厚壁光学零件,对产品的收缩、导光性和配光有很高要求。
2 设计要点
2.1 分型線定义
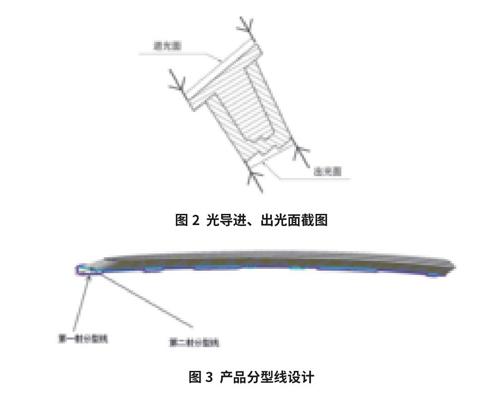
产品为透明高光零件,对配光有严格的要求,分型线和镶件线需避开光源的输入面和输出面(图2)。考虑到产品的具体结构,第一射注射产品芯部,产品分型线定义在产品最大外形线;第二射注射产品外壳,定位在第一射和第二射结合部位(图3)。
2.2 浇口设定
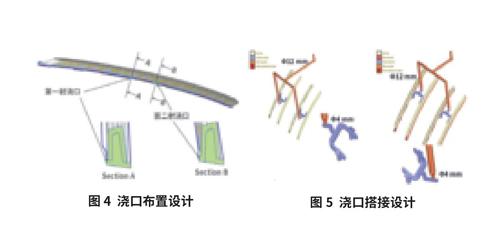
浇口位置选择:产品整个型腔面为外观面,浇口选择在产品侧面进胶。因第二射的产品胶位全部在型腔侧,正常无法布置浇口,故第二射产品局部做翻边,为第二射产品的浇口搭接预留位置,即增加辅助进胶位置(图4)。
浇口类型及尺寸定义:产品塑胶原料为高温透明PC,该材料流动性比较差,通过模流分析模拟,浇口附近的内应力过大。为减少产品变形,采用侧进胶,浇口具体尺寸见图5。
热流道品牌选择:产品两次注射为同种透明PC,两射成型的产品要求完美融合,不允许有任何色差或熔接缺陷,对热流道的要求很高。因此本设计中的模具选择HRS 品牌热流道(图6)。
2.3 冷却设计
模具的温度控制系统是保证成型塑件质量的关键,模具的冷却系统设计不完善会导致制件产生缺陷[2]。产品对成型成型周期要求为55 s ,要求冷却水路布置要充分。通过模流分析,产品两端的翘曲变形很大(图7),为此需要通过模具温度调整来减少产品变形。模具水路设计时两端的水路温度需单独控制,并且模具内设计温度传感器,可以精确检测和调节水路温度(图8)。
2.4 顶出及结构设计
顶出系统要求结构简单、可靠、平衡[1],产品整个成型胶位都在型腔侧,并且前模要求抛光到SPI A1 效果,形成型腔真空。产品会粘在型腔侧,在不影响产品外观及功能的前提下,此套模具在产品侧面(型芯)做了间断性倒扣0.5 mm×0.5 mm×20.0 mm。整套模具设计56 支斜顶,其作用一方面开模时通过倒扣把产品留在后模,另外一方面开模时可平衡顶出产品(图9)。
2.5 光学镶件设计
前模花纹为配光作用,需使用4 万转或以上的高速机加工,精度±0.02 mm,光洁度Ra0.05 ;镜面抛光至2.5# 钻石膏,不可使用砂纸抛光,避免变形,花纹圆角不超过R0.20 mm ;为便于加工及调整,配光花纹位置需做成单独镶件(图10)。
3 模具结构介绍
图11为模具结构图。该模具排位为2L+2R,热流道采购HRS 品牌,4 点顺序阀式。前后模芯采用进口2343ESR 电渣钢材,抛光性极佳,热处理后硬度HRC48-50。光学花纹部位做成单独镶件,采用1.2343ESR 电渣钢材,热处理后硬度HRC50-52。斜顶采用1.2344 钢材,热处理后HRC46-48,并在表面进行DLC 涂层,增加滑动性及耐磨性。集水盘采用史陶比尔原装集水盘,与客户方注塑机匹配。顶针、中托司和边锁等标准件采用HSACO 原装标准件。
4 试模验证结果
试模采用810T双色成型机,经过多种成型条件测试,得出最佳参数,前模模温70℃,后模温度90℃,第一段至第五段料温分别为:290℃、285℃、280℃、275℃和270℃,保压时间为4 s。产品状态通过3D扫描检测,检测结果变形量比模流分析结果改善很多(图12)。
5 结束语
该模具产品为厚壁、透明高光的光学产品,产品品质要求极高。传统方法采用厚壁成型机,产品不良率很高,气泡、缩水以及变形等缺陷难以解决,成型周期高达300 s,生产成本很高。采用双射成型工艺,大大缩短了成型节拍,成型周期实际为50 s,产品无气泡、缩水缺陷,极大地改善了变形翘曲的问题。此模具结构,值得推广采用。
