
基于六西格玛设计的汽车门饰板轻量化设计
2021-05-27 06:56刘学雷刘华官姜彬彬董新文李念
汽车与驾驶维修(维修版) 2021年4期
刘学雷 刘华官 姜彬彬 董新文 李念

关键词:六西格玛设计;内饰件;轻量化;评价标准;门饰板
0 引言
近年来,随着我国汽车工业的快速发展,汽车保有量持续增加,由此带来能源紧张问题日趋突出,并且带来碳排放环境问题。为应对能源与环境问题,政府制定了越来越严格的燃料消耗量标准法规。欧、美、日等汽车工业发达地区和国家,在新能源汽车还未完全普及之时,都采用新技术提高燃油车的燃油经济性。其中,轻量化是降低油耗的重要技术方向之一。
1 六西格玛设计的概念
六西格玛设计(Design For Six Sigma,简称DFSS) 就是按照合理的流程,运用科学的方法准确理解和把握顾客需求,对产品和流程进行稳健设计[1]。六西格玛设计不仅仅是一个合理的流程,其本身还是一个庞大的工具箱。工具箱中常见工具如:定义树、客户声音搜集法、亲和图、鱼骨图、头脑风暴、质量屋、四盒模型、假设检验、卡诺模型、普氏分析、数学建模、决策矩阵、参数图、萃智、正交设计及CAE 分析等。利用这些工具,在产品设计时可以使决策更科学、设计效率更高。
本文介绍了实际工作中的一个项目案例,通过采用美国供应商学会总裁乔杜里先生的六西格玛设计流程(IDDOV,即识别、定义、研发、优化和验证),运用六西格玛设计工具箱中的二八定律、決策矩阵、质量屋、鱼骨图、普氏分析、数学建模以及参数图等工具,对汽车内饰门饰板进行轻量化设计。
2 项目设计开发流程和方案
2.1 识别阶段(I)
识别阶段主要通过运用“二八定律”缩小研究对象的范围,以及开发“面密度”指标确定减重目标值。
2.1.1 确定研究对象
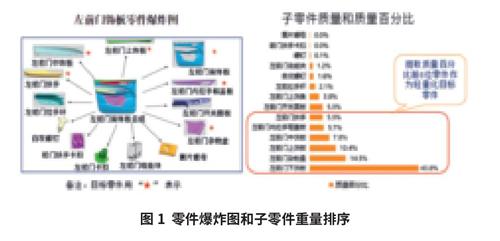
对正在开发项目进行筛选,根据“结构典型、工艺多样以及方案可推广至其他零件”的原则,选定了某平台车型的门饰板产品作为研究对象。门饰板下级子零件数量众多,共有35 个,需要进一步缩小研究对象范围。根据“二八定律”,推断出“20%的子零件质量将占总成质量的80%”。因此将子零件分类14 个子类,按质量由低到高进行排序。选取占总成质量82% 的前6 名子类零件作为研究对象(图1),研究对象的数量由35 个缩小至6 个:左前门扶手、左前门内开拉手框盖板、左前门中饰板、左前门上饰板、左前门杂物盒和左前门下饰板。
2.1.2 确定评价标准
通过相同零件行业对标分析发现,不同车型的门饰板总成质量存在巨大差异。但由于存在配置、零件尺寸、材质、型面和结构等干扰因素,需要确定一个评价指标来评价各门饰板轻量化水平高与低。通过头脑风暴工具,产生了材质密度、面密度等新的评价指标。运用决策矩阵工具(表1),对3 种评价指标进行打分评价,筛选出最优评价指标。
权重和权值均按5 挡:1 分(非常不重要/ 劣)、3 分(不重要/ 差)、5 分(一般/ 中)、7 分(重要/ 好)和9 分(非常重要/ 优),分值为权重与权值之积,各评价指标的得分总分为各评价项分值之和。按总分排序,面密度(336 分)最大,材质密度(318分)居中,总质量(288 分)最小,面密度指标得分为最高,即为评价指标选定为面密度。
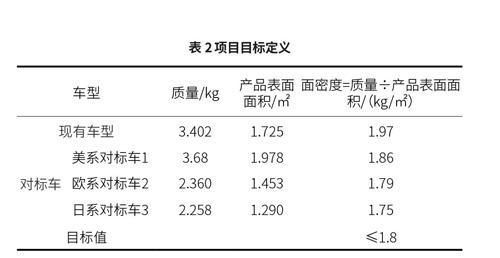
按选定的面密度指标将对标车进行重新评价,通过数据对比发现,现产车型的门饰板质量与行业存在差异。按行业平均值,设定该项目的目标,即面密度目标值≤ 1.8 kg/m2(表2)。
2.2 定义阶段(D)
定义阶段首先收集顾客声音,然后将顾客声音进行分类,将分类后的顾客声音转化为具体的工程技术指标。
2.2.1 收集顾客声音
从外部客户、内部客户以及政府法规三方面收集针对此产品的顾客声音。由产品工程师、市场工程师、采购工程师、标准工程师、色彩工程师以及产品规划工程师等组成专家评审团队。由专家评审团队整理筛选出与轻量化项目有关联的顾客声音。顾客声音主要集中在外观、成本、开发周期、耐用和法规等方面。
2.2.2 制定工程技术要求
运用质量屋工具,将顾客声音转化为工程技术要求。将顾客的声音列在质量屋的左墙,由专家团队针对顾客声音权重进行打分,按5 分制打分,数值越高越重要。然后采用多重投票法对分值进行投票,得票最多的分值,为最终分值。
列出门饰板零件的完整工程技术要求,并将其分类整理,列在天花板上。将顾客声音和技术特性关联性也按5 分制打分,数值越高关联性越强,分值填写在房间里。在地下室标出本产品和对标车的技术竞争性能;在天花板上识别出技术特性之间的正相关还是负相关。根据重要度与关联性之积排序,识别出该项目重要的技术指标为开发周期、模具更改量和原材料收缩率,并将重要的技术指标设计目标达到最好,其余技术指标达到行业平均水平(图2)。
通过天花板可以看出,开发周期和与模具更改量、原材料收缩率存在正相关。原材料收缩率为非常重要的技术指标,对零件重量、开发周期、模具更改量、原材料弯曲模量、可靠性要求和刚度要求等存在正相关,需要重点关注。
把识别出的工程技术指标,一一列出并明确验证方式(表3)。
2.3 开发阶段(D)
开发阶段主要工作是开发各种概念方案,并通过运用普氏分析工具,优化和选定概念方案。
2.3.1 分析影响零件质量的因素
运用鱼骨图从“人、机、料、法、环、测”6 方面对影响零件质量的因素进行分析(图3),模具和原材料为影响零件质量的主要因素,操作工、工艺参数、环境及测量工具等对产品的影响为次要因素,次要因素不做研究。模具主要影响产品的体积V,原材料决定了产品的密度ρ,而零件的质量M 等于体积V 与密度之乘积。因此,质量的研究参数集中在体积V 和密度ρ 这两个方面。
2.3.2 对原材料排序
将识别附件选定的研究对象进行拆分至原材料级别,按质量量占比将原材料排序。由于改性PP 类原材料占总质量的78.9%,接近80%,按二八定律,将研究对象进一步缩小为改性PP 类原材料(图4)。
2.3.3 优化的概念方向分析
通过2.3.1 分析,可建立数学模型:
M=V×ρ
式中 M——原材料的质量
V——产品的体积
ρ——产品的密度
对上述模型分析,存在5 种优化的概念方案:降低体积、降低密度、同时降低体积和密度、大幅度降低密度和小幅度提升体积以及小幅度提升密度和大幅度降低体积。针对5 种概念方案进行细化分析,筛选出目前可执行的4 个概念方向:搭接结构、筋条、料厚和矿物含量(图5)。
2.3.4 对概念方案优化
将4 个可选的概念方向进行组合,形成3 个概念方案。方案1,减小体积方案, 即减小搭接结构、降低料厚和减少筋条;方案2,降低原材料密度方案,即降低矿物含量;方案3,方案1 和方案2 的组合。运用普氏分析对概念方案进行对比优化,方案1 为基础方案,方案2 和3 分别与基础方案对比,工程指标为评价项目,比基础方案“好”、“差”和“相同”的分别标记为“+”、“-”和“S”(图6)。
由于方案1 和方案3 都需要修改模具或重新开模来达到减小零件体积,而方案2 无需更改模具,所以方案2 与方案1 和方案3 相比,在模具成本和时间两方面有优势,也即在该项目限制条件下,方案2 的“好”项最多,为最合适的方案。另外,在其他新项目开发时,由于模具本来就需要重新制造,减小产品体积方案无需新增模具成本,那么,方案3 将会是最优方案。
2.4 优化阶段(O)
2.4.1 建立参数图
根据选定的概念方案,绘制参数图(图7),控制因子为矿物含量。由于现有成熟原材料的矿物含量总共有5 个水平,利用现有材料,控制水平选择5 个,矿物含量分别为20%(A1)、15%(A2)、10%(A3)、5%(A4)和0%(A5)。響应为原材料的弯曲模量、原材料密度和原材料收缩率。当这些响应指标不达标时,会出现外观等级不达标、间隙面差不合格、质量不达标以及刚度和可靠性不符合技术要求等症状。
2.4.2 建立数模模型
根据参数图,建立数模模型(图8)[2]。目标是要密度ρ 最小,限制条件为原材料弯曲模量F 和原材料收缩率C。由定义阶段识别出的工程指标可知,原材料弯曲模量F 要求≥ 1 500 MPa,原材料收缩率C 要与现在的模具收缩率0.9% 相同,即C=0.9%。
2.4.3 绘制控制因子水平选择图
根据不同控制因子水平的原材料特性,绘制图表(图9)。按照数学模型进行选择,在满足弯曲模量F ≥ 1 500 MPa 可选区域之内的原材料控制因子水平有A1、A2、A3 和A4,收缩率范围与收缩率0.9%直线相交的原材料控制因子为A1、A2 和A3。因此,同时满足弯曲模量和收缩率两个条件的原材料控制因子为A1、A2 和A3。这3 种原材料的密度ρ 最小的为A3,故目前条件下原材料的矿物含量控制因子水平选择为A3 水平,也即矿物含量最优选择为10%。
2.5 确认阶段(V)
将最终选定的A3 原材料方案进行试制、验证,确认的方案验证结果、项目达成情况以及总结和其他研究。
2.5.1 验证优化方案
按照优化阶段选定的原材料进行试制、验证,产品最终减重0.23 kg,面密度达到目标值1.8 kg/m2, 其余性能也满足工程指标要求(图10)。
2.5.2 项目之外的研究:产品结构优化
如2.3.4 所述,由于目前项目的条件所限,选择了概念方案2 进行实施。但如果是全新设计项目,那么概念方案3 才为最优方案,也即除了上述在原材料密度优化之外,还需要在产品体积上进行优化。为此,在项目结束之后 ,也在该产品上从减少产品体积方面进行设计研究,以确认技术可行性。
例如,地图袋通过优化搭接结构,质量减轻0.04 kg,CAE 验证分析刚度,满足产品工程技术要求。通过这种减少产品体积方案(减少零件搭接结构宽度、减少筋条以及优化产品壁厚)加上CAE 分析验证的优化方法,又在门下饰板、门中饰板和门上饰板等零件进行体积优化,使门饰板整体减重0.15 kg,技术上可行。
3 结束语
针对汽车零部件轻量化设计问题,结合DFSS 理论,采用IDDOV 流程分阶段分析解决问题,并运用DFSS 工具箱解决各阶段具体问题。其中,识别阶段运用二八定律选定研究对象,采用决策矩阵确定评价指标;定义阶段运用质量屋将顾客声音转化为工程指标;开发阶段采用鱼骨图识别出影响重量的关键因素,运用数学模型分析、普低分析开发概念方案;优化阶段采用参数图、数学建模等工具选定最优参数控制水平;验证阶段针对最终产品进行工程验证,完成该门饰板产品的减重目标,提高顾客满意度。此IDDOV 的分阶段工作流程步骤以及开发阶段形成的概念方案,可为其他零部件轻量化设计提供参考。
猜你喜欢
科学与生活(2021年9期)2021-09-01
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
科技视界(2016年26期)2016-12-17
新课程·小学(2016年10期)2016-12-12
文艺生活·下旬刊(2016年11期)2016-12-12
科技视界(2016年18期)2016-11-03
今传媒(2016年9期)2016-10-15
汽车之友(2015年24期)2015-09-10
