
基于VB实现形位公差自动测量的方法
2021-06-08 12:02伍军辉
探索科学(学术版) 2021年5期
伍军辉
江西水利职业学院 江西 南昌 330013
引言
形位公差一般也叫几何公差包括形状公差和位置公差是评价零件的重要参数,直接影响零件的性能,能快速准确测量一直都是被研究的对象,目前形位公差测量仪器一般都专用设备特别是高精度级如三坐标测量仪使用条件苛刻和价钱昂贵对于精度要求不高的零件并不经济。本文将基于VB实现形位公差自动测量方法进行研究,本方法利用带数据输出的百分表、机械机构以及软件构成测量系统能自动测量零件的形位公差操作简单且经济。
1 形位公差测量原理
1.1 形位公差包括形状公差和位置公差,公差符号如图1所示

图1 公差符号
1.2 形位公差原理 形状误差是指被测实际要素对理想要素的变动量,理想要素的位置应符合最小条件,国家标准规定,最小条件是评定形状误差的基本准则。
形状误差是由测量要素的实际形状与理想要素的形状进行比较而确定的。图2所示的是已经加工好的,且夸大了的被测实际要素为a-a曲线(理想的几何要素应是直线),我们把刀口尺的刀口b-b(Ⅰ-Ⅰ)视为直线的理想要素,刀口尺所处不同位置,理想要素与实际要素之间的距离是不一样,如图2表示的f1、f2、f3,这由“最小条件”来确定。
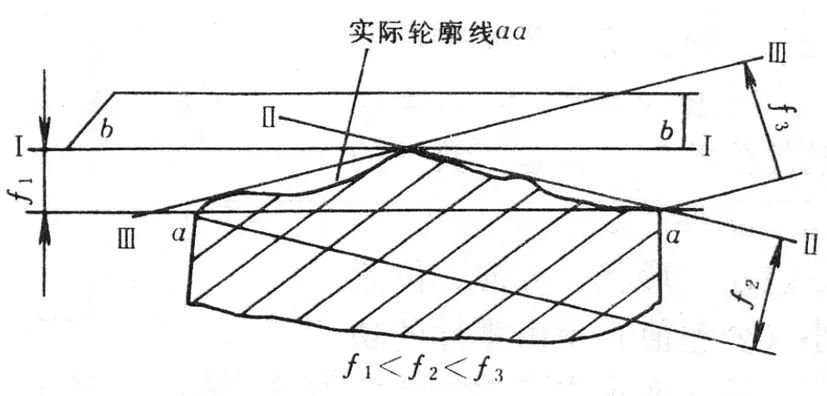
图2 最小条件和最小区域
2 VB实现形位公差自动测量过程
测量过程为使用带数据输出的百分表通过USB接口对原始数据采集,以便后续进行计算,系统可以进 行 手动或者自动采集,它的基本流程如图3所示。首先在完成系统的初始化后打开设备,对测量精度进行设置,点击“手动采集”或者“自动采集”,系统将对接口数据进行采集,在系统的文本框上显示并把数据及其他相关信息,同时计算公差值。
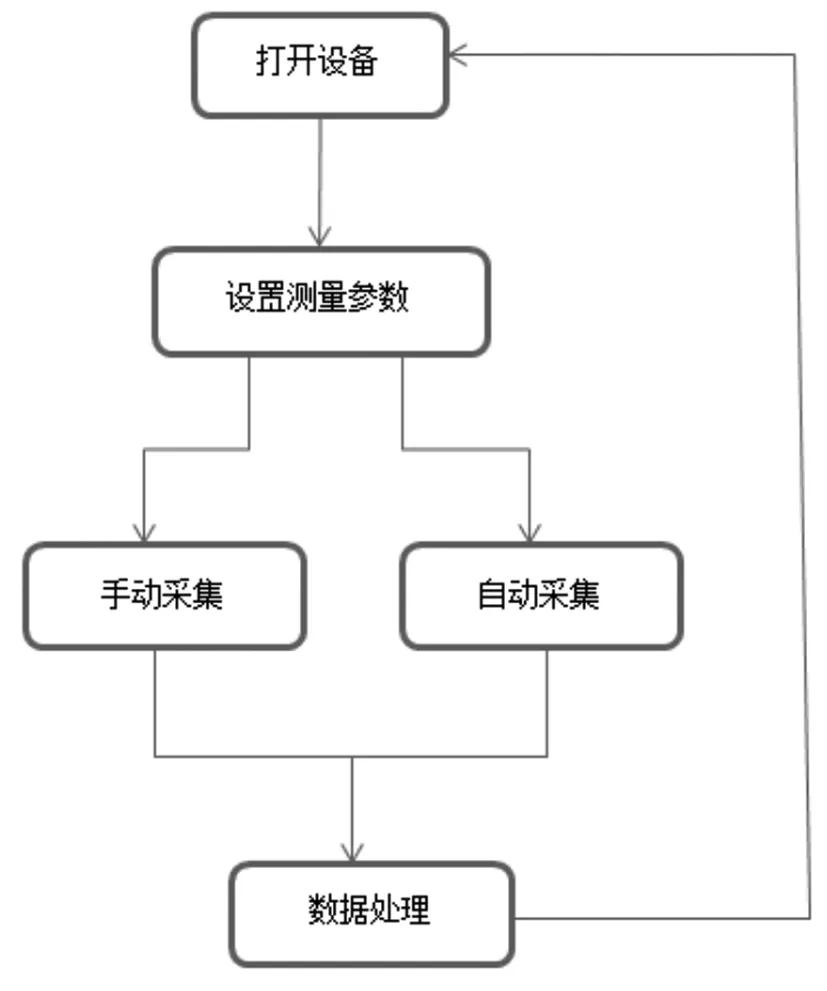
图3 测量流程
3 测量系统关键技术
测量系统只有采集了百分表数据后才能做后面的数据处理工作,数据采集主要是通过计算机与百分表进行通讯,并从百分表中获取测量数据,通讯工作对测量系统有关键性的作用,本文是通过MSComm(Microsoft Comm Control 6.0)通讯控件实现通讯功能,
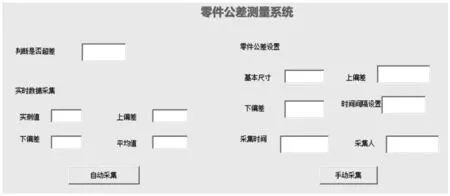
图4 界面
4 实验及结果分析
本文采用带有数据采集功能的数显百分表,采用USB数据线连接,本次测量F10轴检测试件,公差为,上偏差为0,下偏差为-0.02.测量数据如图5所示

图5 测量数据
根据数据采集结果,将数据分析如图6所示,根据图6可以看出自动测量的方法的误差在允许的范围内达到预期的效果。

图6 测量结果
5 结论
为了提高测量的稳定性和经济性,本文提出了利用VB自动测量且机械结构简单实现了自动采集测量数据并进行判断的方法,为了验证本文提出的方法可行性,采用了标准检测棒进行了实验,并对数据进行了分析,得到了以下结论:
5.1 测量系统运行稳定,软件界面友好,操作简单。
5.2 机械机构简单,经济性较好。
5.3 测量精度能满足常规零件的检测要求。
猜你喜欢
汽车实用技术(2022年7期)2022-04-20
中学生数理化(高中版.高考数学)(2019年10期)2019-11-08
中国科技纵横(2017年22期)2018-01-04
职业·下旬(2016年11期)2017-02-21
职业·下旬(2016年11期)2017-02-21
小天使·五年级语数英综合(2016年12期)2016-12-09
小朋友·聪明学堂(2015年7期)2015-11-30
中学生英语·中考指导版(2008年6期)2008-12-19
中学生数理化·高一版(2008年1期)2008-11-15
