轧机窗口滑板定位套拆卸工具的设计与应用
2021-06-11 05:13王瑞刚庞博马占金
鞍钢技术 2021年3期
王瑞刚,庞博,马占金
(鞍钢股份有限公司鲅鱼圈钢铁分公司,辽宁 营口 115007)
鞍钢股份有限公司鲅鱼圈钢铁分公司1580线粗轧机R2为四辊轧机,共有8块支撑辊滑板,每块重220 kg,安装在轧机窗口,用以防止轧机牌坊磨损及补偿调整支撑辊轴承箱与轧机牌坊之间的间隙。当该处间隙过大时,会增大轧制过程中支撑辊在牌坊内的振动,降低轧机的轧制稳定性,缩短滑板的使用寿命。滑板定位套安装在轧机窗口滑板和轧机牌坊的定位孔内,是一种在轧机牌坊上固定并定位滑板的销套。由于定位套结构形式及安装精度较高等原因,拆卸滑板定位套作业较困难,尤其是使用常规方法难以拆除的时候,只能进行破坏性拆除,不仅拆除时间较长(通常需1 h),而且很容易损伤轧机牌坊本体及滑板。轧机内作业项目较多,拆卸定位套还会影响轧机内其他作业项目的开展。因此,设计制作一套专用的销套取出装置,快速无损的取出滑板定位套非常重要。
1 存在的问题
轧机窗口每块滑板的四个角处均有1个定位套,共4个,定位套结构和实物图见图1。该处工作环境潮湿,油污大,氧化铁皮多,设备表面磨损氧化,不仅作业人员劳动强度大,而且拆卸作业时间长。
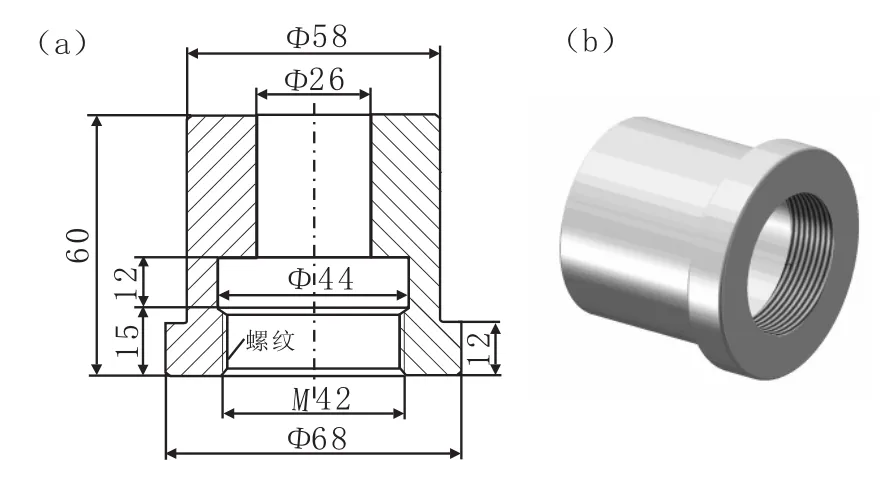
图1 定位套结构和实物图Fig.1 Structure for Locating Sleeve Structure and Its Physical Drawing
轧机窗口滑板定位套安装图见图2。定位套拆卸方法有如下两种:

图2 轧机窗口滑板定位套安装图Fig.2 Installation Diagram for Slide Plate Locating Sleeve at Window of Rolling Mill
(1)常规拆除方法。采用与定位套螺纹配合的螺栓杆旋入其内,使用大锤侧面向外敲击螺栓帽,四个方向反复敲击,松动定位套并将其震动取出。此作业方法需在定位套上线时间较短,没有锈蚀,且配合间隙稍大时使用。
(2)破坏性拆除方法。常规拆除方法无法将定位套顺利拆出时,使用气焊将定位套切割破坏后将其取出。此作业方法不仅破坏定位套备件,且对气焊作业人员操作水平要求较高。
为了能够快速无损拆除滑板定位套,设计了一种专业拆卸工具。
2 设计方案及安装
经典力学动量定理指出,物体所受合外力的冲量等于它的动量增量 (即末动量减去初动量)。冲量表述了对质点作用一段时间的积累效应的物理量,是改变质点机械运动状态的原因。
根据冲量公式mν=Ft可以得出,质量m与速度变化量ν越大,作用力持续的时间t越小,作用力F即越大。
因此,在上述经典力学理论基础上,按照如下思路开展研究:使用撞锤增加质量m,通过手动操控增加速度ν,猛然撞击以降低作用力持续时间t,从而增大作用力F,再结合实际作业需要的工具特点,设计出一种轧机窗口滑板定位套拆卸工具,立体图见图3所示。该工具由间距套、拆卸螺母、连接螺栓、导向杆、撞锤及把手所组成。间距套的前端面设有定位套槽,后端面设有拆卸螺母槽,中心设有通孔。连接螺栓的螺杆前部通过螺纹连接拆卸螺母,位于拆卸螺母前面的连接螺栓上套有间距套。拆卸螺母的外侧面对称加工有两个螺栓孔,一端带有外螺纹的两个把手通过螺纹连接在拆卸螺母的螺栓孔内。在连接螺栓的螺栓头中间加工有螺栓孔,导向杆通过螺纹连接在连接螺栓上,尾端设有凸台形止挡,杆身上套有撞锤。撞锤可沿着导向杆往复滑动。
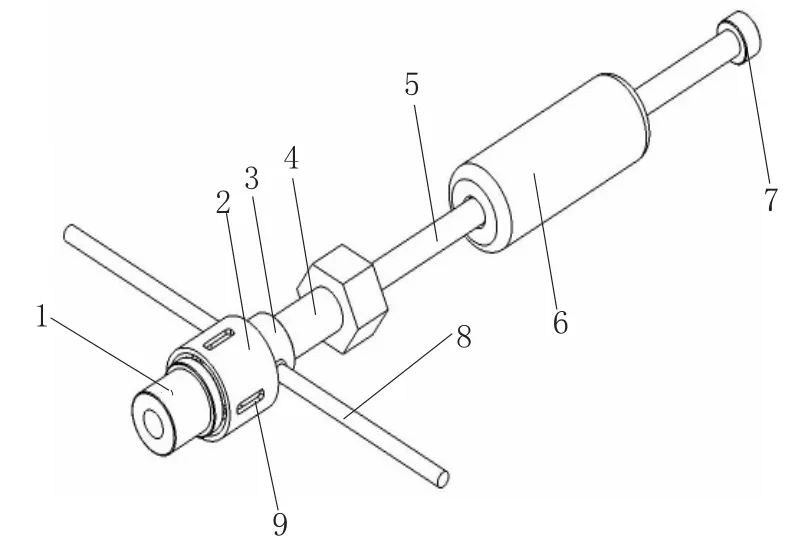
图3 轧机窗口滑板定位套拆卸工具立体图Fig.3 Stereogram of Disassembly Tool for Slide Plate Locating Sleeve at Window of Rolling Mill
为便于观察定位套的拆出进度,可在间距套的外侧面上至少设3个观察孔,间距套结构图见图4。
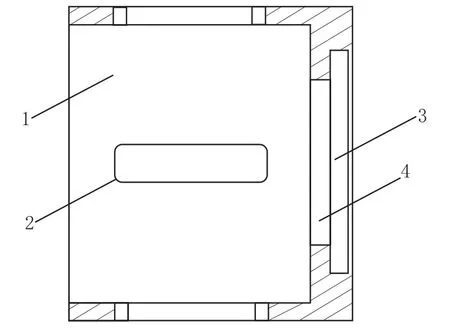
图4 间距套结构图Fig.4 Structure Diagram for Spacing Sleeve
综合各部件的安装情况,间距套前端面的定位套槽内径大于定位套的最大直径,深度大于定位套的长度。间距套后端面的拆卸螺母槽内径大于拆卸螺母的外径,深度小于拆卸螺母端面到把手的距离。间距套中心通孔的孔径大于连接螺栓的最大外径,小于拆卸螺母的外径。
3 具体使用方法
轧机窗口滑板定位套拆卸工具的具体使用步骤如下:
(1)拆卸定位套时,将连接螺栓头部旋入定位套的内螺纹内达到一定深度。
(2)扳动把手,直至间距套在定位套一侧的端面贴紧滑板表面。
(3)继续以旋下拆卸螺母的方向扳动把手,若定位套与滑板定位孔的配合不紧密,则定位套会由连接螺栓带着进入间距套的通孔内。通过间距套的观察孔可随时看到定位套被拔出的长度。
(4)若定位套与滑板定位孔的配合过于紧密,扳动把手仍然难以拆卸时,可使用套管套在把手上,加长力臂继续扳动把手。
(5)握住撞锤沿着导向杆使劲砸向导向杆的尾部止挡,反复多次撞击,并配合扳动把手,即可将定位套从轧机牌坊的定位孔和滑板的定位孔内拆出。
定位套与轧机牌坊定位孔和滑板定位孔的配合不是特别紧密时,仅通过扳动把手或使用撞锤一种方法即可完成定位套的拆卸。
4 应用效果
该拆卸工具应用在1580线粗轧机R2轧机窗口滑板定位套的拆卸作业中,拆卸1块滑板的4个定位套仅用15 min,而采用常规方法拆除平均作业时间为60 min,缩短75%的作业时间,提高了作业效率。
由于拆卸过程中不需要使用气焊切割、扁铲拆除、大锤敲击等方法,不仅确保了定位套的无损拆除,且有效地降低了作业人员的劳动强度,降低了定位套拆卸作业的难度系数,达到了设计目的。
5 结语
轧机窗口滑板定位套拆卸工具设计安装简单,便于操作,降低了定位套的拆卸难度,提高了拆卸作业效率,减轻了劳动强度,实现轧机窗口滑板定位套的快速无损拆除,缩短了75%的作业时间,提高了作业效率。由于轧机窗口滑板内普遍应用定位套,所以该拆卸工具在同行业钢企中具有一定的推广应用价值。
猜你喜欢
一重技术(2021年5期)2022-01-18
云南画报(2021年7期)2021-08-06
山东冶金(2019年2期)2019-05-11
小学生导刊(2018年4期)2018-04-18
小猕猴智力画刊(2017年3期)2017-03-24
学与玩(2017年12期)2017-02-16
作文与考试·小学高年级版(2016年2期)2016-09-10
文物季刊(2016年1期)2016-03-18
小说月刊(2015年9期)2015-04-23
冶金设备(2015年2期)2015-02-11