
在役风电机组叶片失效原因流程分析
2021-06-16 10:04苗月
兰州石化职业技术学院学报 2021年1期
苗 月
(甘肃省特种设备检验检测研究院,甘肃 兰州 730050)
风能作为一种清洁能源,其开发和利用日益受到世界各国的重视,并成为新能源领域最具商业前景的方向之一。叶片作为风电机组中不可或缺的一部分,其在成本构成中约占 22%。且在风电机组运行故障中,叶片故障比率为50.1%,然而目前仍未形成成熟、规范、可推广的叶片失效分析流程。
叶片一般由叶根、主梁、腹板、蒙皮等组成,气动外型由沿轴向分布具有连续的特定翼型的蒙皮组成,其中玻璃钢复合材料在叶片的质量比重约为90%。具体结构如图1所示。国内外学者普遍认为叶片常见故障与失效类型主要有整体断裂、后缘开裂、叶尖开裂、前缘开裂、前缘腐蚀、蒙皮裂纹、涂层损伤、雷击损伤等。其中F. Lahuerta等[1]对风力机叶片存在不同类型的失效机理和模式与特定荷载条件相关性进行了数值分析研究,并将分析数据与试验得出结果进行对比分析,得出后缘失效机理。Celso Jaco Faccio Júnior等[2]建立三维几何精确梁壳单元模型,并对模型进行分析其结果表明,梁壳单元模型呈现出非常相似的全局行为。然而,在局部极端荷载情况导致壳体模型在后缘附近出现局部屈曲失效现象。Ye等[3]通过数值模拟与实验数据表明,所提出的多尺度方法适用于预测有效地研究复杂复合材料结构的力学性能,为叶片失效分析提供依据。田爽[4]通过分析制造风电叶片的纤维金属层合板的力学性能,也为叶片失效原因分析提供了有效判据。唐荆[5]应用模拟结合试验的方式对大型风电复合材料叶片主承力部件结构失效进行研究,评价了几何参数和边界条件对结构失效的影响。靳交通等[6]通过对工程实例的模拟仿真计算,得出了结构局部屈曲是导致叶片进一步破坏的结论。郝国文[7]、申戬林团队[8]、刘文艺[9]、胡忠忠[10]等利用振动信号分析,提取特征信号,实现风电机组的在线故障监测。洪华芳等[11]研究了雷击对风电机安全运行的危害,并得出其失效机理,最终提出有效的雷电防护措施。
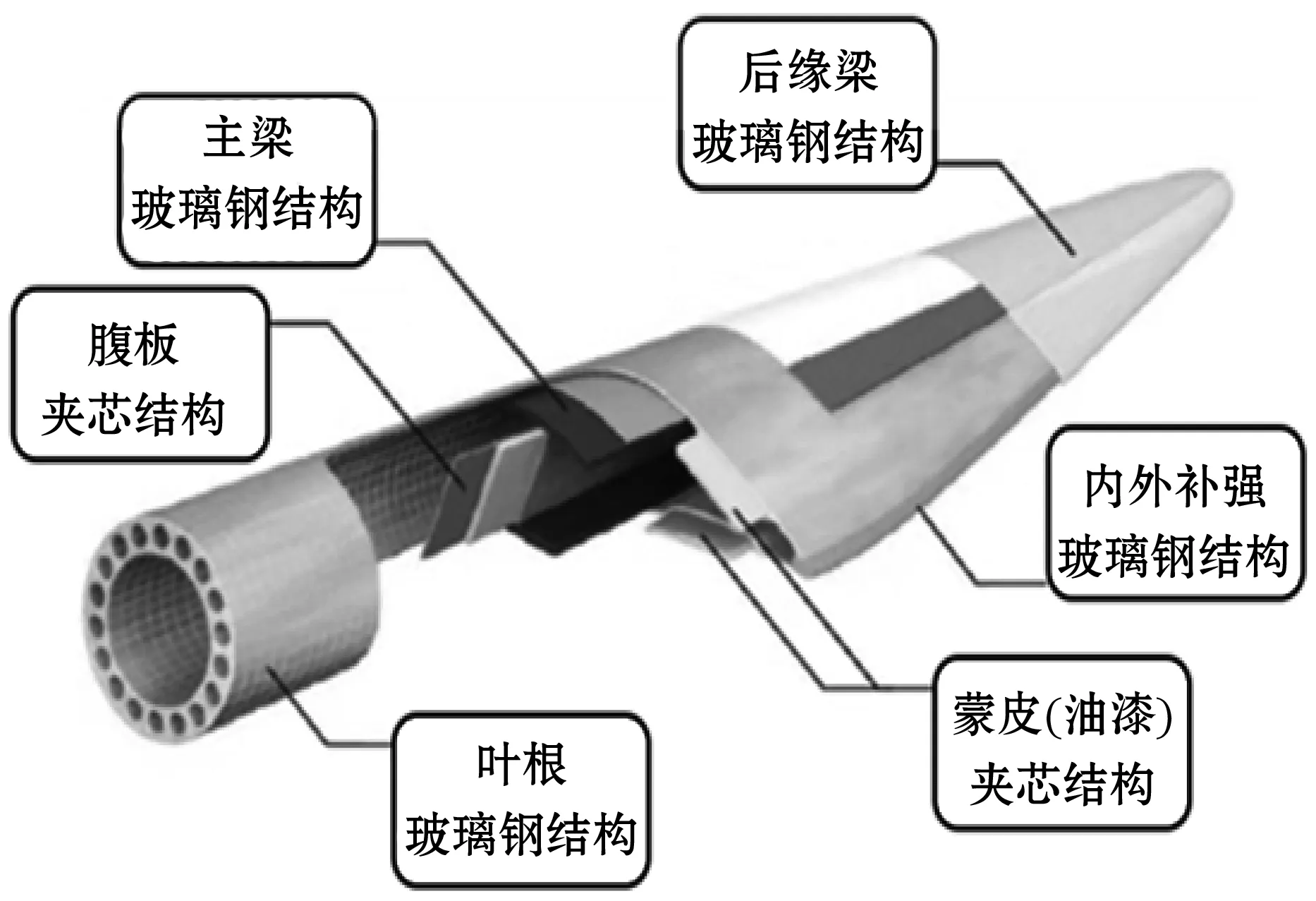
图1 典型叶片铺层结构示意图
从国内外学者的研究成果中不难发现,结构性故障均会造成较大损失,一般病害如不及早识别并采取纠防措施,任其发展有可能演变为严重故障进而造成较大损失,所以,开展叶片失效根本原因分析,对于在役叶片灾害预防乃至叶片设计、制造可靠性提升都具有较大价值,但目前为止仍未总结出完整的风电机组叶片失效原因全过程分析流程。
基于对大量叶片失效原因分析案例的梳理,并通过对风电企业的深入调查研究,总结出叶片失效原因分析流程,并把流程与具体案例相融合,以实现对流程的完整性、科学性进行完善和验证。
1 大型叶片失效分析流程
1.1 一般机械失效分析及流程
失效分析是指事后的分析,是判断产品的失效模式,查找产品失效机理和原因,提出预防再失效的对策的技术活动和管理活动[12]。借鉴普通机械零件失效分析[13]可得出,失效分析的主要内容包括:明确分析对象,确定失效模式,研究失效机理,判定失效原因,提出预防措施,根据主要内容制定具体失效分析步骤和方法。
根据失效分析的定义,一个失效事件分析的全过程一般包括侦测、诊断和事后处理三个阶段。即利用各种侦测手段,调查、侦查、测试和记录有关失效的现场、参数和信息;通过诊断,鉴别和确定产品失效的模式、过程、原因、影响因素和机理;经过事后处理即采取补救措施、预防措施,并进行其他技术管理的反馈活动,以达到预防、提高和开发的目的。侦测、诊断和事后处理是失效分析的三要素。
失效过程中如果只有一个零部件发生失效,则失效分析比较容易进行。但多数情况下,失效过程中不止一个机件发生失效,特别是事故发生时,往往有大量零部件同时遭到破坏,情况相当复杂,而失效原因也是错综复杂多种多样。因此,除了要有正确的分析思路之外,还必须有一个合理的失效分析程序。在一般的失效分析中,都应遵循以下程序[14]:
(1)实地调查现场失效信息,进行详细现场勘查;
(2)初步确定肇事失效件,确定具体的分析思路和工作程序;
(3)初步判断肇事件的失效模式;
(4)结合调查结果及初步失效判断查找具体失效原因;
(5)对事故模拟再现;
(6)综合分析;
(7)总结报告。
1.2 大型在役风电机组叶片失效分析
大型在役风电机组叶片因其处于全天候野外工况,条件恶劣,运行过程中叶片故障及失效常会导致整个机组停止运行,造成巨大经济损失。相比一般机械失效分析,风电机组叶片失效分析对现场勘查和材料检验、诊断分析要求更高,其分析难度和过程也更为复杂,且需要更加完整的证据链。目前国内只有针对大型在役风电机组叶片失效分析或机组失效分析、雷击故障分析等单个点详细技术分析手段及方法,但没有针对大型机组叶片失效全流程分析、整体失效分析案例及流程总结文献。本文根据大量在役风电机组叶片失效分析案例,结合机械失效分析流程,总结出大型在役风电机组失效原因分析步骤,并加以验证。该流程图从现场勘查,诊断分析,事后措施三个阶段,整理了大型风电机组如何更全面、有效的进行叶片失效原因分析,具体见图2。
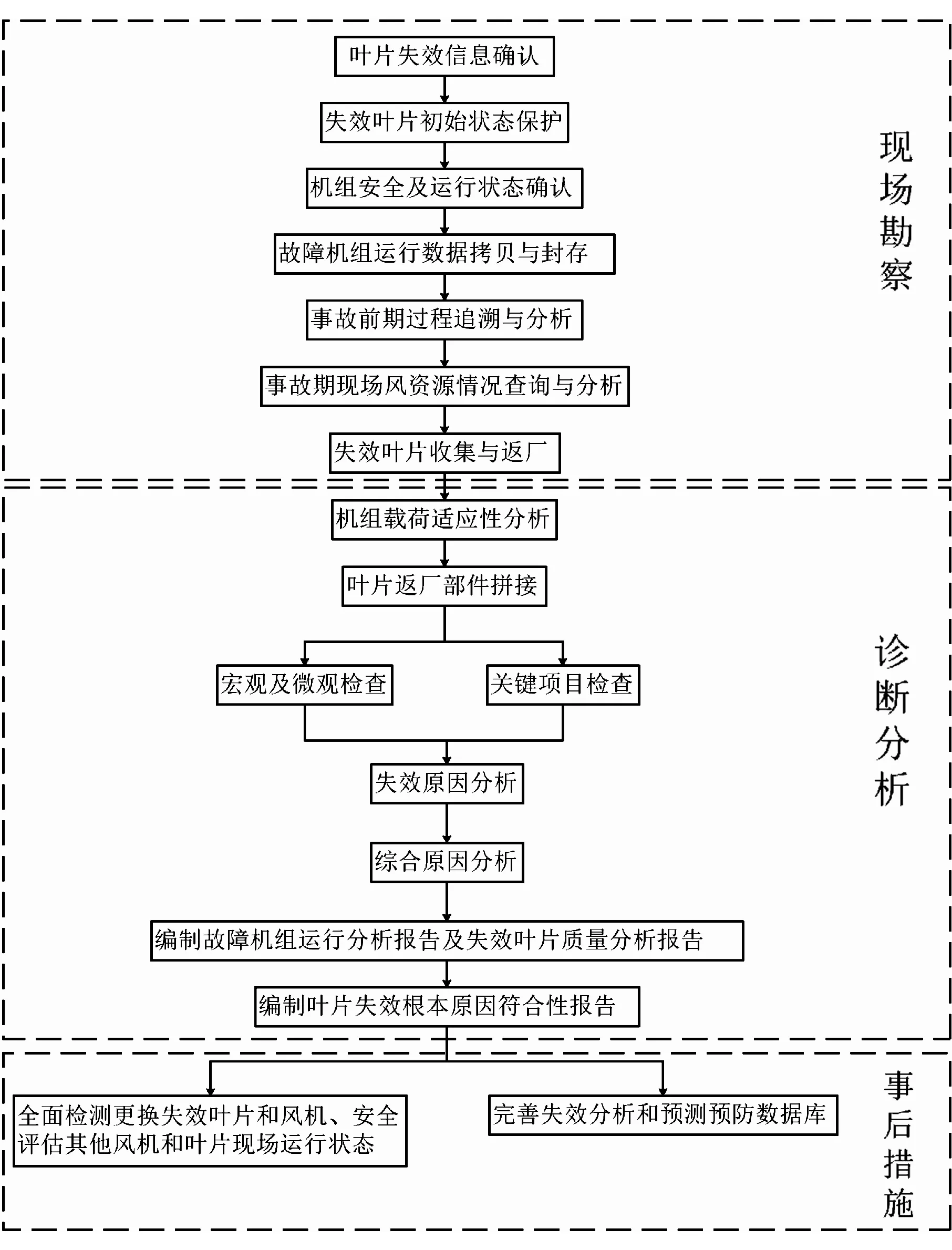
图2 叶片失效分析流程图
2 叶片失效根本原因分析流程的验证
叶片失效根本原因分析流程来源于实践经验的系统梳理和科学总结,在指导实践中具有现实意义。以下以某风电场失效叶片原因分析为例对图2分析流程作验证,同时解析每一步具体分析内容。失效叶片信息:某沿海风电场1支叶片从距离叶根11m左右折断如图3,叶尖丢失(箭头所指位置),塔架上叶尖对应位置显现条状红色痕迹,对应位置未发现凹陷。依据以上流程,先进行叶片现场勘查,再针对关键项目做诊断分析,最后总结出失效的根本原因并进行预防措施修订。

(a)失效叶片总图

(b)叶根处断口

(c)叶尖丢失位置
2.1 现场勘查
现场勘查主要对该失效叶片所在风电机组SCADA运行数据分析,叶片事故前过程追溯与分析、失效时刻现场风资源及天气分析以初步断定该叶片失效原因。
2.1.1 机组运行分析
风电机组在发生系统或部件(如叶片)故障时一般均会启动安全链动作,使机组短时间内从运行状态变为停机状态,所以分析在役叶片失效原因,必须对风电机组故障停机前后的运行数据和瞬态数据进行全面、深入地分析。风电机组运行数据分析主要包括机组故障文件、振动数据、偏航数据、变桨数据、驱动电机温度、风速-功率曲线数据等。
(1)机组程序分析,同风场其它机组运行状况良好,程序配置无异常,见图3。
(2)故障文件分析,故障时刻风速急剧快速变化,风向角出现大波动。风速变化(11.38m)小于标准风速变化值(15m),风向角偏差(118°)超过最大变化范围值(90°),见图4。
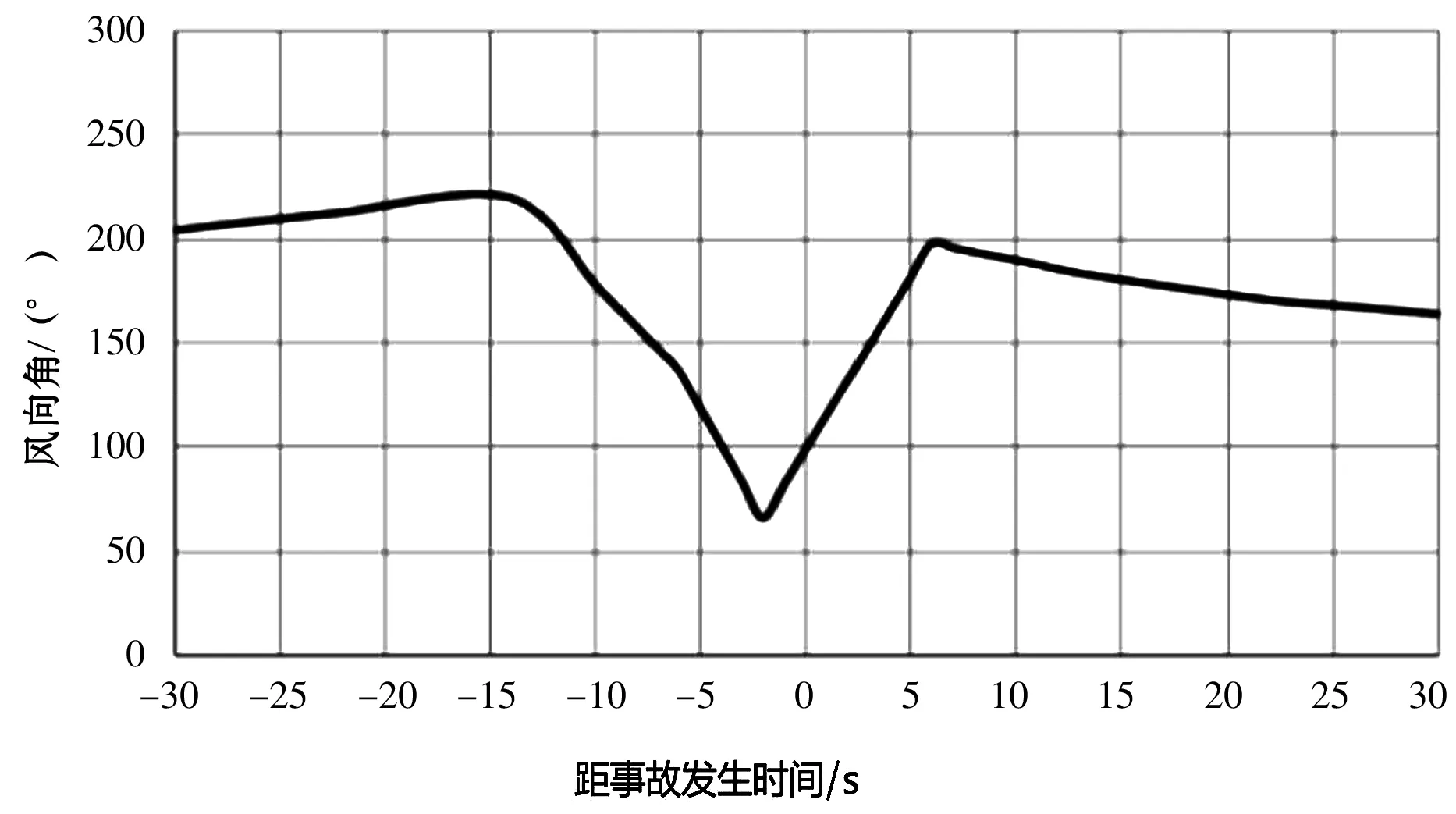
图4 机组运行分析图(风向角)
(3)振动数据和变桨电机温度均未出现异常,叶片角度及变桨时变桨电机间温度无差别。
2.1.2 叶片事故前过程追溯与分析
叶片制造、物流、吊装、在役运维等过程的相关因素发生不符合、变异或意外性输入,均可能导致叶片出现质量缺陷或损伤,成为叶片在役运行期间发生失效或病害的直接原因或诱因。
开展叶片故障前过程追溯与分析,主要为叶片从设计到吊装完成全过程分析,一般包括叶片型式试验与认证、工艺验证、材料检验、过程控制、NCR(包括制造、物流、吊装、在役阶段)、失效叶片解剖等方面进行追溯和分析:
(1)叶片型式试验包括静力试验和疲劳试验,批量商业化运行叶片投产前,为保证叶片质量,新投产叶片需完成国际认证中心型式试验及认证,经核查该叶片已完成相关实验验证和证书获取。
(2)叶片制造过程质量涉及人员、设备、材料、工艺、环境、检测、过程控制记录、工程变更管控、不符合项报告等,在叶片生产工厂审核相关记录,所有记录完整且符合标准。
(3)叶片物流、吊装、在役期间可能出现意外性结构损伤,审核失效叶片相关记录,均完整且符合标准。
(4)叶片失效状态的还原与再现对于失效原因分析极其重要。工作过程包括对搜集的叶片残骸进行尺寸标注、结构拼接、局部解剖、取样送检、数据对标、断面检查、过程分析、嫌疑评审等进行全面诊断分析。
通过现场勘查,初步确定风速快速变化叠加风向角剧烈波动导致风况急剧恶化、事故期间为雷雨天气这两个原因有可能导致叶片失效。
2.1.3 事故期风资源及天气分析
故障机组现场风资源分析主要包括风频分布、风速变化、风向-功率关系、湍流系数等方面。
本案例失效叶片现场风资源信息及分析如下:
(1)风频分布:全场10min平均风速为5m/s~6m/s,满足机组设计标准。
(2)风速变化:全场半年10min运行数据,得到平均风速、最大风速、最小风速的月变化,故障机组1~7月平均风速和最大风速处于全场中等水平,见图5。
图5 事故期风速风向变化
(3)功率曲线分析:从全场机组功率曲线来看,该机组在运行期间机组性能良好。
(4)湍流系数:全场机组湍流水平较为一致,该机组湍流水平在全场范围内为中等水平。
(5)现场天气分析:气象记录显示,事故期间为雷雨天气。气象档案显示当地年雷暴日20~40天,属于“多雷区”,读取叶片雷电记录卡,雷电记录约10kA。
2.2 诊断分析
通过对机组载荷适应性分析及叶片返厂诊断分析,关键项目第三方检验,结合现场勘查结果共同确定叶片失效根本原因。
2.2.1 机组载荷适应性分析
使用气弹动力学模型沿着叶轮径向在不同距离上定义若干叶片截面,通过仿真计算可以得到不同风况下叶片各截面上的载荷变化时序。针对故障时刻的风速快速变化及风向角的快速变化进行仿真模拟,得出仿真极限载荷低于叶片设计载荷。风速风向耦合变化,风向变化幅值远超标准设计值。现场风速风向变化的仿真依据风速仪和风向标测到的风轮平面内的单点数据,整个风轮平面内的复杂变化难以还原。
2.2.2 叶片返厂诊断分析
对返厂叶片各部件按失效前的位置进行了拼接,并对各位置进行了尺寸标注。对关键部位进行宏观及微观检验。
2.2.2.1 宏观与微观检查
(1) 初始断点检查,判断三个主要断点;对粘接面进行整体检查,主要发现以下问题,即:粘接胶上存在树脂、局部粘接胶气泡、粘接缺口、腹板粘接为固化、撕裂光滑等问题,通过直尺测量厚度及宽度,经叶片厂和整机厂建模校核,参考设计图纸对粘接厚度的技术要求,得出粘接问题不是主要原因。
(2)避雷系统及雷击点检查。叶片蒙皮、接闪器、引下线检查,重点检查各断裂处,蒙皮内外均无熔蚀、碳化、穿孔等情况,未发现雷击点。为丢失的叶片引下线经自然拉拔、人工切割,已断裂为多根,每根电缆的电阻正常,主引下线、分支引下线电缆连接处未发现熔蚀、放电现象,但发现叶片开裂后迎风面前缘约L49m左右有一小孔,有可能为雷击天气导致。
(3)玻纤布层数完整性测量。根据叶片各段环向切段位置,每2m位置确认布层层数,确认区域为迎风面主梁、背风面主梁、前缘腹板、后缘腹板、迎风面蒙皮、背风面蒙皮、迎风面后缘UD、背风面后缘UD,数出并记录每一断面的布层层数,布层测试结果显示失效叶片可测量的位置布层符合技术要求。
2.2.2.2 关键项目检测
(1)依叶根接口图对0°标识进行了确认,标识无误。
(2)依据叶片失效关键项目检测方案,对叶片按照1m间隔进行切割,选取试样进行玻璃钢树脂含量、固化度、玻璃转变温度测量。
使用型号为DSC100L差式扫描量热仪,铝制40μL不加盖坩埚,高纯氮保护气体,纯度99.999%,气体流量50mL/min,选取(3×3×3)mm的样品,依据ISO 11357-2测量叶根蒙皮、腹板、注胶口、补强、模缝、粘接胶和断裂口的Tg值,同时对生产过程粘接胶抽样、玻璃钢抽样进行留样复测,重新测定试样20个,复测试样37个。经测定叶片玻璃钢、结构胶玻璃转变温度检测结果符合生产标准流程及设计技术要求,以下是对测量腹板的断口Tg测试图,见图6。
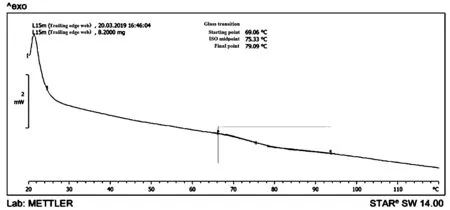
图6 L15后缘腹板玻璃转变温度(Tg)测试图
使用型号SRJX-4-13高温箱式电阻炉对断裂位置叶片选取尺寸为(25×25×5)mm的样品,依据ISO 1172标准测试树脂含量,共测定试样18个,经测定树脂含量符合设计标准,见图7(树脂含量测试后试样图)。
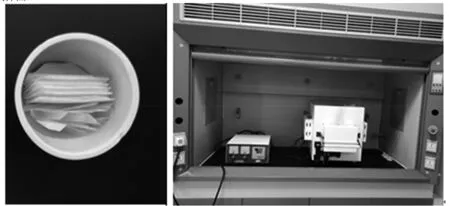
(a)测试试样 (b)测试设备
使用型号BSXT-06索氏提取器对失效叶片断裂点树脂不可溶分含量进行测定,共测定试样18个,依据ISO 368标准测试,经测定树脂不可溶分含量符合设计标准,见图8。

(a)测试试样 (b)测试设备
(3)叶片腹板定位检测。检测结果显示失效叶片可测量的位置腹板定位尺寸均符合技术要求。
2.2.3 原因分析
依据叶片失效原因分析流程,对在役失效叶片现场勘查和诊断分析后得出该风电机组叶片失效分析原因:
(1)风速快速变化叠加风向角剧烈波动导致风况急剧恶化,致使叶片扭曲并发生局部开裂;叶片持续运行开裂持续延伸,蒙皮及主梁分层;初始断口破坏加剧,腹板局部失稳;扭转形变持续加大,本体刚度瞬间减小,叶片整体失稳致叶尖扫塔,机械冲击导致腹板断裂,叶片整体断裂,机组故障停机。
(2)失效叶片机组所在海域故障期间存在持续雷暴天气,叶片叶尖段存在圆形孔洞,不排除叶片前期曾遭受雷击及雷击为叶片失效诱因的可能。
2.3 事后措施
依据叶片失效根本原因分析流程图所覆盖的内容,较好地指导了案例分析工作并还原了整个叶片失效过程,得出该叶片失效原因。对已更换失效叶片和风机进行了全面检测和安全评估,同时对该风场其它风机和同批次叶片现场运行过程进行动态监测,对存在隐患的系统或机械构件维修并更换,同时制订定期检修计划。完善了风电场运营商和整机商、叶片生产商失效分析和预测预防数据库,使涉及到的经济部门、生产部门、科研部门、教育部门及社会部门做好经验总结及预防。
3 结束语
叶片是风力机的关键部件,其科学的设计、高质量的生产制造、高效及严格的检测都对风电机组安全可靠运行起着至关重要的作用。本文借鉴机械失效原因分析步骤,结合失效原因分析流程图,根据大量叶片失效原因分析制定了叶片失效分析流程图,并结合具体案例进行详细分析及相关数据检测,得出该叶片失效原因,验证了该流程可行性,以帮助行业更便捷地分析叶片失效根本原因同时减少叶片事故发生,提高行业叶片质量。
猜你喜欢
大电机技术(2022年3期)2022-08-06
现代电力(2022年2期)2022-05-23
一重技术(2021年5期)2022-01-18
铁道建筑(2021年10期)2021-11-08
建材发展导向(2021年13期)2021-07-28
今日农业(2020年19期)2020-12-14
海峡姐妹(2020年8期)2020-08-25
现代农业科技(2018年11期)2018-08-14
中学生数理化·八年级数学人教版(2016年4期)2016-08-23
风能(2016年11期)2016-03-04
