
我国钢筋机械连接与锚固技术实践与展望*
2021-06-29 03:33李智斌邵康节吴广彬
施工技术(中英文) 2021年9期
李智斌,赵 杰,邵康节,吴广彬
(1.国家建筑工程技术研究中心,北京 100013; 2.中国建筑科学研究院有限公司,北京 100013)
1 钢筋机械连接技术
目前,我国常见的钢筋机械连接接头包括带肋钢筋套筒挤压接头、镦粗直螺纹接头、滚轧直螺纹接头、套筒灌浆连接接头等,如图1~4所示。由于钢筋机械连接技术具有性能优异、施工便捷、节能减排等优势,已得到广泛应用。在现浇钢筋混凝土结构中,主要采用镦粗直螺纹接头和滚轧直螺纹接头。在装配式钢筋混凝土结构中,相邻预制构件钢筋连接主要采用套筒灌浆连接接头或浆锚搭接接头。近年来,随着新材料的发展和特种工程需求的提高,新的连接技术不断涌现,如不锈钢钢筋机械连接技术、核电工程抗飞机撞击用钢筋机械连接技术、耐低温钢筋机械连接技术等。

图1 带肋钢筋套筒挤压接头

图2 镦粗直螺纹接头

图3 滚轧直螺纹接头
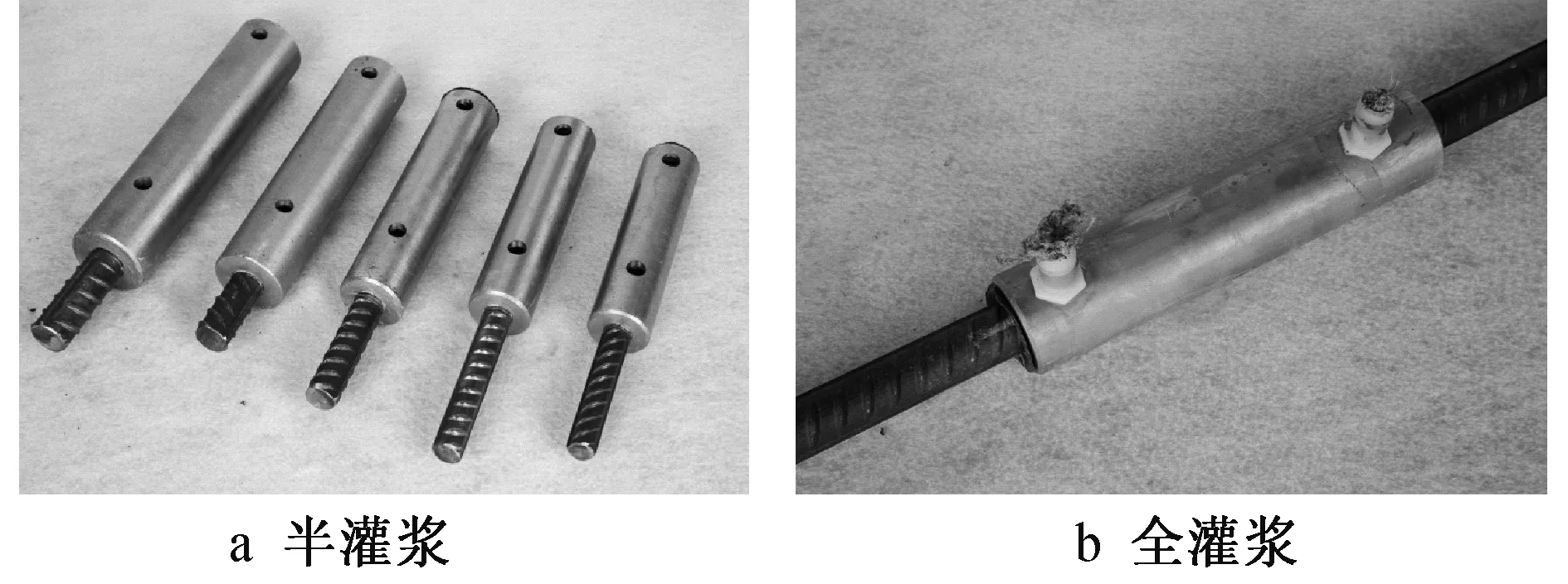
图4 套筒灌浆连接接头
1987年,北京中央电视塔工程率先采用带肋钢筋套筒挤压接头,开启了我国钢筋机械连接技术工程应用的先河。随着技术的发展,我国相继自主研发了锥螺纹接头、熔融金属充填技术、镦粗直螺纹接头、滚轧直螺纹接头和套筒灌浆连接技术等,并应用于港珠澳大桥、杭州湾跨海大桥、三门核电站、海阳核电站、陆丰核电站、昌江核电站、田湾核电站、三峡水电站、溪洛渡水电站、乌东德水电站、龙羊峡水电站等重大项目中,应用范围与数量均为国际领先。近年来,我国钢筋机械连接与锚固行业积极参与海外市场竞争,并不断取得佳绩,应用我国钢筋机械连接技术的海外标志性工程包括印度塔、俄罗斯联邦大厦、墨西哥Torre Reforma大厦、马来西亚槟城二桥、印度尼西亚泗水-马都拉大桥、阿尔及利亚巴哈吉体育场等。值得一提的是,在港珠澳大桥和漳州华龙一号核电工程建设中,我国科研人员通过刻苦攻关,分别实破了不锈钢钢筋机械连接技术、抗飞机撞击用钢筋机械连接技术长期被国外公司垄断状况,解决了工程建设“卡脖子”问题。
我国在镦粗、滚轧直螺纹接头加工设备、工艺等方面取得较多创新成果,如我国镦粗直螺纹接头加工设备质量及体积仅为国外的1/4~1/3,方便施工现场使用,在国际市场中具有较强竞争力;滚轧直螺纹接头加工设备增加端部整形和倒角装置,有效改善了钢筋接头残余变形性能,降低了设备配件损耗;与钢筋端部螺纹接头加工配套的钢筋切断设备逐步由单根切断的简易设备发展为具备自动定尺成排锯切下料或圆弧刀下料的自动化生产线设备,效率倍增。
我国科研人员在开发钢筋机械连接新技术、新产品的同时,对制定和完善钢筋机械连接技术相关规范、标准开展了大量工作。1996年,我国第1部钢筋机械连接通用性行业标准JGJ 107—96《钢筋机械连接通用技术规程》发布实施,对于提高接头质量、规范技术管理具有重大意义。2003,2010,2016年分别对该标准进行了修订完善,对于不断引领和指导行业发展起到重大作用。2013年,产品行业标准JG/T 163—2013《钢筋机械连接用套筒》发布实施,完善了我国钢筋机械连接技术规范体系,对规范钢筋机械连接用套筒设计、制作与应用等起到重要作用。近年来,随着我国装配式建筑的发展,自主研发的套筒灌浆连接接头在工程中得到广泛应用,配套的标准陆续发布实施,包括JGJ 355—2015《钢筋套筒灌浆连接应用技术规程》、JG/T 398—2019《钢筋连接用灌浆套筒》、JG/T 408—2019《钢筋连接用套筒灌浆料》、T/CCIAT 0004—2019《钢筋套筒灌浆连接施工技术规程》等。除上述现行标准外,我国还发布实施过JGJ 108—96《带肋钢筋套筒挤压连接技术规程》、JGJ 109—96《钢筋锥螺纹接头技术规程》、JG/T 3057—1999《镦粗直螺纹钢筋接头》、JG/T 163—2004《滚轧直螺纹钢筋连接接头》等,虽然这些标准已废止,但在一定时期内其对各类钢筋机械连接接头的应用起到了重要指导作用。
我国行业标准对于钢筋机械连接接头性能的部分要求高于国际标准,这为我国产品进入国际市场奠定了基础。我国参与编制了ISO 15835-1∶2018《Steels for the reinforcement of concrete—Reinforcement couplers for mechanical splices of bars—Part 1: Requirements》,ISO 15835-2∶2018《Steels for the reinforcement of concrete—Reinforcement couplers for mechanical splices of bars—Part 2: Test methods》,ISO 15835-3∶2018《Steels for the reinforcement of concrete—Reinforcement couplers for mechanical splices of bars—Part 3: Conformity assessment scheme》,并发挥重要作用,如我国技术规程中给出的钢筋接头反复拉压性能被上述标准采纳,作为钢筋接头抗震性能要求外的附加性能要求。
2 钢筋机械锚固技术
近年来,我国钢筋机械锚固技术发展迅速,以钢筋锚固板为代表的新型机械锚固装置得到广泛应用,为工程界解决钢筋锚固问题提供解决方案。螺纹连接钢筋锚固板和摩擦焊接钢筋锚固板分别如图5,6所示,其锚固性能良好,可节约锚固用材,方便施工,解决钢筋排布密集问题,加快钢筋工程施工速度,提高钢筋工程质量。

图5 螺纹连接钢筋锚固板

图6 摩擦焊接钢筋锚固板
1988年起,我国陆续开展了2批钢筋机械锚固技术系统试验研究,成为GB 50010—2002《混凝土结构设计规范》有关钢筋机械锚固规定的主要试验依据。2004年起,开展了螺帽垫板合一的新型钢筋机械锚固措施研发试验。2007年,螺纹连接钢筋锚固板技术正式面向市场。GB 50010—2010《混凝土结构设计规范》采纳了钢筋锚固板最新研究成果,且JGJ 256—2011《钢筋锚固板应用技术规程》、17G345《钢筋锚固板应用构造》等陆续发布实施,便于广大设计人员和施工人员更快、更好地掌握与应用钢筋锚固板技术。钢筋机械锚固技术被连续列入2010,2017年版《建筑业10项新技术》。
目前,我国新型螺纹连接钢筋锚固板技术得到广泛应用,已处于国际领先水平,且随着工程实践经验的不断积累,该技术日趋完善,并在三门核电站建设中首次取代美国公司同类产品,已应用于海阳、陆丰、昌江、方家山、福清、三澳、漳州等大批核电站中。其他典型工程应用包括白沟国际箱包交易中心、海南大厦、鄂尔多斯体育场等,均取得良好应用效果及经济效益。在港珠澳大桥、深中通道、大连湾海底隧道等交通建设领域工程中,摩擦焊接钢筋锚固板得到了大规模应用。
3 存在的问题与建议
3.1 对套筒高温后力学性能的关注不够
目前,为降低生产成本,部分套筒生产厂家采用专用加工设备,利用Q235,ML08AL,50BV30等原材料经多次冲压冷加工得到套筒毛坯,并加工内螺纹制成冷作强化直螺纹套筒成品。但有关试验表明,冷作强化直螺纹套筒高温后极限抗拉强度降低甚至直线下降,给工程建设带来极大安全隐患,应给予充分关注。冷作强化直螺纹套筒设计与生产应严格遵守《钢筋机械连接用套筒》的相关规定,不应利用经冷加工提高的强度减少套筒横截面面积。套筒生产厂家在加强创新、降低生产成本的同时,应充分关注套筒高温后力学性能变化。进行钢筋机械连接产品定型设计时,应考虑产品防火性能。使用方应对套筒原材料引起足够重视,按照《钢筋机械连接用套筒》的相关规定,加强对套筒原材料来源、加工工艺的追溯。在有耐火要求的情况下,需增加套筒入场防火性能检验。建议修订JGJ 107—2016《钢筋机械连接技术规程》时增加对钢筋接头防火性能的要求。
3.2 采用非标套筒
长期以来,直螺纹套筒内螺纹采用60°牙型角,符合相关国家标准及国际通行牙型角度设计要求。但近年来,为降低直螺纹套筒加工成本,部分生产厂家采用70°,75°等非标准牙型角度,内螺纹设计、加工与检验均缺乏有关标准依据,螺纹检具本应由具备资质的量具刃具厂家生产,而目前套筒生产厂家自制螺纹检具,易造成质量管理失控。值得注意的是,《钢筋机械连接用套筒》附录A建议的钢筋机械连接用直螺纹套筒最小尺寸参数是指套筒原材料力学性能不低于GB/T 699—2015《优质碳素结构钢》中45号钢的相关要求,当采用60°牙型角且生产厂家具有良好质量控制水平时,直螺纹套筒可选用最小尺寸。然而,部分生产厂家在原材料未采用45号钢的情况下,采用冷加工工艺成型套筒时,未分析具体情况,一律不进行退火处理,且进行套筒设计时利用经冷加工提高的强度减少套筒横截面面积;部分生产厂家采用非60°牙型角时,仍机械地采用《钢筋机械连接用套筒》附录A建议的最小尺寸。对于上述非标套筒情况,工程界应给予充分关注,并加强管理。
3.3 忽略接头性能
近年来,工程应用需求不断变化,要求钢筋具有更高强度、可整体连接、方便预制构件连接等,使新型钢筋机械连接套筒或装置不断涌现。部分产品开发者仅考虑钢筋接头抗拉强度和操作性要求,忽略《钢筋机械连接技术规程》对变形、保护层厚度、同一连接区段内钢筋机械连接接头面积百分率等要求。另外,接头防火、抗疲劳、低温性能等常被忽略,部分产品型式检验与实际工程应用场合不符,给工程质量造成极大隐患。为此,进行国家和行业标准修订时,应对上述问题予以重视,产品开发者和应用者应牢固树立遵守标准、规范规定的意识。
4 展望
目前,我国大力提倡建筑工业化和智能建造,这是我国建筑业高质量发展的必由之路。钢筋机械连接与锚固行业应顺势而为,在基于技术质量的前提下,继续开拓创新。在此,提出以下展望。
1)提高钢筋机械连接与锚固行业工业化与智能化生产制作水平,节约劳动力,降低劳动强度,提高生产质量。
2)进一步开发与完善钢筋笼、钢筋网片、钢筋骨架等整体钢筋机械连接技术,提高我国钢筋工程施工效率与工业化建造水平。
3)提高钢筋螺纹加工设备生产效率,以实现钢筋螺纹自动化生产加工。
4)提高钢筋套筒灌浆连接接头质量,鼓励组建专业化灌浆施工队伍,建立科学的灌浆施工与质量检验监督体系。
5)进一步发展螺纹连接、摩擦焊接钢筋锚固板产品与技术,研究和完善钢筋锚固板应用技术条件,消除技术障碍,进一步扩大工程应用。
6)完善500MPa级并研发600MPa级钢筋机械连接与锚固技术,以适应更高强度钢筋的发展与应用。
7)修订或制定相关标准,完善标准体系,规范和促进行业高质量发展。
猜你喜欢
中国化肥信息(2022年7期)2022-08-31
结构工程师(2022年2期)2022-07-15
林业科技(2022年2期)2022-04-27
建材发展导向(2022年6期)2022-04-18
上海大中型电机(2021年2期)2021-07-21
煤气与热力(2021年2期)2021-03-19
河北果树(2020年4期)2020-11-26
上海建材(2020年3期)2020-09-25
海军航空大学学报(2015年3期)2015-11-11
航空标准化与质量(2013年5期)2013-08-29
