提升连铸功能耐材使用寿命的实践
2021-07-01 05:46王洪永
中国金属通报 2021年6期
王洪永
(山东钢铁集团日照有限公司,山东 日照 276800)
随着连铸技术的不断发展,连铸用功能耐火材料产品与应用正逐步走向成熟,但如何进一步提升耐材使用寿命仍是连铸技术人员的不懈追求的目标,提升连铸功能耐材使用寿命对提高铸机作业率、降低吨钢成本有着重要的作用。为此,在发展连铸技术的同时,相应发展连铸用功能材料,连铸用功能材料是连铸机组中的重要部位,除具有一般的功能性外,还要求有净化钢水、改善钢的质量、稳定钢水的温度和成分、控制和调节钢水流量等功能。特点是高性能、高精度和高技术,由于使用条件苛刻,要求安全可靠。连铸用功能耐材主要包括:大包套管、中间包塞棒、方坯快换水口、浸入式水口等,本文将从技术及生产实践角度介绍提升连铸功能耐材使用寿命的一些具体方法。
1 大包套管
大包套管主要用于钢包与中间包之间,用于防止钢水被二次氧化和钢水飞溅。目前应用的大包套管多为免烘烤铝碳质套管。
其损毁部位有以下几点:一是渣线侵蚀重,主要为随着使用寿命的延长中包渣、中包覆盖剂、稻壳等对渣线部位的侵蚀造成;二是中部窜钢,主要原因为钢液偏流冲刷和吹氧清扫导致套管内壁损坏;三是内部扩孔严重,主要原因为套管上口密封不严、吸气严重使套管内壁氧化脱碳不耐钢水冲刷侵蚀导致。提高大包套管寿命的措施如下。
1.1 渣线侵蚀重
一方面可改进渣线材质,在渣线部位加入ZrO2提高套管在渣线抗侵蚀性;一方面可对渣线部位进行加厚,提高使用寿命;另外在操作中,在保障套管插入钢水深度150mm以上的情况下,通过不同炉次大包回转台升降调节实现变渣线操作,提升套管使用寿命。
1.2 大包套管中部窜钢
属于操作问题,实现精准操作,必须保障大包套管与钢液流动方向一致,特别注意在待浇位座钢包或吊离钢包时大包套管的位置变化,出现套管偏问题及时予以调正。吹扫套管冷钢注意观察,氧气流量、压力不得过大,避免烧氧管集中于一个部位吹扫。
1.3 大包套管内部扩孔
由于套管碗部密封不严吸氧造成,应选择合适厚度及形状的套管密封垫,保障套管吹氩保护流量和压力,烧套管冷钢避免损坏套管碗部,清完冷钢后仔细观察,如碗部有残留冷钢渣及时清理干净。
通过以上措施的采取,大包套管使用寿命得以提升,套管通钢量达到1000t以上。
2 中包塞棒
中包塞棒安装于中间包内,起开闭作用,通过控制塞棒头部至中间包水口的位置来调节进入MD的钢水流量,保证结晶器内钢水液面稳定。中包塞棒是中包系统中非常关键的耐火材料,以保证使用安全为第一要素,一旦塞棒失控,由于其不可更换将导致连铸中断浇注。
中包塞棒材质多为铝碳质,其损毁原因主要有:一是塞棒渣线部位侵蚀严重,主要为渣线部位受中包渣及覆盖剂侵蚀,渣线部位变细,严重时可导致塞棒断中断浇注。二是棒头部位受冲刷侵蚀出现沟槽,导致中包塞棒关不住。三是无明显侵蚀的塞棒断,在塞棒任何部位无明显侵蚀出现的塞棒断现象,主要原因有塞棒本身存在细微缺陷未被发现;塞棒在运输、吊装过程中出现磕碰导致损伤;在塞棒棒头、渣线部位添加抗侵蚀材料后,棒头、渣线与棒身部位的过渡区在制作中出现明显分层,导致在使用过程中在过渡区直接断棒。提高中包塞棒寿命的措施如下。
2.1 改进提高材质
在性能上除具有一定的冶金功能外,还要求有优异的抗热震性、高温强度和抗侵蚀性等。随着薄板(带)坯连铸、近终形连铸等技术的发展以及对铸坯质量要求的提高,连铸用材料无论在原料选用、制作工艺或产品的功能等方面均已进入高技术陶瓷或高温陶瓷领域。该材料由于受到钢水、熔渣等高温下的物理化学作用,使用条件更加苛刻。
渣线及棒头改进材质增加抗侵蚀、抗冲刷性能,塞棒渣线、棒头部位可使用ZrO2-C材质进行复合。塞棒渣线部位可适当加粗提高其使用寿命,对于棒头与棒身过渡部位在制作过程中保障过渡部位填充效果。
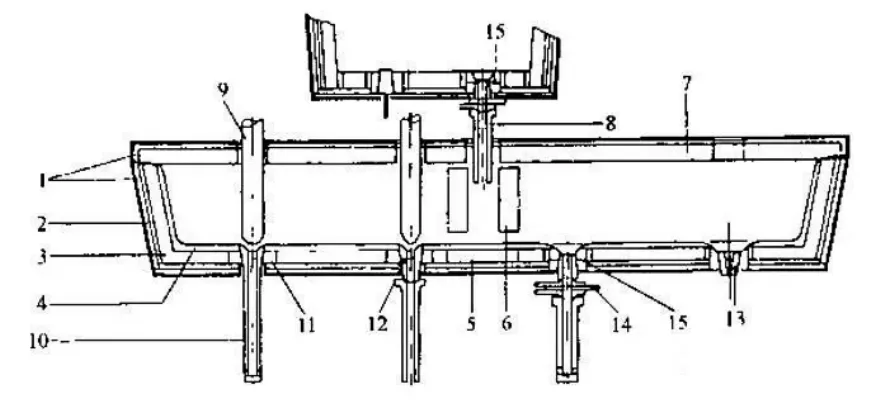
图1 连铸功能耐材图
2.2 塞棒检测与包装
塞棒要求出厂前全面探伤检测,塞棒内部有裂纹的严禁出厂,塞棒采用木箱包装,单个塞棒做好防护,防止相互碰撞产生损伤。
2.3 塞棒的吊运与安装
在单个塞棒吊运过程中,使用专用吊具,两人配合,小心轻放,防止任何碰撞,如过程出现碰撞情况,此支塞棒严禁使用。在安装塞棒过程中,保障塞棒对中良好,出现不对中情况不得使用工具触碰塞棒调整。
2.4 塞棒使用过程中的操作控制
严格控制钢水中的氧含量;严格控制钢包浇注后期的下渣量;在塞棒使用过程中通过降低钢水液面或用钢棒触碰的方式观察测量渣线侵蚀状态,发现侵蚀严重及时组织换包;在使用过程中在保障大包套管插入深度的前提下,通过变化中间包液面高度实施变渣线操作,提高塞棒使用寿命。
通过以上措施的采取,中包塞棒寿命得到提高,能够保持与中包寿命一致,中包塞棒损坏原因造成的铸机事故得到大幅度降低。
3 浸入式水口
浸入式水口用于中间包与结晶器之间,用于防止钢水二次氧化、稳定结晶器液面,目前浸入式水口的材质多为复合锆碳层的铝碳质浸入式水口,还有复合锆质的熔融石英质浸入式水口。
浸入式水口损坏部位主要有:一是渣线侵蚀严重,导致水口在渣线除穿孔;二是板坯浸入式水口快换时,在水口颈部断裂;三是因钢水粘造成水口内部结瘤堵塞水口,拉速提不起来被迫更换水口。提高浸入式水口使用寿命的措施有以下几点。
3.1 渣线侵蚀重
首先应提高渣线复合层材质质量,提高抗熔渣侵蚀性,其次在满足浸入式水口插入深度的前提下实施变渣线操作,每道渣线使用2小时,每隔20mm变一道渣线,可变3~4道渣线,提升浸入式水口使用寿命。
3.2 水口颈部断裂
对于板坯浸入式水口打水口颈部断裂主要是材质问题,应提升浸入式水口机械强度,另外需调整好浸入式水口快换机构压紧力,避免过紧。
3.3 钢水粘换水口
钢水粘堵塞水口问题一直是困扰连铸工作者的重要问题,尤其是在薄板坯浇注低碳钢、超低碳钢种时容易发生,钢水粘导致拉速提不起来,严重时造成停机,影响铸机正常生产,频繁更换浸入式水口,严重影响浸入式水口寿命的提高,为此对钢水粘产生原因进行系统分析。
取三次钢水絮流后水口结瘤产物进行化验,结果如下。

表1 三次钢水絮流水口结瘤产物化学成分分析
从化验结果看,下水口结瘤主要是高熔点的氧化物,以Al2O3为主,并混有MgO·Al2O3尖晶石、Cao、Al2O3系矿物以及少量的硅酸盐。在钢铁生产中,使用铝进行脱氧,在含铝钢生产中,铝使用量较大,为避免水口堵塞在钢水精炼过程中要对钢水进行钙处理,钙含量主要根据钢中铝含量确定,一般按Ca/Als ≥0.1 控制,钙在钢中起到夹杂物变性作用。采取Ca处理及底吹氩工艺,特别在Ca 处理后保证足够的软吹氩时间,可使夹杂物充分聚合上浮。准确测定钢中Als含量,并根据Als含量确定喂入钙线量,有效控制夹杂物性质,能够大幅缓解水口堵塞问题。
另外,在实际操作中中包第一炉也易出现钢水粘问题,可采取烘烤中包前清理干净中包内杂物,在开浇前向中包内注入氩气,在钢水高度达到大包套管底端后及时添加覆盖剂减少钢水氧化等措施防止钢水粘现象发生。
通过采取以上措施,板坯铸机的浸入式水口寿命得到较大幅度的提升,铸机钢水粘现象得以有效缓解。
4 方坯铸机快换水口
方坯定径快换水口是方坯连铸机重要的功能耐材,对提高中间包使用寿命、降低耐材成本起着关键作用,其包含中间包上水口、下水口及快换机构,通过使用不同孔径的快换定径下水口控制方坯铸机拉坯速度,定径下水口使用寿命为4~5小时,到寿命后更换中包下水口,整体中间包使用寿命可达50小时以上。
方坯快换水口损坏原因主要有:一是上水口内孔扩径严重导致中间包低寿命换包;二是上水口与下水口之间夹钢片,严重时将导致水口间窜钢。提高方坯铸机快换水口使用寿命的措施。
4.1 上水口扩径重
对于此问题,一方面要求厂家提高上水口锆芯质量、增加锆芯厚度提高使用寿命;一方面在使用过程中出现低温、钢水粘烧眼情况,提高操作精准度竖直插入烧氧管,避免烧氧烧损上水口锆芯。
4.2 上下水口间夹钢片
主要从快换机构安装使用入手予以解决,应规定机构总使用次数,超出的予以报废,严格执行好机构装配标准,对同一机构的气体弹簧必须使用相同压力的,低于规定压力的气体弹簧予以报废。另外下水口锆芯薄导致上水口扩孔后侵蚀至下水口外围料,外围料不耐侵蚀导致夹钢片严重问题,可采取加下水口上口锆芯外径的措施予以防止。
通过以上措施的采取,方坯铸机快换上、下水口寿命得到提高,方坯铸机中间包平均保龄稳定在55小时以上的水平。
5 结语
通过对影响连铸机用各项功能耐材使用寿命因素进行系统分析,并结合铸机生产工艺实际,提出了大包套管、浸入式水口、中包塞棒、方坯浸入式水口提升使用寿命的实践控制措施,实施后使连铸机功能耐材使用寿命得到较大幅度的提升,降低了铸机耐材成本。
猜你喜欢
工业加热(2022年10期)2022-11-28
昆钢科技(2021年5期)2021-12-14
铝加工(2021年1期)2021-12-02
铝加工(2020年6期)2020-12-20
装备维修技术(2020年6期)2020-11-20
缔客世界(2020年8期)2020-04-09
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02