
延长超白太阳能玻璃窑炉窑龄维护实践
2021-07-06 01:45黄才富杨国伟覃红武
玻璃 2021年6期
黄才富 杨国伟 覃红武
0 引言
窑炉是平板玻璃生产的核心设备,其直接决定着一个窑期的使用年限,同时影响着玻璃产质量及成本的控制。
超白太阳能玻璃在熔化过程中其玻璃液有着良好的透热性,缩小了玻璃液深度方向的温度梯度,玻璃液总体温度高,黏度更小,流动性更强,对池壁侵蚀、冲刷更剧烈。为平衡窑炉整体寿命,设计上虽采取了加深池深,增加一层池壁密封料层等措施,但目前国内超白太阳能玻璃窑炉运行寿命一般为4~7年,池壁是影响窑龄的最大短板。本文通过分析超白玻璃窑炉池壁加剧侵蚀状况和机理,配合日常维护处理实践,找出提高窑炉运行安全及延长使用寿命的有效方法。
1 普通玻璃与超白玻璃窑炉池壁烧蚀对比
经收集观察普通玻璃与超白玻璃窑炉池壁烧蚀程度差异,超白玻璃窑炉主要表现出以下两大特点:
(1)全池壁蚀损严重,深度上不分上、中、下,区域上不分熔化区、澄清区;
(2)熔化区池壁砖缝从上至下“贯穿式”侵蚀,且断裂部位侵蚀明显严重,掏洞穿孔漏玻璃液风险大。

图1 普通玻璃窑炉料堆区池壁侵蚀外观

图2 超白玻璃窑炉料堆区池壁侵蚀外观
2 超白窑炉池壁侵蚀严重原因分析
目前国内超白窑炉池壁多数选用与普通窑炉基本相同的材质,即为电熔锆刚玉砖(AZS砖)。虽同质,但却有不同侵蚀结果。
2.1 全池壁侵蚀过快原因分析
单从耐火材料来看,池壁侵蚀速度随玻璃液温度升高而增快。特别是在高温度条件下工作,试验数据表明:温度每升高100 ℃,侵蚀速率加快2倍。同时,玻璃液温度高,其黏度小,流速更快,冲刷侵蚀也会随之加快。因此,受超白玻璃液温度高与流速快两因素“叠加”作用,是导致超白玻璃窑炉全池壁整体侵蚀过快的主要原因。玻璃液温度对池壁侵蚀关系曲线如图3所示。
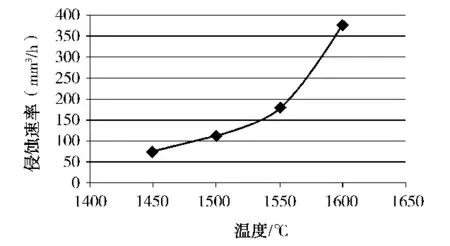
图3 温度与耐材侵蚀速度的关系
2.2 池壁砖掏缝、掏洞原因分析
一般情况下,玻璃液渗入池壁砖缝,与砖缝内析出的玻璃相和气泡向上运动以及缝隙处回流作用,会导致砖缝侵蚀加重。而超白玻璃窑炉池壁砖缝都出现整体掏缝现象,故必然有其自身特殊条件及原因。
从超白玻璃工艺差异看:①成分中超白玻璃含铁量极低;②为进一步提高超白玻璃透过率,需提供更多的氧,氧化还原反应易导致气泡的产生及澄清困难,故超白玻璃液中相对会有更多气泡残留。从超白玻璃与AZS砖坩埚反应试验 (30 h)测试得:低温下(1100~1150 ℃)超白玻璃中AZS的敏感性高,发泡最为剧烈,且随AZS耐材锆含量增加而呈增多趋势,如图4所示。
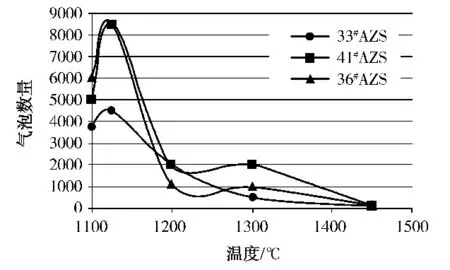
图4 AZS砖发泡变化曲线
从锆钢玉砖膨胀系数看:在温度为1100~1200 ℃时,其膨胀率有急剧变小趋势;且当温度升到约1400 ℃,膨胀并未超过之前最大点,如图5所示。并在1020 ℃、1210 ℃、1435 ℃三个温度下模拟试验观察AZS砖砖缝变化,后两个温度条件砖缝仍有透亮,说明无法合缝,如图6所示。
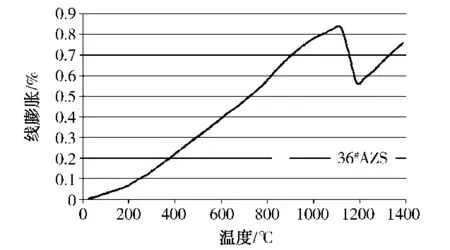
图5 锆钢玉砖(AZS)膨胀系数曲线

图6 AZS砖砖缝间隙与温度变化
超白玻璃窑炉内玻璃液的温度大多数与AZS砖收缩大的区域重合,致使砖缝更易出现无法合缝现象,即“内张口”的开缝,从而可导致更多玻璃液和外界空气的渗入。空气和玻璃液通过耐材中电子的传导发生氧化还原反应,可析出众多气泡。在1120 ℃温度下模拟砖缝发泡的再现试验结果显示:砖缝区域气泡众多,如图7所示。

图7 砖缝发泡现象
从以上分析可得:当温度为1100~1200 ℃时,由于超白玻璃液工艺原因,自身有更多气泡残留,可诱使AZS砖剧烈“发泡”;同时,窑炉池深方向大部分区域均处该温度条件下,与AZS砖急剧收缩温度区重合,故AZS砖缝开缝易造成玻璃液和外界空气渗入,形成固、液、气三相共存界面发泡及侵蚀加剧;应是导致超白玻璃窑炉池壁呈现全池壁“气泡向上钻蚀”掏缝、掏洞的主要影响原因。
3 某司超白太阳能玻璃窑炉池壁维护实践
某司超白太阳能压延窑炉2012年点火投产,生产过程共分四次进行池壁绑砖。虽受投产初期改变冷却方式,绑砖相对提前,但该窑炉现安全运行已过9年,成为现有国内运行时间最长的一座超白太阳能玻璃窑炉。
3.1 重视池壁冷却保护
超白玻璃窑炉池壁砖厚设计为250 mm,点火投产运行半年一直未开池壁冷却风,后在小炉区池壁上沿直接贴高150 mm的水包冷却再运行一年,但当移开池壁冷却水包检查时发现,热点区池壁上沿局部已出现较重渗透玻璃液现象,最终窑炉运行不到两年时间进行了第一次上半部池壁绑砖保护,相比正常时间提前了1~2年。由此可见,正确选择池壁冷却方式对保护池壁有着事半功倍的效果,而直接风冷仍是目前最优的方式之一。同时运行过程仍需严密监控池壁外表发红情况与外表温度变化,及时作出增加冷却风等优化调整。
3.2 原池壁(未绑砖时)局部侵蚀隐患处理保护
在窑炉运行到4年时,巡检发现熔化澄清部后山墙池壁中部黏土保温砖砖缝有“挤牙膏”式渗漏玻璃液现象,如图8所示;后用直径为60 mm空心水钻头,加水钻取池壁外围黏土保温砖,分步、分层查找池壁侵蚀漏点,如图9所示;随着钻孔越接近漏点,孔内越发亮,并在钻到第4个孔时,刚钻进约一半,明显感到钻头已“不受力”,事后发现原黏土保温砖已被玻璃液侵蚀掉约40 mm厚,抽出钻头时玻璃液直接满孔“外窜”,紧急插入水管“冷冻”,止住了玻璃液。经清理发现池壁掏洞大小约为250 mm×150 mm,蚀洞如图10所示;最后采取局部绑砖并加风冷却进行热修,绑砖如图11所示。因此,要保证超白窑炉池壁运行安全,必须通过有效检查,第一时间发现风险部位并提前作“钻洞”或“开槽”处理(清掉池壁砖缝外黏土砖),方便周围降温、人员观察与抢修。

图8 渗漏玻璃液外观

图9 钻保温砖查漏点

图10 池壁侵蚀漏点

图11 局部绑小砖
3.3 分步多次池壁绑砖保护
目前该窑炉池壁先后分步四次进行绑砖保护。其中2#~ 4#炉上半部分池壁已是第三层直贴绑砖。按国内多层池壁绑砖操作方式有三种:①降低玻璃液面替换原绑砖;②水包(水管)“冷冻”玻璃液替换原绑砖;③不拆除原绑砖,直接外贴新绑砖。由于前两种方式会造成生产线全线停产及严重影响玻璃质量,同时操作风险难把控,故选择直接外贴。在窑炉设计时,专门加宽了挂钩砖尺寸,将胸墙托铁板相对外移近100 mm,为三层直接贴砖留足空间。目前第三层绑砖虽与脑墙托铁板有近20~30 mm的重叠,但经设计“刀把”形间隙砖,留出冷却空隙,效果理想。绑砖时间及区域如表1所示。

表1 窑炉池壁绑砖操作时间及区域

图12 原池壁结构

图13 第二层池壁绑砖

图14 池壁全绑砖

图15 第三层绑砖
可见,由于各区域池壁烧损情况与速度不同,窑炉池壁选择合适的绑砖时机非常重要。过早会加剧原池壁的烧损速度,反而带来不利;过晚绑砖操作安全风险极大。故分区、分步、多次进行池壁绑砖对于池壁保护有很好的实践意义。
4 结语
超白太阳能玻璃窑炉池壁“无厘头”的侵蚀,直接威胁着整个窑炉安全及使用寿命。究其原因主要是超白玻璃与目前池壁锆刚玉砖自身特性短板造成。因此,在建新超白窑炉时,需优先选择更先进的新型耐火材料加以解决,同时需对现用锆刚玉池壁砖侵蚀有充分认识,并在日常运行过程中有针对性进行保护与应急处理,并通过分步、多次池壁绑砖保护,最终达到窑炉安全运行及更长窑龄。
猜你喜欢
玻璃(2022年2期)2022-03-03
华人时刊(2021年15期)2021-11-27
新潮电子(2021年7期)2021-08-14
建材发展导向(2021年13期)2021-07-28
中学生天地·高中学习版(2020年3期)2020-04-10
消防界(2019年9期)2019-09-10
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
佛山陶瓷(2017年1期)2017-02-23
少儿科学周刊·儿童版(2015年7期)2015-11-24
少儿科学周刊·儿童版(2015年7期)2015-11-24
