溶解温度及NMMO溶剂浓度对纤维素溶解的影响
2021-07-13 01:58程春祖徐中凯徐纪刚
纺织高校基础科学学报 2021年2期
程春祖,徐中凯,张 东,徐纪刚,刘 聘
(中国纺织科学研究院有限公司 生物源纤维制造技术国家重点实验室,北京 100025)
0 引 言
Lyocell纤维是一种绿色环保再生纤维素纤维,是将纤维素浆粕直接溶解在NMMO溶剂中,再经过干喷湿纺得到的。该纤维的制备工艺较为环保[1-5]。目前,奥地利兰精公司、印度博拉公司、中国纺织科学研究院有限公司等均建立了工业化生产线[2]。该工艺所使用的溶剂NMMO无毒且几乎完全在封闭的回路中进行,回收率高达99.7%[3-4]。
Lyocell纤维工艺一般分为浆粥制备、悬浮阶段和溶解阶段[1,5]。许多研究者对该工艺的各个阶段进行了研究。文献[6-7]研究发现:在较高的NMMO质量分数下,纤维发生“崩裂溶解”;在较低的质量分数下,纤维发生“溶胀溶解”。过高的溶剂质量分数会导致纤维素表层快速溶解,阻止内部继续溶解。因此,Lyocell纤维工艺一般使用较低的NMMO质量分数和较低温度使浆粕在悬浮阶段发生溶胀[8-9],并在真空条件下脱去水分,逐步提高NMMO质量分数,然后在更高的温度下进行溶解。
然而,Lyocell纤维制备的高成本一直是影响其发展的主要问题,主要体现在溶解和溶剂处理及回收上的能耗高导致成本高。为了提高纤维素的溶解效率,SAYYED等使用超声波促进纤维素的溶胀,从而促进纤维素的溶解[10];SAYYED等还使用预膨胀过程,促进了纤维素的溶解,并且降低了溶解过程的机械能[5,11-12];元伟等[13]、KOSAN等[14]使用酶处理纤维素,以促进纤维的溶解;张东等使用粉碎设备对浆粕进行活化,以促进纤维素的溶解[15]。但是,上述研究结果有的存在难以工业化的问题,有的存在能耗难以定量分析等问题。
本文建立纤维溶解状态、搅拌功率和不同工艺阶段之间的联系,进一步对比分析Lyocell制备过程中温度、质量分数等工艺条件,并使用搅拌功率表征不同工艺的区别与能耗。为Lyocell纤维制备过程中检测纤维溶解状态、提高溶解效率、降低能耗提供理论依据。
1 实 验
1.1 材料
纤维素浆粕(聚合度(DP)620,α纤维素含量95.5%);N-甲基吗啉-N氧化物水溶液(NMMO,质量分数50%,印度AMINES & PLASTICIZERS公司,使用前蒸馏至所需浓度)。使用没食子酸丙酯作为微量添加的稳定剂。
1.2 实验过程
将浆粕、NMMO、水三者按照质量分数1∶8∶n的比例制备浆粥(n值根据所需要的NMMO浓度确定),并加入占浆粕质量1%的没食子酸丙酯稳定剂。在温度100~110 ℃、真空4~6 kPa、搅拌速度150 r/min的条件下抽真空至溶解。搅拌过程中使用HP-9800型功率计监测搅拌实时功率与空转功率。每隔5 min或10 min取样,并使用偏光显微镜观察。
2 结果与讨论
2.1 搅拌功率曲线
在纤维素溶解过程中,通过搅拌促进溶解。为了表征溶解不同阶段的差别,使用搅拌功率表征溶解过程中的不同阶段,并结合各个时间段的显微镜照片,建立搅拌功率、纤维溶解状态和溶解阶段之间的关系,为溶解过程整体能耗的计算建立基础。
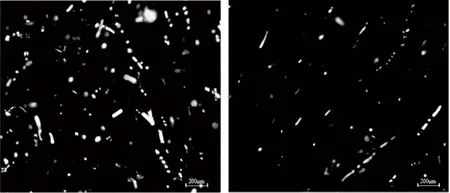
图1为纤维素溶解过程的搅拌功率-时间曲线,图2为纤维素溶解过程的偏光显微镜照片,实验条件为温度105 ℃、NMMO质量分数73%。纤维素溶解过程一般可以使用光学显微镜观察。当温度降低后,NMMO溶液凝固,无法使用SEM等手段表征纤维素溶解的实时状态。因此,图2选用偏光显微镜表征纤维素溶解过程[7,16]。

图 1 溶解过程的功率-时间曲线Fig.1 Power-time curve of dissolution process
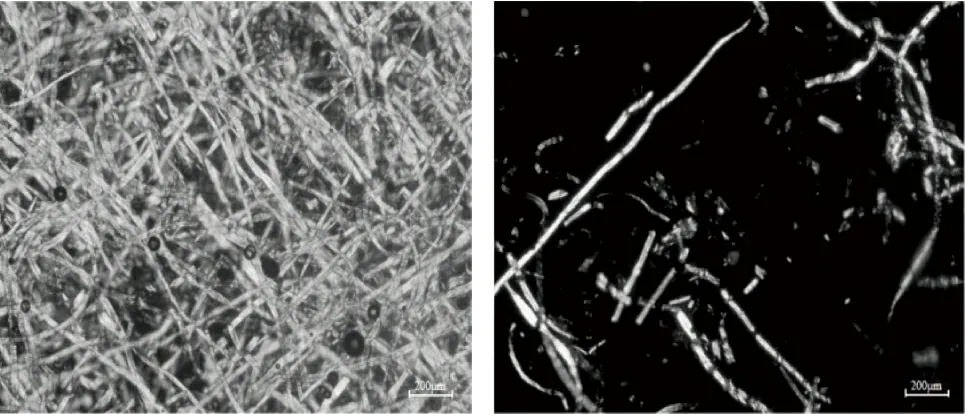
(a) 10 min (b) 25 min
(c) 40 min (d) 45 min图 2 溶解过程的显微镜照片Fig.2 Micrograph of dissolution process
如图1所示,在纤维素的溶解过程中,搅拌功率在溶胀阶段降低,在溶解阶段功率急剧增加,随后趋于平缓[17-18]。
1) 0~13 min为纤维溶胀阶段,功率在此阶段降低。随着溶胀的进行,“浆粥”状态的浆粕膨胀变软,表面变得更加光滑,搅拌功率不断降低。图2(a)的显微镜照片清楚地显示了此时纤维的状态,纤维发生膨胀,但是并未观察到溶解现象。
2) 13~33 min为纤维非晶区溶解,功率在此阶段急剧增加。随着非晶区纤维素的溶解,溶液黏度大幅增加,导致功率急剧增加。从图2(b)可以看到,此时纤维非晶区发生“气球膨胀”[17],“气球”破裂后导致纤维溶解(详见2.2);纺丝液内部存在长条状纤维。
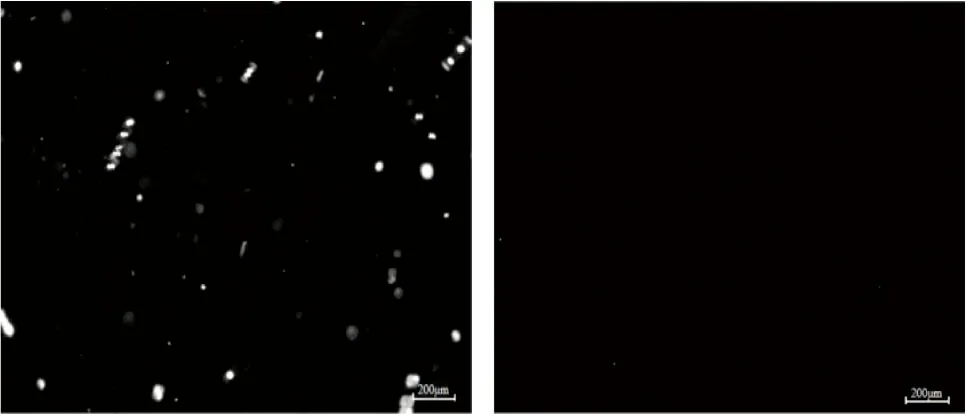
3) 33~45 min以后为富含晶区纤维的溶解,功率基本维持不变。从图2(c)可以看到,纤维被溶解为碎片状态,不存在长条的纤维。纺丝液中只剩下富含晶区的“微小难溶粒子”[5]。未溶解的微小粒子分布在纺丝液内部,因此搅拌功率不再增加。经过一段时间后,纤维完全溶解形成透明的纺丝液,见图2(d)。
图3为不同条件下,搅拌功率达到最大值时的显微镜照片。此阶段纤维都被溶解为碎片状态,不存在长纤维。纺丝液中的“亮点”为富含纤维晶区的“微小难溶粒子”[5,7,12]。在功率达到最大值之后,NMMO溶液开始对纤维的“微小难溶粒子”进行溶解。
(a) 105 ℃/73% (b) 105 ℃/76%
(c) 105 ℃/79% (d) 110 ℃/76%图 3 功率为最大值时的显微镜照片Fig.3 Micrograph of dissolution process when power was maximum
2.2 溶剂浓度对溶解过程的影响
溶剂质量分数对纤维素的溶解过程有较大影响。选取溶解温度为105 ℃,分别在NMMO质量分数为73%、76%和79%的条件下溶解纤维素,得到溶解过程功率-时间曲线,并在显微镜下观察以表征不同条件溶解情况的差异。图4为不同NMMO质量分数下纤维素溶解过程中的功率-时间曲线(选取空转功率为零基准作图)。
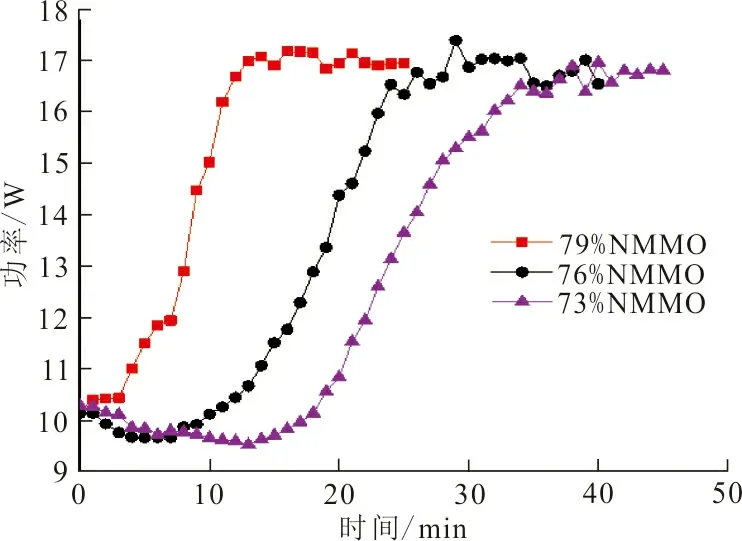
图 4 不同质量分数条件下溶解过程中的搅拌功率-时间曲线Fig.4 Stirring power-time curve of dissolution process at different concentration
从图4可以看出:
1) 纤维素在不同条件下完全溶解后,最终的溶液功率无明显差异。这是由于达到溶解状态时的纺丝液组成一致,黏度相近,因此功率无明显差异。
2) NMMO质量分数为73%时,纤维发生溶胀溶解,功率先降后升,最后趋于平缓;质量分数为76%时同样发生溶胀溶解,并且较高的溶剂质量分数导致更快达到完全溶解的状态;而在79%时,纤维素不发生溶胀过程,直接开始溶解,功率迅速达到最大值。
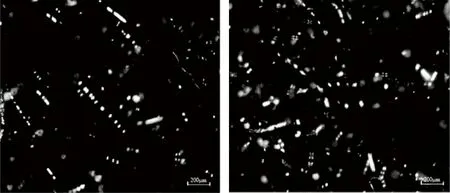
图5为使用不同条件下溶解过程的显微镜照片。结合图5对图4的现象进行解释:在低温、低质量分数条件下,纤维素发生“溶胀溶解”,见图5(a)、(b);而在高温或者高质量分数条件下,纤维发生“崩裂溶解”见图5(c)、(d)。低温/低质量分数下纤维最外层的“初生层”起到半透膜的作用,NMMO溶剂在尚未溶解初生层的条件下,渗透入非晶区内部,从内往外溶解,发生“气球状态”的“膨胀溶解”,见图5(a)、(b)红色标注部分;而在高温/高质量分数条件下,NMMO溶液具有更强的溶解能力,直接将纤维外层溶解,见图5(c)、(d)中圆圈部分,即初生层直接被溶解[7]。此时,纤维素从外向内溶解,也就是所谓的“崩裂溶解”,因此功率迅速达到最大值,更快达到完全溶解状态。
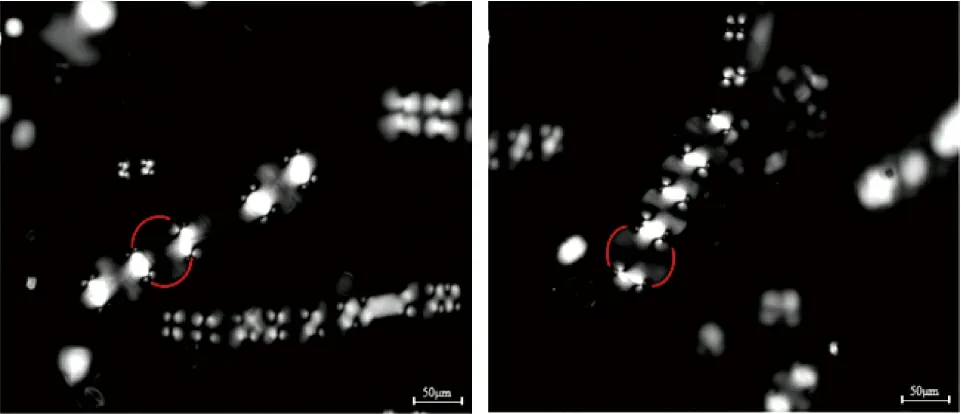
(a) 105 ℃/73% (b) 105 ℃/76%
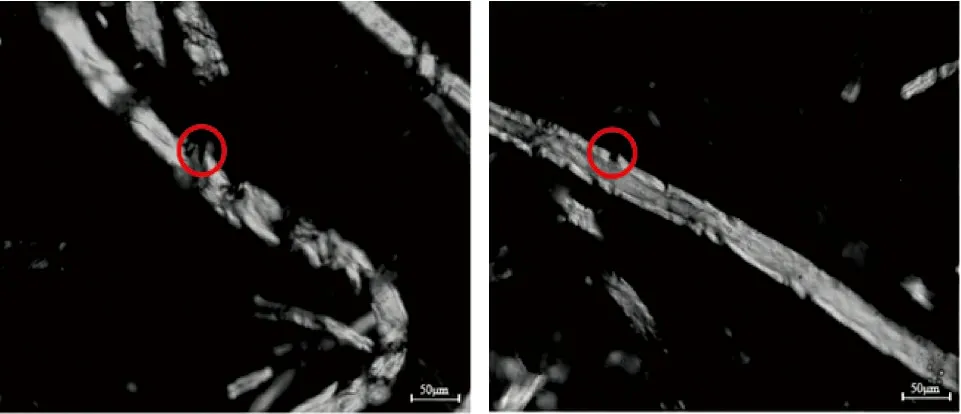
(c) 105 ℃/79% (d) 110 ℃/76%图 5 不同工艺溶解照片Fig.5 Micrograph of dissolution process on different process
2.3 温度对溶解过程的影响
探索温度对纤维素的溶解过程的影响,在NMMO质量分数为76%的条件下,测定溶解过程中的搅拌功率-时间曲线,结果如图6所示。
在100 ℃与105 ℃下,纤维发生溶胀溶解;而在110 ℃下,纤维发生崩裂溶解。温度越高,到达功率最大值越快,溶解越快。在图5所示的显微镜照片中,较低温下发生膨胀溶解,见图5(b),较高温下发生崩裂溶解,见图5(d)。可见,温度越高,NMMO脱水更快,并且NMMO溶液对纤维的溶解能力更强。当达到一定温度后,纤维发生崩裂溶解。
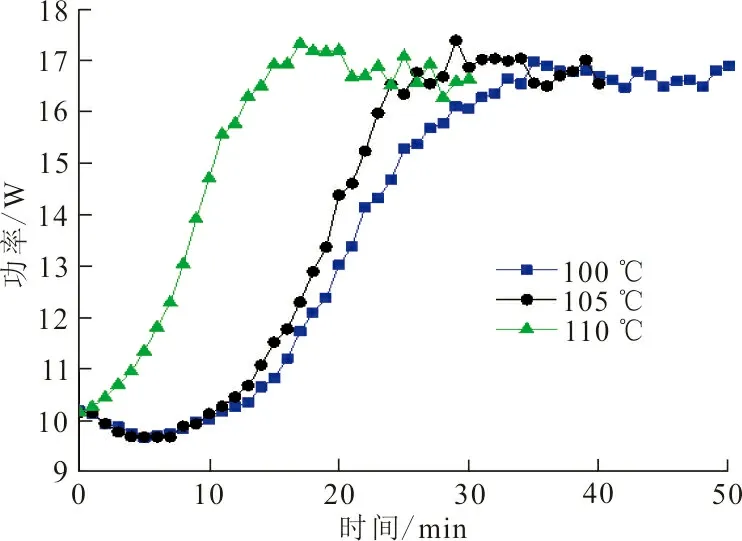
图 6 不同温度下溶解过程中的功率-时间曲线Fig.6 Power-time curve of dissolution process at different temperature
2.4 能耗计算
根据搅拌功率-时间曲线,定义以下3个阶段并计算不同溶解条件下的机械能[12]:
1) 溶胀阶段:功率下降,浆粕发生溶胀过程,显微镜下看不到纤维的溶解;
2) 非晶区溶解阶段:功率迅速上升,主要发生纤维非晶区的溶解;
3) “难溶粒子”溶解阶段:功率维持稳定,微小难溶粒子逐步在纺丝液中溶解。
表1列出了不同条件下不同阶段所需时间,并计算整个过程消耗的机械能。

表 1 不同溶解条件下溶解时间和能耗对比
由表1可知:在高质量分数或高温条件下,纤维发生崩裂溶解可以缩短非晶区的溶解时间。“微小难溶粒子”的溶解在各个工艺条件下需要的时间几乎相同。这是由于“微小难溶粒子”的溶解都是从外往内进行的[5],需要一定的时间。而非晶区溶解时,NMMO可以渗入非晶区内部,发生由内往外和由外向内双重作用。因此,“微小难溶粒子”溶解时间几乎相同而非晶区在不同工艺下溶解时间有差别。
此外,从对总机械能的计算结果可以看出:较高溶剂质量分数可以缩短37%的溶解时间,降低33%的机械能;较高温度可以缩短25%的溶解时间,降低18%的机械能。浆粕在高质量分数高温下溶解,具有能耗低,溶解速度快的优点。
3 结 论
1) 纤维素在NMMO溶剂中的溶解状态、搅拌功率及溶解时间三者存在明显相关性:溶胀过程功率降低,非晶区溶解过程功率急剧上升,难溶粒子溶解过程功率趋于稳定,溶解完成后功率稳定。
2) 在高质量分数或高温条件下,浆粕发生崩裂溶解;低浓度或低温条件下,浆粕发生溶胀溶解。
3) 较高NMMO质量分数可以缩短37%的溶解时间,降低33%的机械能;较高温度可以缩短25%的溶解时间,降低18%的机械能。高温/高质量分数工艺具有能耗低,溶解速度快的优点。
猜你喜欢
天天爱科学(2022年4期)2022-11-08
民族文汇(2022年14期)2022-05-10
毛纺科技(2022年3期)2022-04-07
疯狂英语·读写版(2020年11期)2020-12-21
新作文·小学高年级版(2020年3期)2020-07-09
有色金属材料与工程(2018年4期)2018-11-25
学苑创造·C版(2017年12期)2018-01-17
儿童故事画报·发现号趣味百科(2016年7期)2017-02-08
股市动态分析(2015年18期)2015-09-10
农村百事通(2004年12期)2004-08-24