
基于机器视觉技术的钢卷智能装车系统
2021-07-22 02:44宋文宇史纪录哲江龙姚天富
起重运输机械 2021年12期
孙 星 宋文宇 史纪录 哲江龙 姚天富
1宁夏天地奔牛实业集团有限公司 石嘴山 753001 2宁夏天地奔牛银起设备有限公司 银川 750000
0 引言
钢厂在搬运钢卷时,通常采用人工的方式,这种操作方式需要桥式起重机(以下简称桥机)司机与地面指挥人员紧密配合,工人劳动强度大,定位精度依靠工人目测与经验判断,导致钢卷需放置的位置定位不准确,经常会出现放置不到位,夹钳夹伤钢卷的情况,存在安全隐患。
针对这些问题,有必要开发一种无人化钢卷搬运智能控制系统,通过机器视觉自动定位钢卷运输车辆鞍座位置精确定位,无需人为手动操作,实现钢卷从库区移动至钢卷运输车上。
1 总体方案设计
1.1 需求分析
钢厂钢卷搬运过程需要钢厂、钢卷库、运输车辆、桥机密切配合才能完成钢卷的搬运作业,多数钢厂的操作流程为运输车司机将钢卷运输车辆停靠在带运输钢卷库区的车辆停靠点,桥机司机在司机室根据现场指挥人员指挥操作桥机大小车行走机构、起升机构的运行及电动卧卷夹钳的开闭,从而把钢卷从库区夹取、运输到钢卷运输车的鞍座上。若要改变现有操作方式,自动完成钢卷自动搬运到运输车辆上,自动装车系统应需要以下几个要求:
1)为了保证夹取、放置钢卷位置正确,桥机需具有定位、摇摆控制功能;
2)能自动识别运输车辆鞍座位置,并将位置发送给桥机控制器;
3)能在中控制实现对桥机的远程控制;
4)为了便于监控桥机运行状况,在中控室上位机能够对桥机工作状态、鞍座位置信息等实现在线数据监控,能在中控室实现对桥机运行画面监控;
5)具有钢卷库的库区管理,实现钢卷历史信息记录、查询、钢卷盘点功能;
6)钢卷夹钳通过桥机控制命令,自动实现夹取、放置和旋转等动作。
1.2 自动装车工艺流程
结合目前钢厂的操作流程,根据实现自动装车的需求,本文制定了以下自动装车流程:系统开始后,库区管理系统生成运输工单,工单包括车辆需要运输的钢卷型号、质量等信息;同时库区管理系统将待搬运钢卷的库区位置信息通过无线通讯的方式发送给控制系统PLC控制器;运输车辆司机接到库区管理软件生成的工单后将车开至车辆停靠区,在车辆停靠区域设置车辆到位确认按钮,车辆停靠到位后,运输车辆司机按下确认按钮确认到达车辆停靠区;位于车辆工业相机接到控制系统识别位置信息信号,识别车辆轮廓、车辆相对于水平方向的偏转角度、鞍座相对于车辆的平面位置信息及高度信息;识别后的信息通过无线通讯的方式发送给控制系统,控制系统PLC控制器记录识别信息为钢卷放置做准备,控制系统PLC控制器根据获得库区管理系统将待搬运钢卷的库区位置信息控制变频驱动系统,驱动起重机大车机构、小车机构、起升机构到达库区待取钢卷位置;与起升机构相连接的电动卧卷夹钳装置到位后,控制系统控制夹钳夹取钢卷,并根据夹钳上到位检测开关完成夹取动作;控制系统PLC控制器根据之前工业相机识别的车辆及鞍座位置信息,控制变频驱动系统驱动起重机大车机构、小车机构、起升机构到达车辆鞍座位置,通过控制起升机构上下运行监测钢卷是否放置到位;当钢卷放置到鞍座后,控制系统控制夹钳打开,起重机回归系统设置的初始位置,自动完成从库区取钢卷到将钢卷放置到运输车辆上的整个过程。
2 系统功能介绍
系统以西门子PLC作为主控制器,配合旋转编码器、变频器、触摸屏、工控机配合相应网卡、视觉识别设备、电动卧卷夹钳组成。为了完成钢卷自动装车工艺流程,需要各个功能进行技术支撑。
2.1 桥机定位、摇摆控制
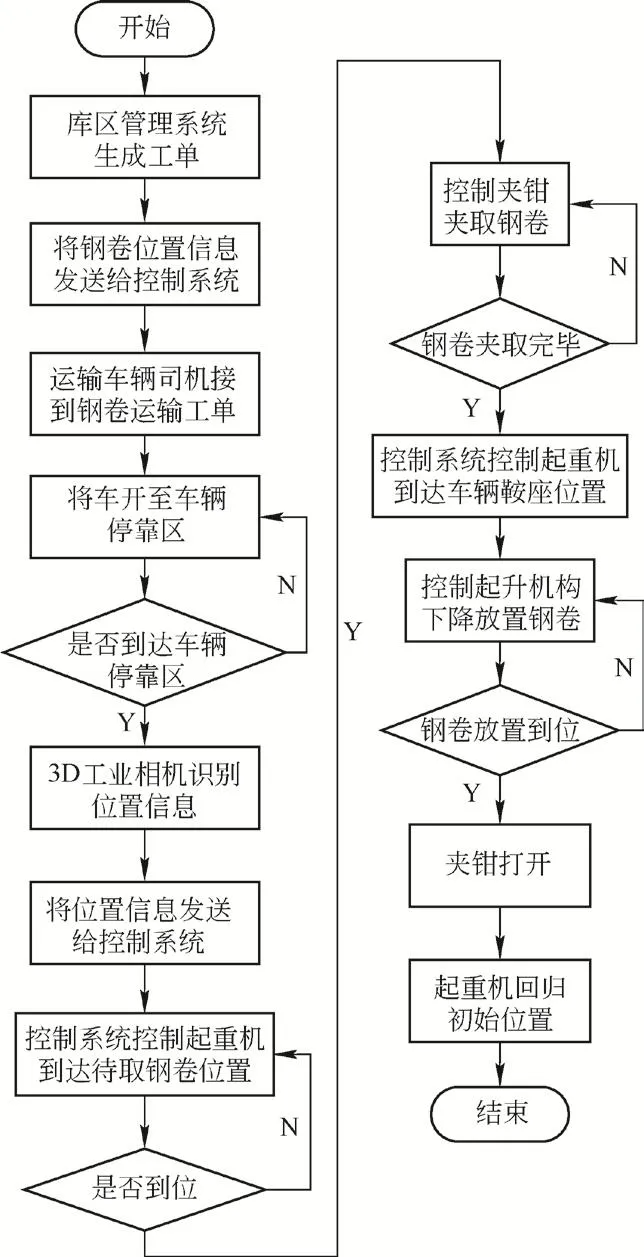
图1 钢卷自动装车工艺流程
桥机定位控制采用位置传感器实时检测大小车、起升机构的位置信息,控制系统根据反馈信息做闭环控制来控制桥机到达位置,桥机摇摆控制采用变频器防摇卡,变频器可根据速度信息通过内部控制模型自动实现摇摆控制。
2.2 运输车辆鞍座位置识别
鞍座位置识别采用视觉识别技术,通过工业相机采集鞍座图像,利用快速特征识别算法识别图像特征,并提取像素坐标,然后相机将像素坐标转换为实际坐标。通过对实际坐标值运算,得到与PLC控制器通讯所需信息。最后将所需信息排列为通讯协议规定内容,将格式化结果发送给PLC控制器。鞍座识别位置流程见图2。
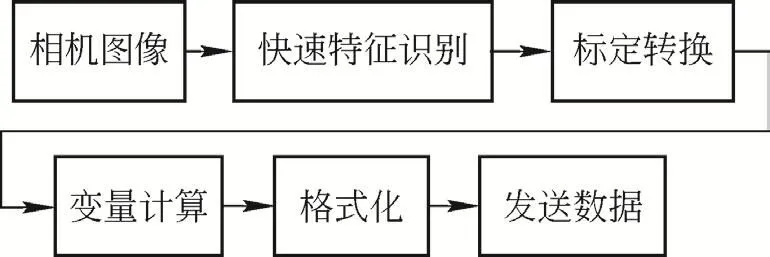
图2 视觉识别鞍座功能流程图
2.3 中控室远程控制及桥机运行状态数据
无线远程控制功能采用无线传输技术,通过无线传输设备将中控室操作数据传输给桥机控制器,在中控室实现远程控制桥机。同时,中控室也可通过无线传输设备将桥机控制器数据发送至中控室,在中控室实现上位机数据监测。如图3所示,上位机监测包括用户登录、用户注销、主界面、物料管理、库存信息、主钩影像、定位影像、大小车起升机构趋势图、故障报警等界面。
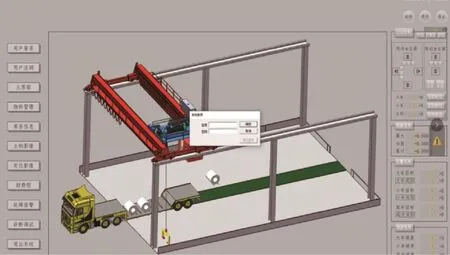
图3 中控室上位机远程控制及桥机状态数据监控图
2.4 桥机运行画面中控制监控
桥机运行画面监控主要是主钩的监控,设置在大车两个端梁之间。视频监控图像在司机室和中控室分别显示。司机室设置有硬盘录像机可以实时显示主钩状况及过去近半个月的录像回放。在中控室同样可以实时显示主钩监控画面,数据的传输采用一对无线网桥完成无线通讯。功能原理如图4所示。

图4 视频无线传输原理图
2.5 钢卷库库区管理
钢卷库管理系统通过可以实现钢卷出入库区物料的记录,系统具有库区物料的盘点,自动存储搬运物体位置数据,自动规划搬运路径,库区管理系统见图5。
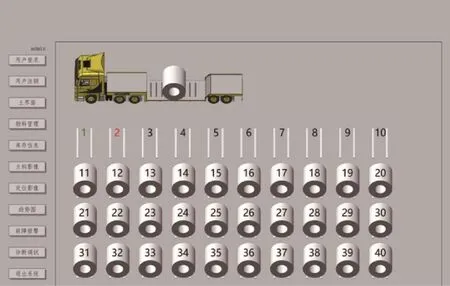
图5 钢卷库库区管理系统界面
2.6 智能电动卧卷夹钳
智能电动卧卷夹钳主要由吊架装置、横梁、左右平移机构、旋转机构、自锁机构、钳腿、支撑底座、液压润滑系统、电缆卷升装置和电气及控制系统等组成。智能电动卧卷夹钳可以实现根据桥机的控制命令自动实现钢卷的夹取与放置,当夹取或放置钢卷有角度要求时,旋转夹钳自动旋转到需要的角度再实现张开或闭合动作,实现智能夹取。夹钳还设置有多重检测和保护开关,如夹紧限位、开度限位、旋转限位,钢卷防夹伤限位等。
3 结论
在中国制造 2025 与智能工厂发展变革的大背景下,伴随着钢铁行业处在产能过剩、同质化竞争激烈、盈利能力下降的情况下,钢铁企业必然向降本增效的智能化方向发展。通过现场应用与人工操作相比,本控制系统优点为:
1)真正实现了无人控制下钢卷自动搬运到运输车辆鞍座流程,节省了人力资源;
2)基本消除了搬运过程中钢卷摇摆现象,定位准确;
3)降低了钢卷作业的安全风险性、提高了作业效率;
4)实现了钢卷库的信息管理、提高了钢厂的信息化水平。
猜你喜欢
当代水产(2022年8期)2022-09-20
新型工业化(2022年3期)2022-06-18
煤气与热力(2021年12期)2022-01-19
矿产勘查(2020年3期)2020-12-28
电子制作(2019年13期)2020-01-14
世界知识(2017年19期)2017-12-29
集装箱化(2016年10期)2016-11-28
大众考古(2015年7期)2015-06-26
筑路机械与施工机械化(2014年4期)2014-03-01
汽车与新动力(2014年5期)2014-02-27
