
汽车皮革部件自动化粘合工艺及设备研发
2021-07-26 03:12段海峰张建强龙勇坤
机械设计与制造 2021年7期
段海峰,颜 建,张建强,龙勇坤
(华南理工大学广州学院机械工程学院,广东 广州 510800)
1 引言
随着社会生活质量的提高,私家车已经成为一个家庭的常用代步工具,汽车皮革产品的需求量也越来越大,其中汽车真皮座椅的市场占有率为75.8%。汽车皮革产品内部海绵与皮革常采用胶水粘合的方法固定在一起;由于汽车皮革零部件的海绵和皮革软、轻且形状复杂,国内绝大多数企业还是采用手工胶水粘合的方法进行粘合,工人师傅需要采用手工的方法将海绵和皮革粘合在一起;这种手工粘合的方法不但效率低,而且粘合质量不高,现在市面上还没发现一种适用的自动化设备和系统,故急需要一套高效的自动粘合装置和系统来弥补这个空白[1-2]。
2 汽车皮革部件自动化粘合系统规划设计
应用自动化控制技术设计一套以胶水自动搅拌及供料装置,海绵传送装置和视觉工业机器人为主体的自动粘合系统;该系统以汽车零部件扶手部位中海绵和皮革粘合为例,如图1所示。
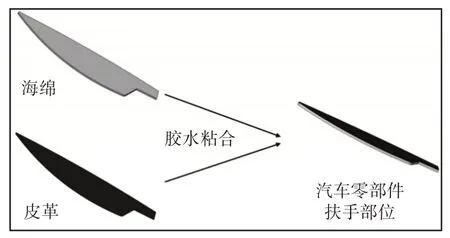
图1 典型汽车零部件海绵粘合皮革原理图Fig.1 Schematic Diagram of Typical Automotive Parts Sponge Bonded Leather
粘合工艺流程和场地规划设计,如图2所示。自动搅拌及供料装置可以进行胶水的自动搅拌和供料,其胶水出口安装在喷胶水视觉机器人手爪部位,通过机器人视觉原理实现胶水成型喷胶;再由搬运机器人将另一部分相对应的皮革部件放置在已经喷胶的海棉上进行粘合;传送装置将粘合好的汽车皮革部件传送到固化区域进行胶水高温固化,最终实现汽车皮革内部海绵与皮革的全自动化粘合工作[3-4]。
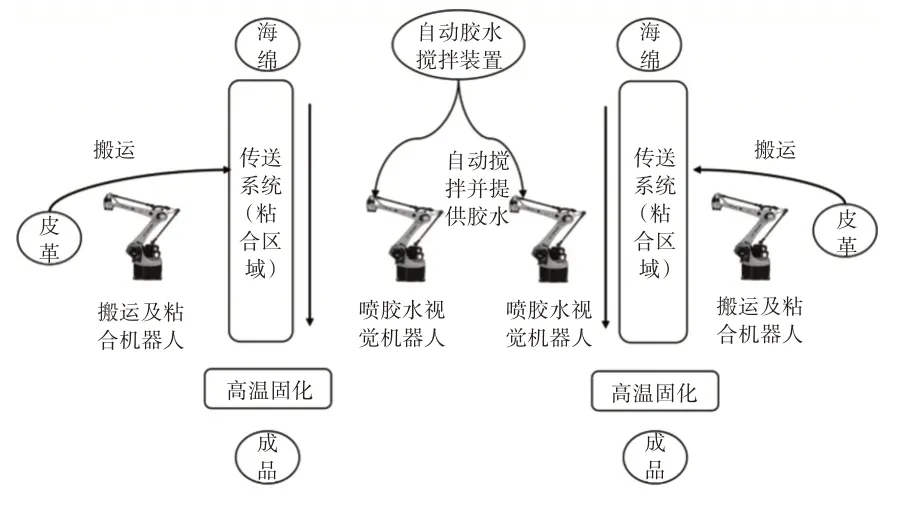
图2 汽车皮革部件自动化粘合系统的工艺方案及场地规划示意图Fig.2 Schematic Diagram of the Process Plan and Site Planning of the Automotive Leather Parts Automated Bonding System
3 胶水自动搅拌及供料装置设计
整套系统中,胶水是海绵和皮革的粘合剂,工作时,胶水粘性较大且容易凝固,需要经常搅拌(多采用手工搅拌方式),手工搅拌方法不但慢且不够均匀,影响粘合质量;系统设计了胶水的自动搅拌及供料装置,如图3所示。通过水泵将胶水桶里的胶水抽入胶水搅拌装置,搅拌叶轮旋转进行搅拌,搅拌好的胶水通过胶水流出软管流向工业机器人手爪末端的出胶口处,实现自动喷胶。本套系统设计了两条线,可以为两个粘合机器人提供粘合胶水,提高其生产效率。
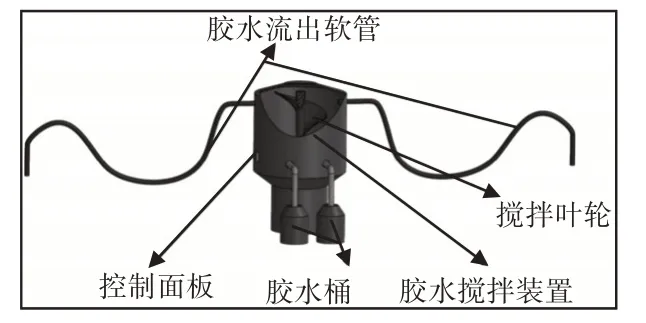
图3 胶水的自动搅拌及供料装置Fig.3 Automatic Stirring and Feeding Device for Glue
4 传送系统结构设计
汽车皮革零部件内部海绵轻且软,不方便装夹和固定,传送比较困难,这也是皮革海绵难以自动化传送的一个缘由;系统设计了专门的传送系统,共分为四大部分:送料部分、传送及粘合部分、下料部分和胶水固化部分。
4.1 汽车皮革零部件内部海绵送料部分设计
产品不同,皮革内部海绵的形状也不一样,不过工作原理类似,这里选用的是汽车扶手部件,如图1所示。整套系统是将海绵和皮革按照对应位置粘合在一起,海绵的形状通常为振动刀切割而成,共20层,如图4所示。初始状态为20层的海绵放在上下推板上,通过电机和丝杠传动,实现海绵上下动作的控制;让海绵一层一层的向上移动,再通过高频振动装置高频振动,实现上层海绵和下层海绵的脱离,再依靠推动装置推动松动的海绵,将其推送到传送部分。

图4 皮革内部海绵送料装置Fig.4 Leather Internal Sponge Feeding Device
4.2 传送及粘合部分设计
海绵是一种十分轻的材料,一般传送带很难实现海绵材料的传送,系统设计了专门的传送装置,如图5所示;该传送装置采用了链条三轴联动和皮带传动相结合的传动方法,为了保证海绵能稳定的固定在传送带上,传送装置里添加了两个大气动吸盘,在传动的过程中,两个大吸盘会给海绵一个向下的吸力,便于海绵更好地固定在传送带上,保证传送装置上粘合皮革材料海棉和皮革不会错位;另传送装置末端专门设计了一个卸料转板,当海绵和皮革粘合好后,卸料转板便会转动,将粘合好的海绵和皮革推入卸料装置。

图5 传送装置(海绵和皮革粘合区域)Fig.5 Conveyor(Sponge and Leather Bonding Area)
4.3 卸料装置设计
卸料装置和送料装置结构类似,不同的是卸料装置的上下推板将一层一层的下移,收纳粘合好的海绵和皮革,当收纳了20个产品以后,自动挡板便会打开,驾到高温固化装置入口,再由整体式推板将20个产品一起推入高温固化装置,进行胶水高温固化,同时上下推板回到初始位置,如图6所示。
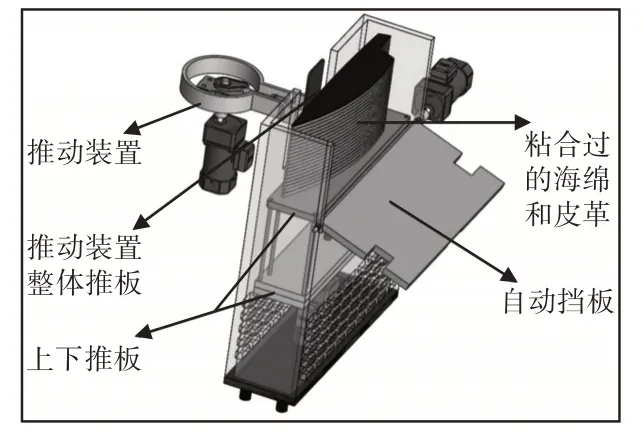
图6 卸料装置Fig.6 Discharge Device
4.4 胶水固化装置设计
经过试验得出,该胶水在60℃的温度环境下固化10min,可以得到较好的粘合质量;该系统里设计了高温固化装置,如图7所示。该装置采用普通的加热棒加热,辅以探热针检测装置以及控制元件,可以实现温度和保温时间的控制;当粘合好的海绵和皮革送入高温固化装置后,开始计时;10min以后,胶水固化装置中的自动门板便会打开,固化好的产品送入后面的工序,自动门板恢复到原位,等待下一次固化。

图7 胶水固化装置Fig.7 Glue Curing Device
4.5 传送系统整体设计及工艺原理
将各部分装置统一连接起来,如图8所示。切割好的海绵材料先放入送料装置,然后通过送料部分送入传送部分,接着在传送装置上进行皮革粘合,完成后推入卸料部分,当卸料部分收纳到一定数量后再推入胶水固化部分,实行胶水的固化处理,具体传送系统的工作原理细节,如图9所示。配上合适的自动化控制系统便可以正常运转起来[5-6]。
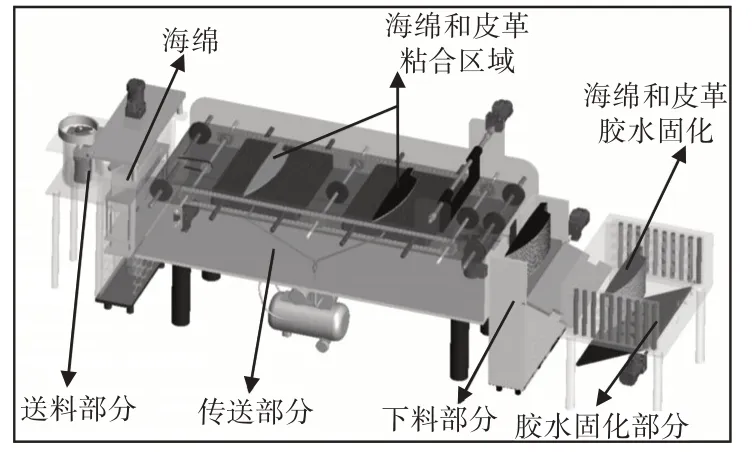
图8 海绵皮革传送系统结构设计Fig.8 Structural Design of Sponge Leather Conveying System
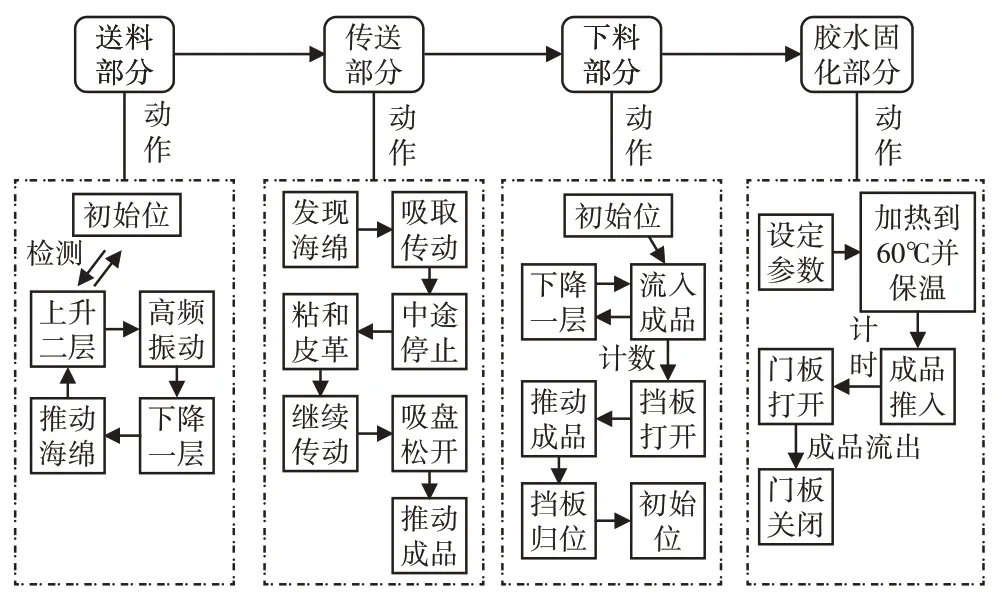
图9 传送系统工作原理图Fig.9 Transmission System Working Principle Diagram
5 海绵皮革视觉机器人粘合设计
5.1 海绵皮革视觉机器人粘合整体结构规划设计
汽车皮革部件自动化粘合系统的结构设计,如图10 所示。该系统包含了两条粘合线,由自动胶水搅拌装置统一供应胶水;较传送系统新加了皮革自动提供平台2个、喷胶水视觉机器人2个和搬运及粘合机器人2个;当传送系统中光电开关感应到海绵部件时,喷胶水视觉机器人视觉系统开始工作;校核到对应位置时喷头部分将胶水喷到海绵指定位置,完成喷胶水动作;与此同时,搬运及粘合机器人吸附平台上的皮革部件并将其搬运到粘合位置,等到喷完胶水的海绵到达指定位置时,便开始粘合动作(同样采用视觉系统校核相对位置)[7]。
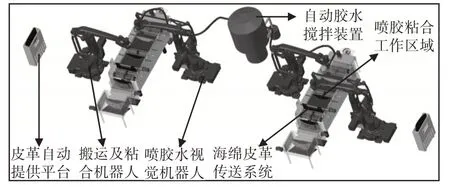
图10 基于视觉机器人的汽车皮革部件自动化粘合系统的结构设计图Fig.10 Structural Design of Automated Bonding System for Automotive Leather Parts Based on Visual Robot
5.2 喷胶气动机械手爪和胶水粘合气动机械手爪设计
本系统的核心目标是将海绵按照位置要求粘合在皮革上,为此设计了喷胶气动机械手爪和胶水粘合气动机械手爪两个气动手爪,如图11、图12 所示。喷胶气动机械手爪设计了胶水活塞,可以在胶水容器中上下滑动,滑动的过程中可以带动胶水的流入和推出,从而实现成型喷头喷出和海绵形状一样的成型胶水带,便于粘合[8-9]。
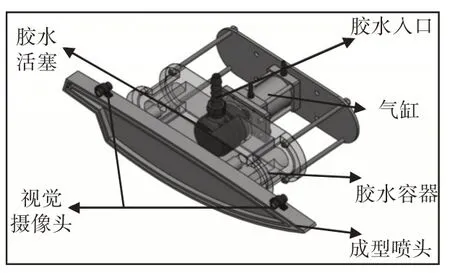
图11 喷胶气动机械手爪Fig.11 Spray Pneumatic Pneumatic Gripper
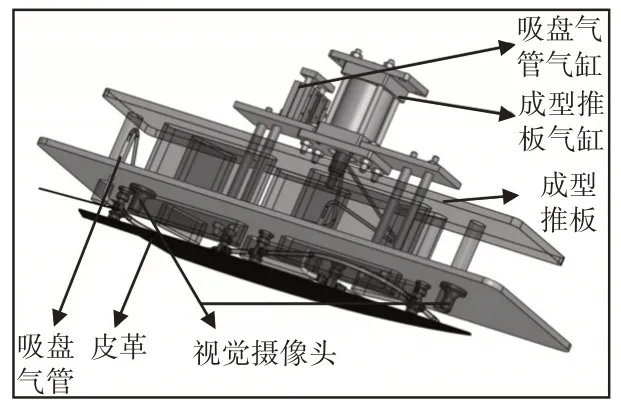
图12 胶水粘合气动机械手爪Fig.12 Glue Bonding Pneumatic Mechanical Gripper
根据喷胶气动机械手爪设计,气缸需要完成推出胶水和吸取胶水两种功能,且机械手爪需要轻便,故选用轻型固定式双作用式气缸;实验得出推出胶水和吸取胶水至少需要1800N 和1500N的推力和拉力,设定系统选用的气压为0.8MPa;
普通双功能气缸的理论推力(N)为:

式中:D—缸径(mm);
p—气缸的工作压力(MPa);
F推—实际推力;
η—负载率,取0.8。

理论拉力(N)为:

式中:d—活塞杆直径(mm)时,估算时可令d=0.3D;
F推—实际拉力。

由于选择的缸径应该大于D推和D拉,故选择希沃机械气缸,型号为SC125×63的轻型固定式双作用式气缸。
当海绵喷上胶水以后,海绵便会随着传送带移动到粘合位置;与此同时,喷胶气动机械手爪开始工作,先利用手爪中的吸盘将皮革吸附起来,接着搬运到粘合位置,确认好和海绵的相对位置以后,再将皮革放下,并利用成型推杆进行一次轻微的压紧动作(便于粘合),从而完成粘合动作[10]。
胶水粘合气动机械手爪中,皮革需要吸盘吸持进行搬运,吸盘的数量和大小是由被吸取的工件的数量及重量决定。吸盘直径的计算公式,如式(3)所示。

式中:D—吸盘的理论直径(mm);m—吸吊物重量(kg);经测量:皮革体积为89.2cm3,密度为1g/cm3,皮革质量为0.09kg;t—安全系数;吸盘垂直吸附时,t≥8;水平吸附时,t≥4;在此,t取值为8;p—吸盘内的真空度(-MPa);采用喷射式真空发生器时,真空吸盘内的真空度一般设定为真空发生器最大真空度的(63~95)%范围内选择;经查手册并计算取吸盘内的真空度为-67kPa,即-0.067MPa;n—吸盘数量;
根据皮革的外形特点,确定使用5个吸盘吸取一件皮革,所以n取5。

根据计算结果,吸盘直径取为6mm。
根据理论和生产实际实践经验,为保证真空吸盘在吸持制件的过程中能吸附牢固,其中需要考虑一定的安全系数,一般取值为T=2.5。也就是理论提升重量/实际提升重量>2.5。
在一般的真空压力-40kPa下,直径为6mm的真空吸盘能产生的理论垂直提升力为1.13N,如表1所示。在本设计中,需要吸持的制件总重量为0.09kg。
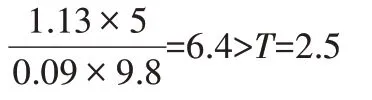
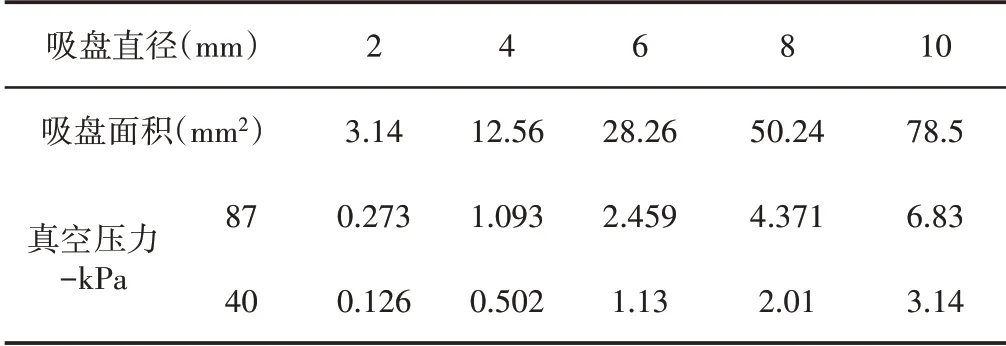
表1 吸盘的理论垂直提升力(N)Tab.1 The Oretical Vertical Lifting Force of the Suction Cup(N)
故选用直径为6mm的真空吸盘可安全顺利地完成吸持搬运任务。
5.3 系统视觉控制原理
系统中,海绵喷胶,皮革和海绵的粘合动作是核心,为此系统里设计了喷胶气动机械手爪和胶水粘合气动机械手爪,如图11~图12所示。为保证喷胶水和粘合的位置精度,两个手爪上都需要安装视觉系统对喷胶和粘合的动作进行位置校核。
本系统采用轮廓线和区域对比分析图像的机器视觉原理进行喷胶和粘合工作;视觉系统将图像分割成两部分,如图13 所示。视觉气动喷胶机械手和皮革吸附粘合机械手的下端都有2个视觉摄像头,工作过程中,两个摄像头会不断地对海绵A、B区域进行拍照,将拍到的图片传送到存储器数据库内,并和存储器内的模型(A、B模型中加粗轮廓线)进行比较匹配,海绵和传送带的材质、颜色都不同,可以进行特征(轮廓线和区域)识别,从而确定机械手爪的位置是否合适;如不合适,按照模型和拍照区域的对比情况,运用预处理、边缘检测、轮廓线构成、对象建模和匹配等技术进行计算,根据结果控制机器人部分做相应的运动,直到位置合适为止[11-12]。
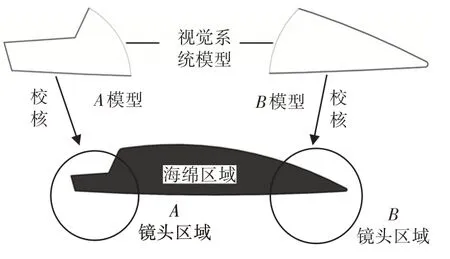
图13 视觉机器人校核海绵皮革位置原理图Fig.13 Visual Robot Calibration of the Position of the Sponge Leather
6 应用价值分析
该系统是针对海绵、皮革粘合工作多为人工操作的一种自动化设计,目的是提高该行业的自动化程度和降低成本;做一个简单的人工成本计算:假设一个工人每月工资5000元,一条线需要喷胶、粘合工人各一人,每天3班倒工作;假设设备工作效率是人工的双倍;本系统可以同时完成两条线的工作,而每个系统只需一个人维护就好,故一个月可以节省人工费为:5000×(2×3×2×2-1)=115000元,每年可以节省人工1380000元,而这套系统制造下来的成本也就100万左右,所以一年就可以回本,故这套系统有着较高的应用价值。
7 结论
本系统采用机器人视觉的自动识别技术完成以前由工人的眼睛来完成的工作,辅以对应的自动化设备,完成海绵和皮革的上料、传送、卸料、喷胶、粘合、固化一系列的工作;相比人工粘合,机器视觉可以大大提高海绵、皮革粘合的自动化程度、质量和效率,更是可以大大降低人工成本,且对其他形状的海棉、皮革粘合工作都可以起到很大的借鉴作用,相信对整个海绵皮革行业的发展都能起到一定的推动作用。
猜你喜欢
小资CHIC!ELEGANCE(2021年32期)2021-09-18
阅读(快乐英语中年级)(2021年11期)2021-03-09
制造技术与机床(2018年11期)2018-11-23
河北农机(2017年12期)2018-01-20
制造技术与机床(2017年4期)2017-06-22
幼儿教育·父母孩子版(2017年3期)2017-06-15
小学阅读指南·低年级版(2017年5期)2017-05-18
学苑创造·A版(2016年3期)2016-04-16
通信电源技术(2016年1期)2016-04-16
Coco薇(2015年12期)2015-12-10
