
铝镇静冷镦钢浇注过程中连铸机水口结瘤的原因及预防
2021-07-28 12:33蔡小锋赵家七张连兵马建超
上海金属 2021年4期
蔡小锋 赵家七 张连兵 马建超
(江苏省(沙钢)钢铁研究院,江苏 张家港 215625)
冷镦钢制标准件主要用于汽车、轮船、自行车、工具、建筑等行业。铝镇静冷镦钢在连铸过程中,浸入式水口、塞棒等与钢水接触可能使连铸机水口结瘤或侵蚀,导致结晶器液面波动较大甚至被迫关流,从而影响生产、增加成本[1- 2]。
国内某厂在浇注SWRCH10AB铝镇静冷镦钢过程中浸入式水口出现严重的结瘤现象。本文通过物相分析、热力学计算等分析了水口结瘤的原因,并提出了改进措施。
1 生产工艺
该厂生产SWRCH10AB铝镇静冷镦钢的工艺流程为BOF→LF→CC。转炉出钢过程按顺序加入铝锭、低碳锰铁、石灰、萤石等原料及造渣料。LF精炼过程成分和温度达到要求后喂入纯钙线,随后软搅拌10 min以上。小方坯连铸机生产的铸坯尺寸为140 mm×140 mm。表1为SWRCH10AB铝镇静冷镦钢的化学成分。

表1 SWRCH10AB铝镇静冷镦钢的化学成分(质量分数)
2 原因分析
2.1 结瘤分析
SWRCH10AB钢浇注过程中某一中间包浸入式水口结瘤的宏观形貌如图1所示。X射线荧光光谱分析发现其主要成分是CaS,如表2所示。
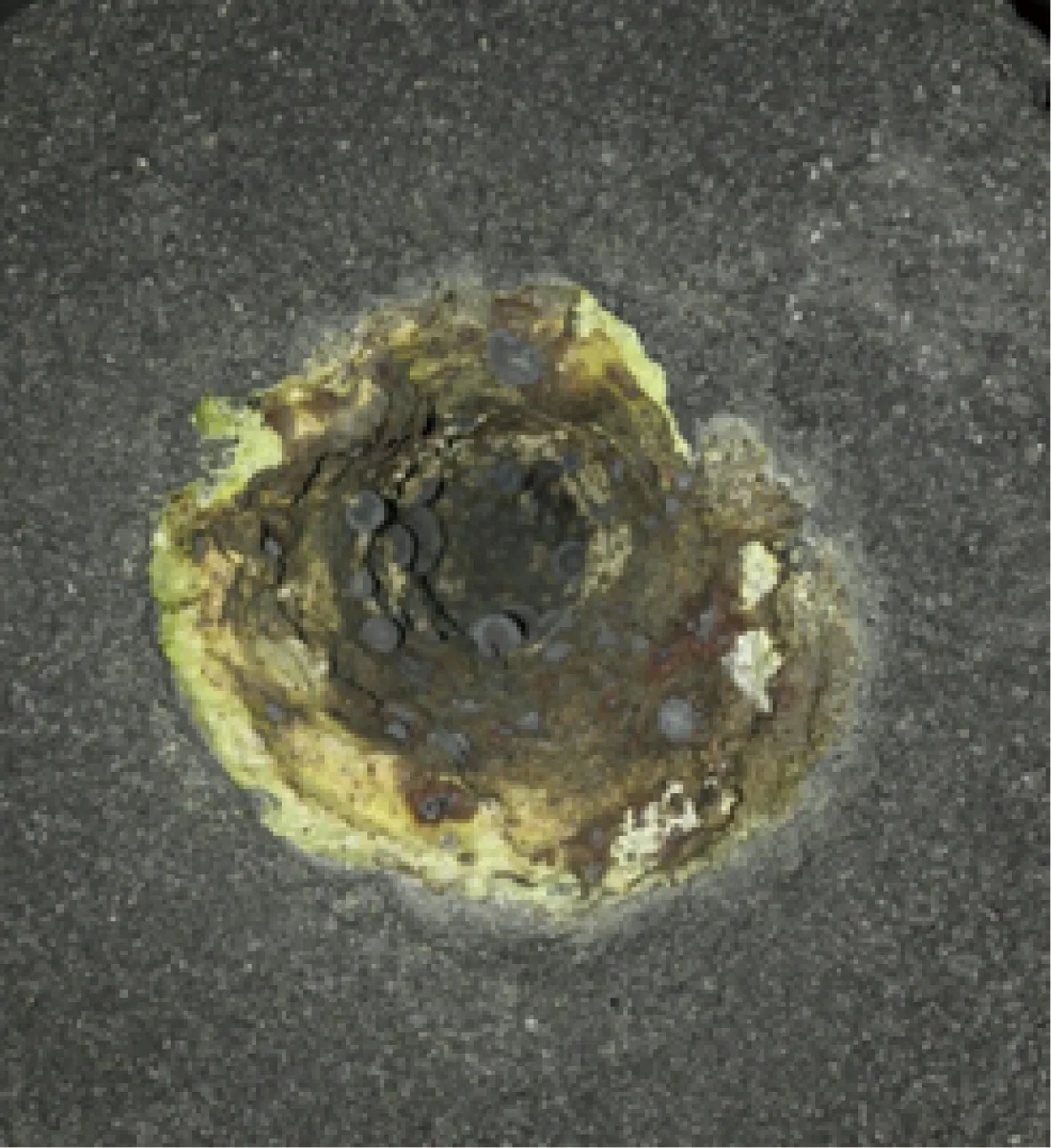
图1 水口结瘤的宏观形貌

表2 水口结瘤物和本体的成分(质量分数)
从以上分析结果可知,结瘤的主要成分为高熔点CaS。LF钙处理后钢的含钙量为(13~20)×10-6,结合相关研究结果[3- 5],水口形成CaS结瘤是钙处理前钢液含硫量较高,与钢中钙反应生成高熔点CaS聚集在水口内壁所致。
2.2 炼钢生产过程分析
对铝镇静冷镦钢生产现场的数据进行分析发现,转炉出钢温度控制不稳定,导致部分炉次LF精炼进站温度偏低。另外,LF进站钢水含硫量较高,导致精炼脱硫压力大,需造高碱度渣脱硫。渣中CaO组分偏高,化渣较慢,精炼通电时间长,严重影响LF精炼脱硫效果。精炼渣成分及其在相图中的分布分别如表3和图2所示。
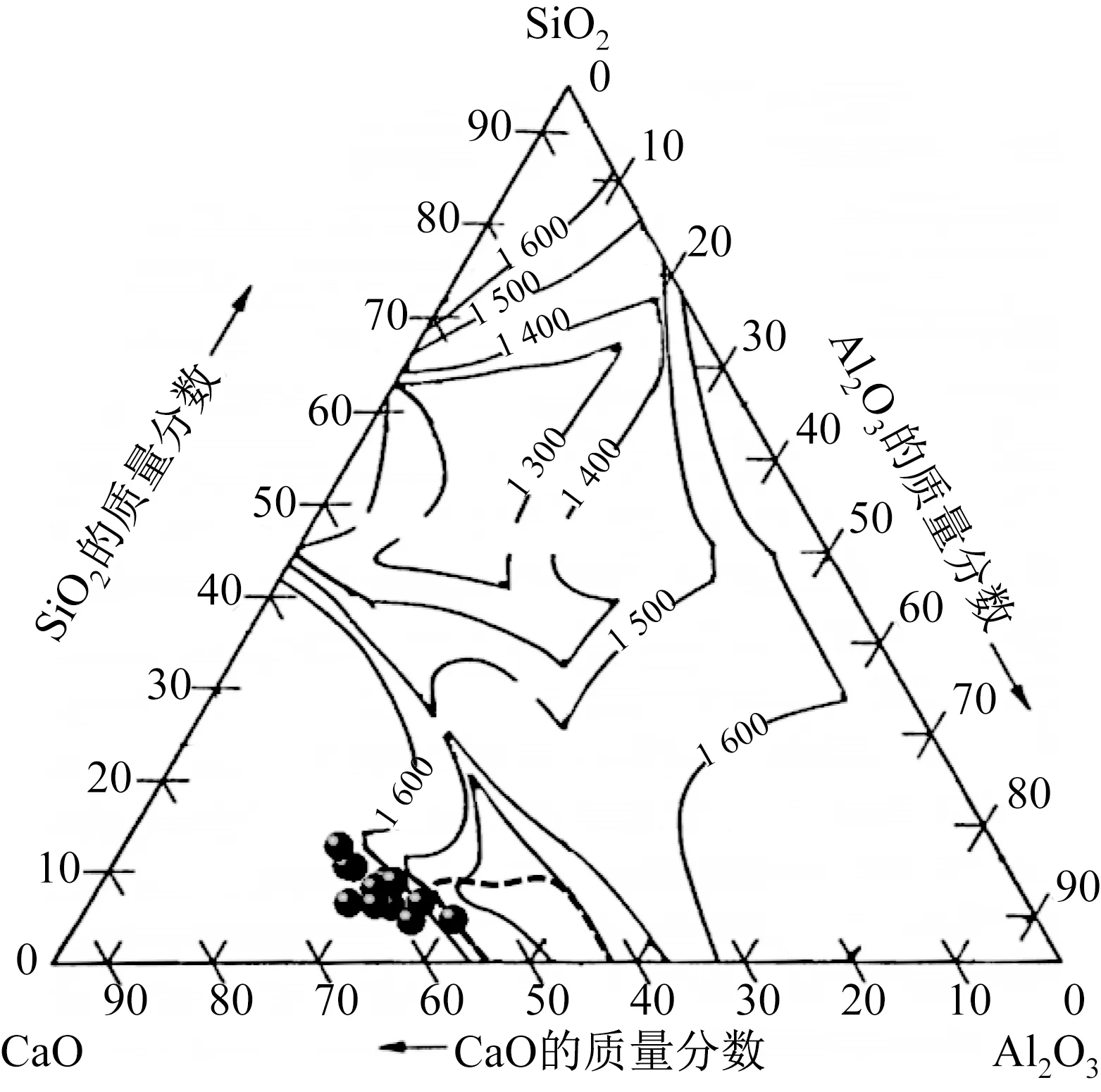
图2 铝镇静冷镦钢精炼渣在CaO- SiO2- Al2O3- 5%MgO系相图中的分布

表3 铝镇静冷镦钢精炼渣成分(质量分数)
R=m(CaO)/m(SiO2);C/A=m(CaO)/m(Al2O3)
3 热力学理论分析
3.1 含硫量
SWRCH10AB铝镇静冷镦钢精炼过程中的钢水成分如表4所示。利用Wanger模型和各元素的相互作用系数[6]得到的部分元素的活度系数如表5所示。表6[7]为CaO- Al2O3系夹杂物中CaO和Al2O3的活度。

表4 LF精炼过程中SWRCH10AB钢的化学成分(质量分数)

表5 钢液中元素在1 873 K的活度系数
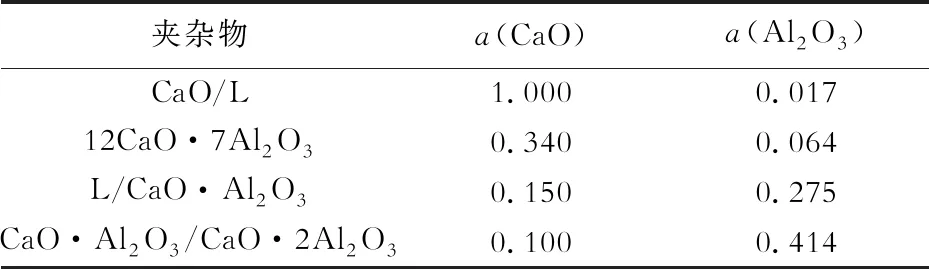
表6 CaO- Al2O3系平衡相中CaO和Al2O3的活度
钙处理时,钙与钢液中A12O3主要发生如下反应[8]:
3[Ca]+Al2O3(Inc)=2[Al]+3(CaO)(Inc)
(1)
ΔGΘ=-1 068 893+215.4T
(2)
由图3可知,在1 873 K,当钢中Al的质量分数为0.030%时,如果钙的质量分数控制在0.001 2%左右,A12O3将完全变性为12CaO·7Al2O3,钢中夹杂物变性效果最好。考虑到生产实际,SWRCH10AB铝镇静冷镦钢的钙含量控制在(12~20)×10-6为宜。

图3 1 873 K不同夹杂物中[Al]- [Ca]平衡
当钢中含硫量较高时,钙将优先与硫反应生成CaS,然后再与Al2O3反应。CaS夹杂易在水口处聚集,导致结瘤甚至断浇。因此,不仅要将Al2O3夹杂变性为液态铝酸钙,而且还要避免CaS夹杂的生成[9]。钢中产生CaS夹杂的反应式为[10]:
3(CaO)(Inc)+2[Al]+3[S]=CaS(Inc)+
(Al2O3)(Inc)
(3)
ΔGΘ=-963 016+332T
(4)
从图4可以看出,在1 873 K,当钢中Al的质量分数为0.030%时,硫的质量分数应控制在0.003 3%以下,易生成12CaO·7Al2O,使钢中Al2O3夹杂变性,减少CaS。

图4 1 873 K不同夹杂物中[Al]- [S]平衡
3.2 精炼渣系优化
该厂生产铝镇静冷镦钢时主要在LF精炼阶段脱硫,所以除需考虑到精炼渣对夹杂物的吸附外,还需考虑精炼渣的脱硫性能,硫容量是衡量炉渣脱硫性能的重要指标之一。
根据KTH模型[11- 14]计算的1 873 K下CaO- SiO2- Al2O3- 5%MgO精炼渣系等硫容量图如图5所示。
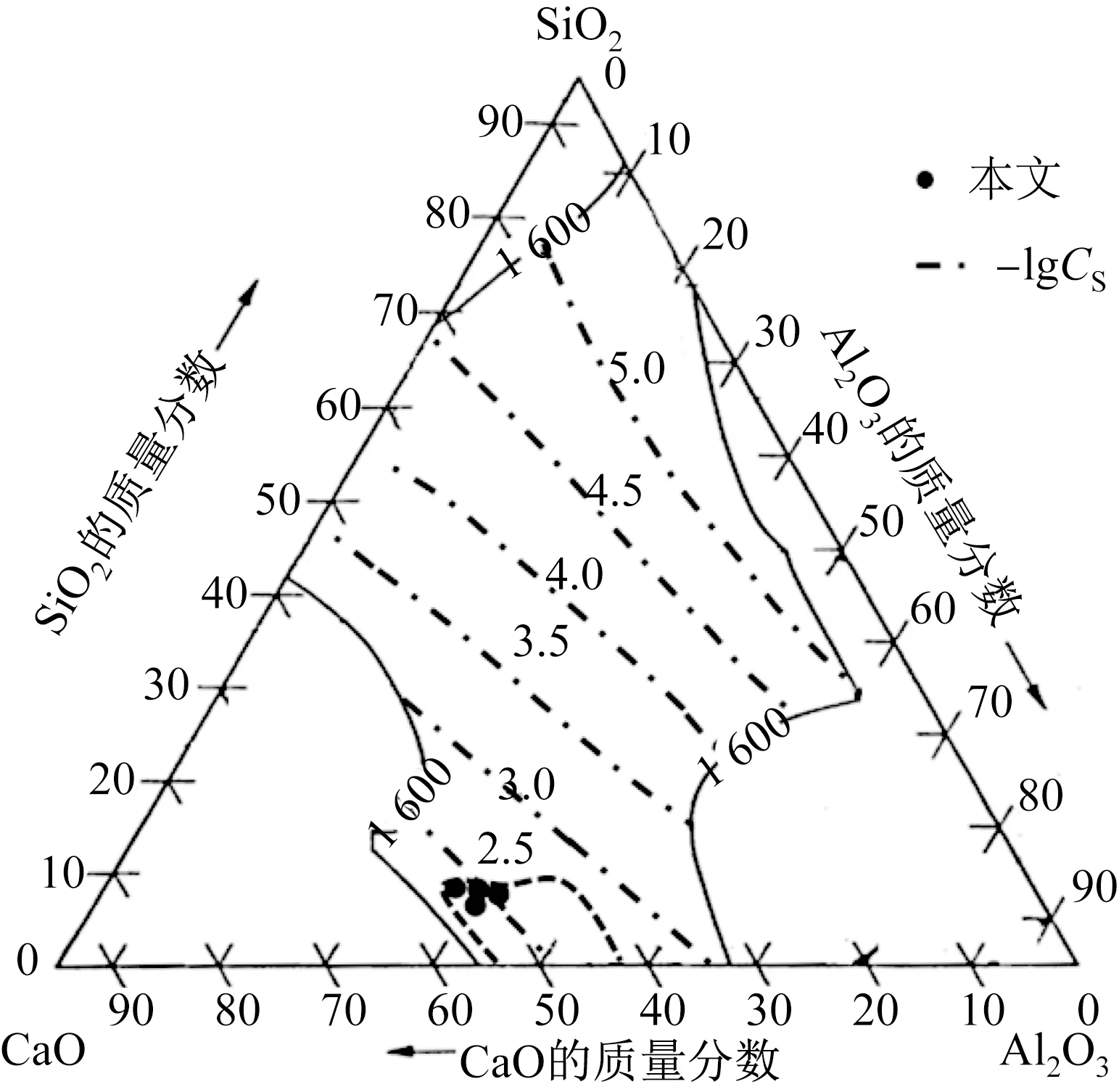
图5 1 873 K下CaO- SiO2- Al2O3- 5%MgO渣系等硫容量线图
Al2O3含量相同,精炼渣碱度越高,其硫容量越大。SiO2含量相同,精炼渣w(CaO)/w(Al2O3)越大,则硫容量越大。钢水氧含量与渣中(MnO+TFe)有一定关系[15],一般采用渣中(MnO+TFe)来衡量钢的氧含量。渣中w(CaO)/w(Al2O3)影响炉渣组元的活度、铝脱氧平衡以及炉渣对夹杂物的吸附性能[16- 17]。有研究表明[17],当渣中w(CaO)/w(Al2O3)的比值从2.0~4.4降低到1.7~1.8时,全氧含量将从(10~12)×10-6降低至(5~8)×10-6。随着精炼渣中SiO2含量的降低,SiO2活度大幅度降低,可避免或减少渣中SiO2与钢中的铝发生反应[18]。
为保证精炼渣具有良好的脱硫性能及对Al2O3夹杂的吸附性能,对精炼渣进行成分优化,结果如表7所示。

表7 LF精炼过程中终渣的成分(质量分数)
4 生产工艺优化措施
(1)控制转炉出钢温度≥1 650 ℃,严禁转炉出钢下渣。出钢至1/3时加合金及渣料,通过渣- 钢之间的混冲及转炉大底吹操作快速成渣。
(2)LF进站后接通氩气并测温、取样;观察炉渣状态,开大底吹调渣,并加入电石进行渣面扩散脱氧,将精炼渣成分控制在表7所示的水平,同时确保白渣处理时间。
(3)根据测温、取样结果进行温度调整和成分微调;成分和温度均达标后进行钙处理。钙处理后软搅拌15 min以上。
5 应用效果
5.1 精炼渣控制
该车间冷镦钢转炉出钢氧含量较高,脱氧生成的Al2O3会与加入的石灰形成钙铝酸盐渣系。生产工艺优化后,冷镦钢精炼渣成分较稳定,目前基本能满足冷镦钢生产需求。精炼渣的具体成分如表8所示,部分成分在三元相图中的位置如图5所示。

表8 LF精炼过程中终渣成分(质量分数)
5.2 硫含量控制
生产工艺优化前,钙处理前、后钢液中硫含量降低了(30~55)×10- 6,生成了大量CaS夹杂,大大增加了水口结瘤的可能性;生产工艺优化后,LF进站硫的质量分数降至0.015%~0.025%,减轻了LF精炼过程的脱硫压力。另外,钙处理前钢中硫的质量分数控制在0.003%左右,钙处理前、后硫含量降低了(0~6)×10-6,既保证了钙处理效果,也减少了钢中CaS的形成。总体上,优化生产工艺后的脱硫效果较好,能满足冷镦钢生产需求。
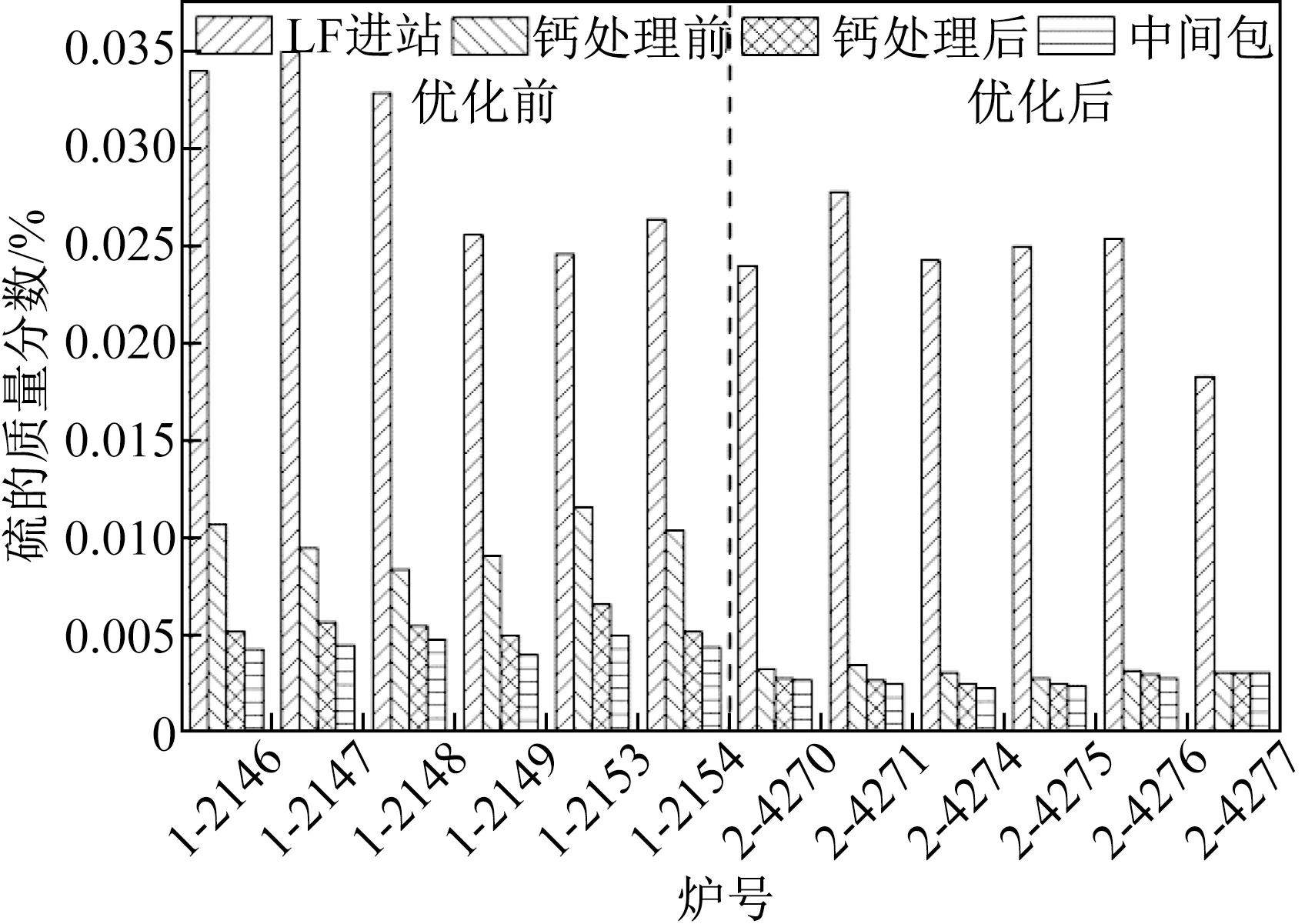
图6 生产工艺优化前、后钢中硫含量
5.3 钢水浇注
采取一系列的优化措施后,已基本解决了SWRCH10AB铝镇静冷镦钢连铸浇注过程中水口结瘤的问题,冷镦钢的连续浇注平均炉次从10炉提高到了16炉,效果显著。
6 结论
(1)SWRCH10AB铝镇静冷镦钢钙处理产生的高熔点CaS夹杂物在水口内壁聚集是导致水口结瘤的主要原因。
(2)精炼渣的成分应控制在:w(CaO)=48%~55%,w(Al2O3)=28%~38%,w(SiO2)≤10%,w(MgO)=5%~7%,w(TFe+MnO)≤1%。
(3)钙处理前钢中硫的质量分数应控制在0.003 3%以下,钙处理前、后硫含量降低幅度明显减小,既确保钙处理效果,又减少CaS的形成,钙处理及脱硫效果均较理想,可满足冷镦钢生产需求。
(4)通过优化精炼渣系成分和生产工艺,水口结瘤问题已经解决,可浇性显著改善, SWRCH10AB冷镦钢的连续浇注平均炉次从10炉提高到了16炉。
猜你喜欢
水泵技术(2022年2期)2023-01-15
山东冶金(2022年1期)2022-04-19
郑州大学学报(工学版)(2021年2期)2021-06-01
湖南有色金属(2021年1期)2021-03-07
上海金属(2020年6期)2021-01-04
有色金属材料与工程(2020年4期)2020-11-28
矿产综合利用(2020年1期)2020-07-24
武汉科技大学学报(2020年1期)2020-01-09
安徽冶金科技职业学院学报(2018年2期)2018-06-26
山东工业技术(2016年15期)2016-12-01
