乌东德右岸电站定子下线关键工序质量控制
2021-08-01 06:15杨家菊
家园·电力与科技 2021年6期


摘要:定子是水轮发电机的重要组成部分,定子下线安装是发电机定子安装工序的重点之一,定子的下线质量,直接影响線棒的使用寿命、机组安全运行的稳定度及可靠性等。本文以乌东德右岸电站定子线棒下线为例,详细介绍了发电机组定子绕组安装过程中关键工序的质量控制要点。
关键词:乌东德右岸电站;超大型;发电机;定子下线;质量;控制;电气试验
引言
乌东德右岸电站位置云南昆明市乌东德镇,由中国三峡集团公司开发建设,属于超大型发电机组。乌东德水电站右岸机组发电机由GE厂家供货,在定子机坑内下线,绕组形式为条形波绕组,“Y”形连接,槽数:768槽,8支路并联,极数64,绕组节距1-14-25。发电机出口额定电压22kV,线棒接头采用银铜焊焊接方式,绕组绝缘等级为F级绝缘。中性点引出线为敞开式结构,在机坑内短接,通过发电机中性点接地成套装置柜接地。
定子下线安装是定子安装的重要工序之一,做好施工过程中的质量控制是保证安装质量的关键点。乌东德水电站水轮发电机组开始安装时,土建施工尚在继续,装修工作还在进行,施工现场粉尘污染较重,环境较为恶劣,为保证定子下线质量,乌东德右岸电站定子下线在施工过程中加强工序管控,从小处首眼以确保安装质量,主要在以下三个阶段进行质量控制:
(1)定子下线前的准备工作;
(2)定子下线过程中的质量控制;
(3)定子下线完成后的成品保护。
1.下线前的准备
1.1 场地准备
为了提升现场定子下线装配质量,提升产品装配质量,对现场安装环境要求:干净整洁、无风沙、无尘土,布置整齐,通风良好,保证装配期间不受灰尘和烟尘的污染。施工场地准备包括:
(1)对施工机组段安装场地进行规划,将定子下线区域分为:设备存放区、线棒开箱及试验区、线棒绕包区及机坑下线区域。
(2)在定子下线施工区域搭设防尘棚,防尘棚将线棒开箱及试验区、线棒绕包区及机坑下线区域进行覆盖,形成完全封闭的作业区,设置工作人员专用通道,通道进口设置风淋门;通道入口处设置专人进行检查、登记,人员进入经静电除尘风淋室处理后再进入施工现场,并实行严格的登记准入制度。定子下线施工场地布置如图1-1。
(3)根据定子机坑和定子铁芯尺寸制作足够安全强度的下线内、外平台和防护栏杆,工作平台内侧设有扶手栏杆。
(4)在施工作业区布置施工电源开关柜满足、在下线机坑内四周布置LED节能灯,在环形吊立柱上布置LED灯带等,给定子下线施工时的提供照明,并给电接头焊接、电气试验检测、绕组加温干燥等提供用电;用塑料水管引一路洁净水源至定子下线防尘栅内,以保证定子下线电接头焊接时银铜焊机冷却用水;并将压缩空气引至风洞,在定子清扫、喷漆等所需的干净压缩空气的使用。
(5)防尘棚内设有防潮、除湿、保温及通风设备,满足下线过程中微正压、微正温的场地环境要求。
1.2 材料准备
根据工作进度需要,下线前要进行材料的开箱检查、分类清点,端箍、汇流铜环、极间连接线、汇流环引出线、绝缘盒等开箱后仔细清点,核检是否与图纸需求一致,并按要求做好材料的分类存放及安全保护措施。绝缘胶、漆等开箱清点时必须明显标记。下线用胶需在现场配制的,在使用前按要求做好各种配方配比及使用温度的验证试验并做好记录。
安装前,全部定子测温元件(RTD)在常温下检测试验,其直流电阻和绝缘电阻、耐压试验符合规定要求。
1.3 线棒开箱检查及耐压
线棒运至施工场地,在开箱区进行开箱检查,做好开箱记录。线棒吊运到线棒试验区,对线棒进行交流耐压抽检试验,加压1分钟,无放电、击穿现象,否则,线棒需进行加温干燥处理。
2.下线过程中的质量控制
2.1 定子绕组接线正确控制
为保证定子绕组接线正确,质量控制措施为:
(1)在定子下线开始编号前,根据厂家提供的定子绕组连接图纸,做出定子线槽与线棒型号的对印关系表,确定定子线槽与各特殊线棒型号的对应关系,并打印后张贴在现场。
(2)线槽编号:按定子绕组接线图定子绕组连接,俯视顺时针方向,+Y方向为768#槽,在铁芯上面用标签纸标记铁芯槽号,每槽均需编槽号且在纸上标记相序。
(3)下线过程中,检查特殊线棒的安装位置是否正确,跨拉线、引线及过桥连接线棒等均进行严格检查,确认安装位置正确,保证下线槽号正确,以免后期接线时出现错误。
(4)汇流排、过桥安装时,必须根据图纸逐一进行校核,认清槽号及线棒型式,确认正确无误,才能进行下一步工序。
2.2 下线用胶质量控制
定子下线用胶配比在定子下线过程中起着至关重要的作用,各种下线用胶配比关系必须严格执行厂家提供的成份、配比及固化时间要求,配胶时须控制:
(1)不同型号的胶必须分类摆放,并建立相应的使用台帐(取样时间、配胶时间及使用线棒编号)。
(2)配胶过程中每次配拌需按量提取,严禁不同类型的胶一次性提取,四处摆放。
(3)配胶中不同类型的胶使用不同的容器,不得混用。每次配胶完毕需将容器进行彻底清扫,分类保存。
(4)对不同类型的胶使用不同的搅拌器,搅拌器使用完毕需清扫干净,妥善保存。
(5)每次配胶完成后都要对本次所配胶保留样品,以备检查。
(6)配胶部位保持干净整洁,每次配胶完毕要进行相应清扫,剔除垃圾。
(7)大量绝缘材料,管理人员需清楚各种材料的摆放地及使用情况,严禁他人乱拿乱放。
(8)严格做好配胶时的温、湿度记录,各种装胶容器要贴上明显的标志,以防混乱。
2.2线棒嵌入
线棒嵌入过程中的质量控制为:
(1)用内径千分尺和深度尺对槽宽、槽深进行抽样检查、其槽宽、槽深能满足设计要求,标准槽样棒能顺利通过,否则应作处理。将定子上、下齿压板之间所有缝隙用粘胶带及干净破布等进行封堵。
(2)检查整个定子铁芯槽中标识各种型式线棒的位置及RTD安装位置及序号,检查定子线槽的清洁;
(3)线棒进入线槽前根据测量尺寸对线棒进行绕包,根据线圈进入线槽的具体情况调整其涂胶厚度并做记录。线棒绕包见图2-1。
(4)安装前,线棒端部的铜表面用砂纸打磨光滑并清洁干阋,用塑料薄膜包裹保护,以保证安装时,线棒端头无损伤、无尘、无其它污染成份;
(5)用环形吊上的电动葫芦将线棒吊起,落放至线槽口,调整线棒上下端部高度,将线棒匀速推入线槽,使线棒上的定位标记与定子铁芯上端的标记一致;以线棒下端为准,测量铁芯端部到引线的距离;
(6)测量相邻两线棒间的间隙,R弯处同相线棒间距及不同相线棒间距,以及直线段同相线棒间距及不同相线棒间的间距,均必须达到图纸的要求;
(7)记录线棒与线槽的对应编号。
2.3端部绑扎
(1)安裝端部垫块绑扎前,用棉布、塑料薄膜在线棒间隙中进行遮盖,以防止半导体材料涂到线棒端部以外的部分。
(2)用样板尺在下层线棒上面标记出垫块的轴向位置。按照定子绕组接线图标记每一个相间线棒的位置。
(3)毛毡用配制好的环氧胶浸润,用毛毡U 形裹包垫块(毛毡要挤出多余的胶),然后推入线棒端部, 用清洁布及时清除胶滴和流痕。为避免导电颗粒沉淀到底部,在使用期间,必须不断搅拌胶液。
(4)绑扎时,玻璃丝带分为横向和纵向(断开,不连续)两个方向,分别测量横向和纵向绑扎长度,分切比测量长度长100mm左右的玻璃丝带。
同时在绑扎时,玻璃丝带与线棒表面不能有间隙或皱褶,包两层或更多层时,玻璃丝带必须保持拉紧状态。线棒间绑扎垫块的玻璃丝带在长度方向上必须平坦,避免在这个角部出现卷边或间隙。
(5)用腻子填充线棒与垫块之间的所有间隙或聚酯毡与垫块之间的台阶
(6)在树脂固化后,用用碳化硅砂布打磨表面去除尖角和毛刺,去除玻璃纤维的尖点以防伤手或在绕组上产生局部放电,打磨后必须是一个光滑的表面。
2.4 电晕试验
为保证大型机组定子线棒绕组绝缘,根据厂家要求,在下层绑扎完成后,进行电晕试验。安装过程中对线棒进行电晕试验检验,能更好的保证线棒耐压顺利通过并检查试验线棒的使用寿命与现场安装质量。
电晕试验时,试验人员遥控成像仪通过视频数据线采集信号。通过显示的数据分析线棒端部绝缘是否有缺陷,并确定其位置。若有缺陷,必须修复合格才能进行下道工序。
乌东德右岸电站按厂家要求,每30根线棒嵌入后即进行斜边垫块、端箍的绑扎,然后进行电晕试验。该施工方法增加了定子下线过程的施工难度,对下线中的施工工艺、控制措施及过程处理等均提出了更加严格的要求。
下线各施工工序中,必须严格控制对以下两点:
(1)下层线棒绑扎时必须消除玻璃纤维丝带上的尖点,玻璃纤维丝带不能皱折。
(2)按图纸的要求涂刷防晕漆。涂防晕漆前,修磨前序涂胶流痕及胶瘤并去除多余的环氧胶。防晕漆必须在前序胶固化24小时后,去除毛剌后才能涂刷。
2.5端箍安装
乌东德右岸定子线棒端部的端箍为软端箍,端箍安装时质量控制要点为:
(1)为确保端箍与绕组导电,与绕组接触的一侧必须在安装前涂半导体漆。将涂有半导体漆的端箍与端部垫块一起绑扎。
(2)两根端箍搭接时,缠绕玻璃纤维丝带不能有皱折,端箍安装时形成的尖点,必须用砂纸磨平或打磨成圆角,以消除定子绕组耐压时的局部放电。
(3)用环氧胶填充端箍,大约每 150mm 用冲针开一个注胶孔,这些孔同时可以显示注满状态。
(4)涂防晕漆前,修磨前序涂胶流痕及胶瘤去除多余的腻子,防晕漆必须在前序胶固化24小时后,去除毛刺才能涂刷。
2.6 槽楔安装
乌东德右岸定子槽楔共有四种,按图纸要求安装、检查。槽楔安装质量控制有以下几点:
(1)用专用工具打槽楔,槽楔安装从倒数第二块开始往上。;
(2)上、下端部的各一块槽楔最后打入,要求全紧。打入前在线棒端部放置一块保护垫板以免损伤线棒;
(3)每块槽楔打好后,立即检查槽楔紧度、通风沟对齐度,符合要求后打下一块槽楔。
(4)铲除上、下端口多余的保护垫条和波纹弹簧。铲除时同样在线棒端部放置一块保护垫板。
(5)槽内有层间测温电阻时,槽楔紧度可适当放松。
(6)按定子装配图纸要求,采用标尺测量槽楔波纹板的预留空间。
2.7 绕组接头焊接
乌东德右岸定子线棒并头板的焊接采用中频银铜焊工艺,焊接时并头板接触处的焊接面积及焊接质量必须保证,每个并头板接不应有污渍并具有金属光泽,运行时不会局部发热。为保证焊接质量及线棒端部防护,施工过程中质量控制为:
(1)定子接头铜焊的作业人员焊接操作前必须经培训合格并取得铜焊考核合格证,合格后才能进行银铜焊机的操作。
(2)焊接中高温易烧伤线棒绝缘,焊接时,在线棒两端部绝缘靠近引出端头位置,用浸湿的棉布做好绝缘隔热防护。在并头板中间缝隙处装配银焊片,用大力钳将电接头夹紧,以防止焊接过程中焊料流失进入定子铁芯或绕组中。
(3)焊接前逐根用砂布清洗线棒电接头,彻底去处表面的氧化物、绝缘胶;清理线棒电接头边缘的毛刺,若电接头钎焊面有凸起,需用锉刀清除。
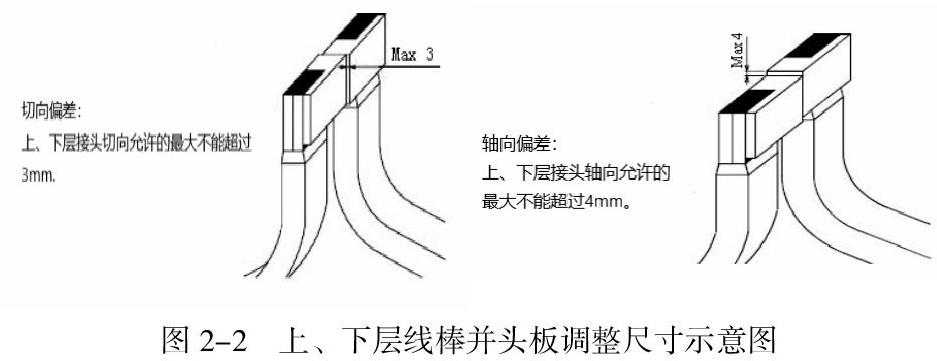
(4)线棒的并头板采用专用工具进行调整,使上、下两层线棒并头板的间距符合设计要求。上、下层线棒并头板调整尺寸要求见图2-2。
(5)焊接时检查外观铜焊缝有无裂纹,必要时重焊。钎焊功率在60KW左右,加热时间约2~3分钟。加热时注意工件的温度要均匀。
(6)用放大镜及自制镜片检查工具,检查接头焊接外观质量及焊缝质量,接头接触面焊料填充饱满,无尖角、气孔、焊熘、裂纹、凹槽和焊料未溶化现象,接头高低差满足规范要求。接头焊接完成后,用板锉、扁铲、砂布及铜丝刷清除电接头表面的残余焊料、焊瘤、毛刺等,彻底清理,用酒精布擦洗干净接头,使接头光亮。
(7)用高精度电阻测试仪测量各接头的接触电阻满足要求。
2.8 绝缘盒安装
乌东德右岸定子绝缘盒填料搅拌均匀后成腻子,其质量控制主要有以下几点:
(1)绝缘盒在使用前,用沾酒精的清洁白布进行内外清理,将绝缘盒存放在干净无灰尘的环境内。逐个检查绝缘盒外观质量,无裂纹、气泡且壁厚均匀。
(2)清理合格后的电接头,按设计图纸要求,用板尺测量每根线棒端部与绝缘盒的搭接长度。当搭接长度无法满足要求时,对定子线棒端部搭接部分进行半叠包绝缘处理,处理合格后进行再绝缘盒灌注。
绝缘盒与线棒接头之间距离应均匀。绝缘盒顶部与并头块顶部之间的最小距离符合要求。
(3)根据安装现场的环境温度,试配灌注胶,确定其实际固化时间,必要时,可在厂家指导下适当调整上端灌注胶配比。
在上端绝缘盒内填充绝缘腻子,将绝缘盒倒扣在上端电接头上,调整绝缘盒的上、下、左、右安装位置。检查灌注胶与绝缘盒的搭接尺寸,达到图纸要求。
下端绝缘盒灌注前,将外表面包好电话纸并已放入两根橡皮条的绝缘盒套入线棒下端接头处并调整好中心、高度后进行胶的灌注(也可先装2/3盒胶后再套入接头处)直至灌满。
下端定子线棒绝缘与绝缘盒之间的搭接长度也要进行严格控制,如不能达到要求,在灌注填充胶前对线棒端部进行半叠包绝缘处理。
(4)绝缘盒安装后,高度偏差≤5mm;
(5)绝缘盒浇灌固化后饱满,无气孔和裂纹。
2.9 汇流环及跨接线安装
乌东德定子汇流环共有八层,安装时采用从下往上逐层安装,汇流环支撑件在现场进行适配、安装、固定,不合适部分根据现场需求进行加工,调整对准汇流环与出线线棒的接头,按照图纸尺寸及现场实际引出线布置偏差,调整各层汇流环对准主引出线和中性点引出线的位置,主引出线及中性点引出线布置位置及安装质量符合规范、设计要求。安装各支路时应先预装各支路铜环,铜环圆度及长度均需现场配割好后再正式安装。
汇流环与电接头之间亦采用铜焊钎焊连接。焊接时要对线棒两端的绝缘材料进行降温防护,现场采用湿棉布进行缠绕遮盖好,防止高温灼伤。有灼伤或有污渍的地方必须进行处理,按厂家要求重新包绕绝缘达到绝缘等级要求。焊好的电接头按规定进行检查,焊接质量符合标准要求。
铜焊后清洁铜焊接缝:焊头的尖点要清除掉以免划伤手或产生局部放电。
按要求将汇流环与绝缘支架绑扎牢固,绑扎及绝缘包扎后,绑绳或绑带表面光滑、无毛刺、尖点。
2.10 定子绕组整体试验
乌东德定子发电机出口电压为22kV,交流耐压值相对较高,耐压前须做好各项检查及安全措施,彻底清扫定子上可能遗留的杂物,对所有的RTD均进行接地,并检查接地良好、可靠。检查试验设备的型号、规格、接线符合规范要求,设备保护动作可靠,操作灵活,试验电源供电正常。
定子下线全部工作安装完成、验收合格之后进行定子绕组的整体耐压试验。试验前进行绕组绝缘电阻测试,如果绕组的绝缘电阻值及极化指数不满足规范要求,则必须对绕组进行整体加温干燥处理,直到满足规范要求方可进行整体耐压试验。
测得各相或各支路的直流电阻必须在定子冷却状态下,消除校正误差后,各相或各支路间的最大误差不应大于最小值的2%。绕组安装全部完成后,使用2500V兆欧表测量定子绕组的绝缘电阻≥35.5MΩ(折算到40℃)。
直流泄漏试验为3Un(66KV),1min。试验中泄漏电流不随时间而增加,各相泄漏电流之差不大于最小泄漏电流的50%。
工频交流耐压试验: AC 2UN+3kV(47 kV),1min,额定电压不起晕。
绕组高压试验后,对定子铁芯和线棒层间所有RTD的绝缘电阻和直流电阻再次检测,测量值符合厂家要求。
3.下线完成后的成品保护
(1)定子绕组整体试验合格后,对整个定子进行彻底清扫、检查。
总体耐压完成后,安装气隙传感器(或预留气隙传感器位置共8处),并按图纸要求进行表面涂漆的喷涂(除定子机座外的所有外观表面)。
(2)对定子进行防护,用干燥且干净的防火布遮盖定子表面,以防止灰尘、杂物等落在定子铁芯和绕组上,并防止潮气进入定子影响定子绕组绝缘。同时安排人员值班人员,防止无关人员进入损伤定子。
(3)拆除机坑内下线平台,拆除定子下线作业区防护围栏,清理干净施工现场。
(4)对定子坑内均匀布置自动控制加热器,并设湿度计4个。当定子坑内湿度大于60%时,投入加热器,确保机坑内环境湿度符合要求。安排专业人员对定子坑内湿度及加热器的运行定期进行巡检,并作好巡检记录。
4.结束语
乌东德水轮发电机单机容量为850MW,发电机出口电压较高(22kV),安装过程中对现场环境,温度、湿度进行控制,同时加强施工过程中的工艺质量管控,确保了下线质量和安全要求,目前,乌东德右岸电站6台机组定子绕组均已安装完成,整体耐压一次性通过,各项检验性能指标均达到优良水平,为机组投运、安全稳定运行起到了保障作用,同时为后续类似超大型机组的安装起到一定的参考借签作用。
参考文献:
[1]Q/CTG 259—2019 850MW 水轮发电机组安装质量检测标准
[2]GB/T8564-2003水轮发电机组安装技术规范
[3]GB 50150-2016 电气装置安装工程电气设备交接試验标准
[4]GE WDD地下厂房发电机安装手册
作者简介:杨家菊(1970—),女,高级工程师,主要从事水利水电机电设备安装工程施工工作。
猜你喜欢
故事作文·高年级(2021年12期)2021-12-21
少男少女·小作家(2021年8期)2021-09-13
红领巾·探索(2020年2期)2020-05-19
中国高新技术企业(2016年32期)2016-12-27
中国高新技术企业(2016年31期)2016-12-22
军事文摘·科学少年(2016年8期)2016-11-02
科技视界(2016年21期)2016-10-17
大众理财顾问(2016年9期)2016-10-11
科技视界(2016年20期)2016-09-29
大众理财顾问(2016年8期)2016-09-28