车身内板件拉延成形仿真与工艺参数优化
2021-08-06 10:15李陶胜王益平凌中水
沈阳理工大学学报 2021年2期
李陶胜,王 利,王益平,凌中水,罗 林
(1.安庆职业技术学院 机电工程学院,安徽 安庆246003;2.马鞍山市汽车冲压模具先进设计工程技术研究中心,安徽 马鞍山243031;3.南京市公用事业技工学校教务科,南京21000)
影响拉延件拉延成形质量的因素众多,在数值模拟过程中,当制件的材料、厚度和料片形状确定后,制件的成形质量主要取决于摩擦系数、冲压速度、压边力、拉延筋约束力和拉延筋线位置尺寸等工艺参数[1-3]。由于各工艺参数对冲件质量存在复杂的非线性耦合关系,故选择研究参数及各参数间的合理匹配对降低模具开发成本和缩短开发周期显得尤为重要[4-6]。
目前,多数模具生产企业主要依赖经验来获取冲压成形工艺参数的匹配,有些企业利用CAE软件进行有限元仿真并结合工程经验进行工艺参数选择,上述方法均为试错法的一种体现[7-9]。本文以CAE软件AutoForm为平台,以车身大型浅拉延内板件为研究对象,建立拉延成形的三维有限元模型,以最大减薄率Tmax为优化目标,选择4个关键拉延成形工艺参数,设计数值模拟正交试验方案并结合极差分析,研究拉延筋线扩大尺寸L、可变拉延筋约束力FR1与FR2和压边圈压边力Q对浅拉延件的最大减薄率Tmax[10-11]的主次影响,探索极差分析优化正交仿真试验的方法,对拉延成形工艺参数组的优化效果及对制件成形性的影响规律。
1 冲压工艺设计
图1为某型车身大型浅拉延内板件,该数模的主视图和俯视图显示该零件整体为一个弧形对称件,零件外边界复杂,表面具有多处冲孔与多处成形,所用材料为DC04,板料厚度为1.2mm。在模具设计前,需应用CAE软件提前预知冲压零件的风险警示及处理方案,解决项目前端产品风险可控性,达到零件保质保期进入良性生产阶段。根据上述零件的特征,分析该零件的冲压成形工序,包含落料、拉延、切边、翻边和整形。由于拉延对零件成形最为关键,故本文重点研究拉延工序中的破裂、起皱和成形不足等缺陷的工艺参数优化控制。
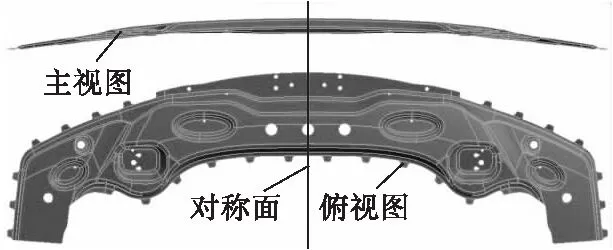
图1 某型车身大型浅拉延内板件数模
导入UG文件,将网格划分参数容错公差和最大边长分别设置成0.05mm和30mm,以此作为AutoForm的拉延模拟设计网格文件。应用网格文件进行零件准备与零件边界填补光顺,然后用光顺好的零件进行压料面与工艺补充面设计,设计好优化前的拉延模面,如图2a所示。后续可应用此拉延模面进行试算,用于反馈零件或初步设计的模面是否需要做局部修改优化。为增加仿真成功率,在试算前对拉延模面进行优化,着重优化凹模入口线、补充面高度线、填充边界和压料面大小等模面要素[11],优化后的拉延模面,如图2b所示。
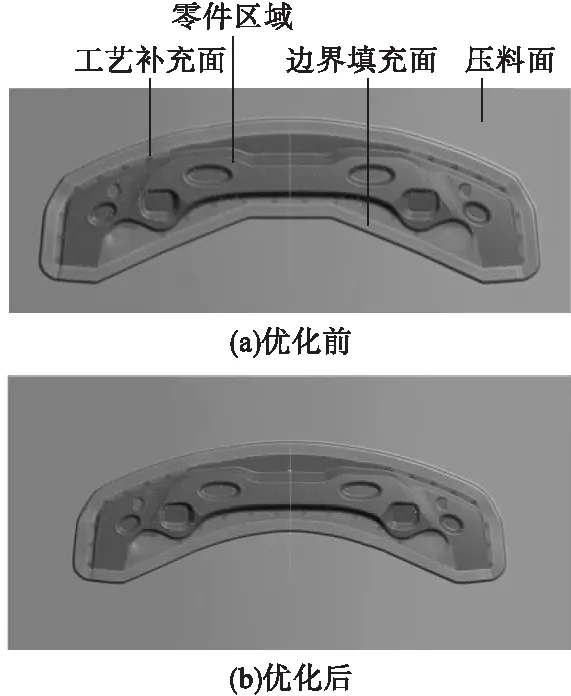
图2 优化前后的拉延模面模型
2 有限元建模与数值模拟
2.1 有限元建模
为有限元建模提供试算料片,调出AutoForm软件料片生成器设计模块,选择图2b作为料片的试算对象,设置成扩大凹模入口线40mm的无压料面自由成形料片形式,再调用一步法求解器求解最小料片轮廓,最后应用料片生成器进行料片处理和计算,获取既满足排样要求又可用于拉延成形有限元模拟的料片。图3为最终试算料片模型[12-13],料片尺寸为1809mm×548mm。
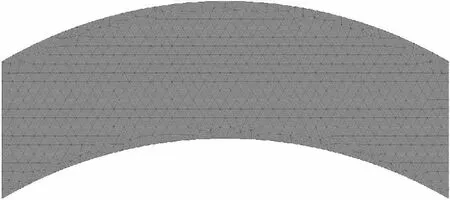
图3 最终试算料片模型
拉延模面和料片设计好后,采用增量法、单动拉延类型、参考图2b凹模侧、输入试算厚度为1.2mm,并在材料库导入材料为DC04的料片,试算DC04材料力学性能参数,如表1所示。采用缺省参数凸凹模间隙为1.2mm、摩擦系数为0.15、压边力为3MPa等完成拉延数值模拟的边界条件设计。单动拉延模具运动关系包含重力、闭合、拉延三个工步。整个运动过程为:首先凹模带动重力状态下的料片向下运动500mm与压边圈闭合;然后料片在凹模与压边圈夹持下继续向下运动500mm与凸模闭合,此时压边力为3MPa;最后凹模与压边圈夹持下的料片贴合静止不动,凸模向下运动直至拉延完成;图4为车身内板件拉延工序有限元模型。
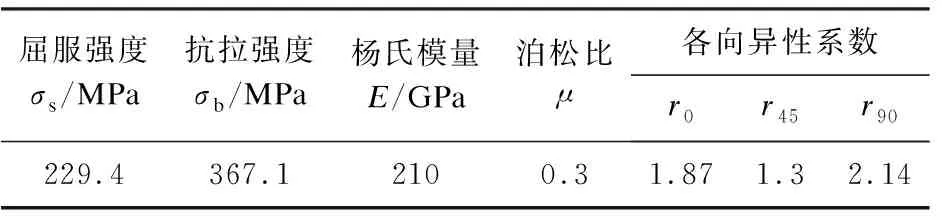
表1 DC04材料力学性能参数
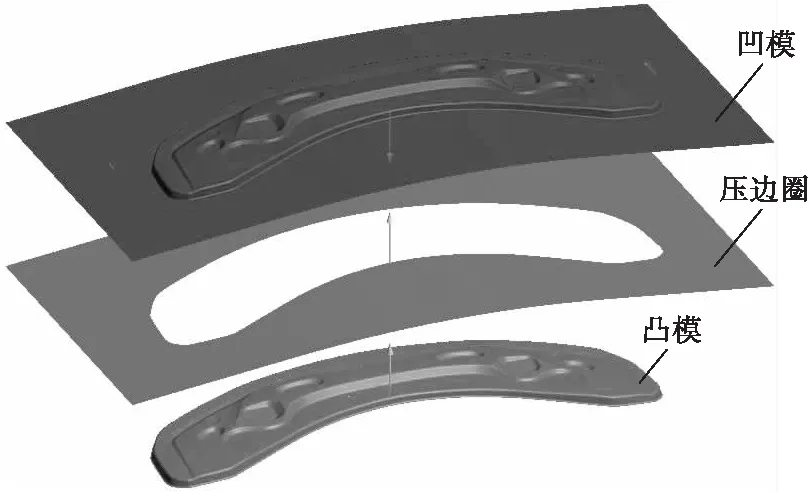
图4 拉延工序的有限元模型
2.2 数值模拟
通过上述设计所获得的初次数值模拟结果如图5a所示。图5a显示与凹模入口接触处的成形环带区域带有起皱趋势且该起皱趋势向外逐渐加大,导致拉延过程中材料难以通过凹模入口线流入零件区域,从而使零件区域发生大面积成形不足;同时零件区域带有的少量起皱,也说明初次模拟发生了失稳。考虑到该车身内板件拉延模面为浅拉延件,为防止成形制件产生起皱、成形不足等问题,需增设拉延筋用于改善材料流入量。图5b为关联凹模入口线并扩大18mm,应用缺省参数所增设单圆筋的二次数值模拟结果。单圆筋参数包括肩部半径r1=3.5mm、筋高h=6.5mm、筋半径r2=5mm、间隙c=1.3mm、槽宽w=15mm,单圆筋形状所对应的拉延筋约束力为FR=0.35kN。

图5 拉延成形数值模拟结果
3 正交试验设计
3.1 试验因子与水平
针对二次模拟结果,应用可变拉延筋消除零件区域下端局部成形不足的方法来设计正交仿真试验,期待改善其成形性并获得较好的成形减薄率,为此设计出的可变拉延筋结构如图6所示。在实际试验中影响浅拉延件成形质量的因素有很多,其中拉延筋线扩大尺寸L、可变拉延筋约束力FR1(P1点、P4点、P5点和P8点)、FR2(P2点、P3点、P6点和P7点)和压边圈压边力Q,对浅拉延件拉延成形可控性较强,故选为试验因子并分别设为A、B、C和D。参考二次模拟结果,可以减小因子A并加大因子B、因子C和因子D来设计工艺参数,可起到在低耗料下消除拉延成形性问题的作用,为此设计出正交表L9(34),如表2所示。
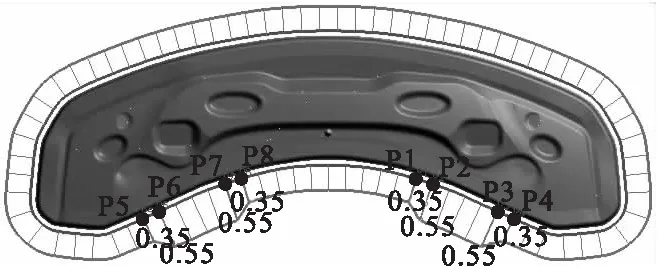
图6 可变拉延筋结构
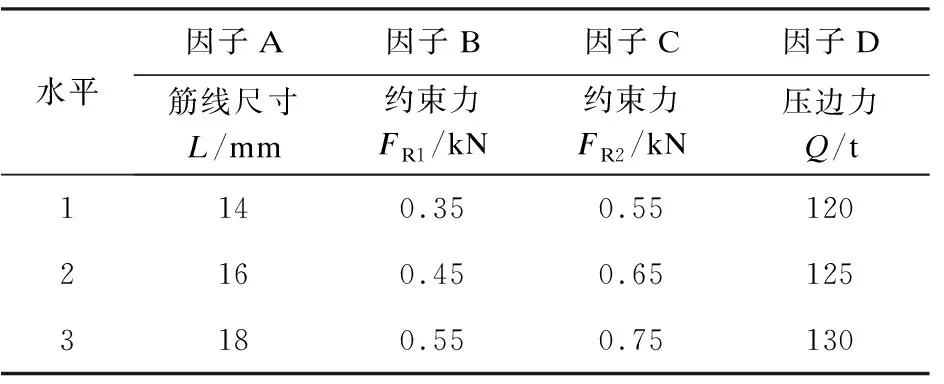
表2 正交表L9(34)
3.2 试验结果及分析
针对浅拉延件的特点和二次数值模拟结果,重点关注零件的成形减薄率。对于零件的减薄情况,一般选用减薄率指标T,通过零件成形后的最大减薄率Tmax对其减薄进行量化评价[14-16]。以可控性较强的边界参数拉延筋线扩大尺寸L、可变拉延筋约束力FR1与FR2和压边圈压边力Q作为研究因子,最大减薄率Tmax作为优化目标进行正交试验设计,得到如表3所示的9组不同的试验工艺参数组合,进一步模拟计算后得出每组试验的最大减薄率Tmax。表3试验结果的优劣水平依次为7、4、1、5、9、8、2、6、3。
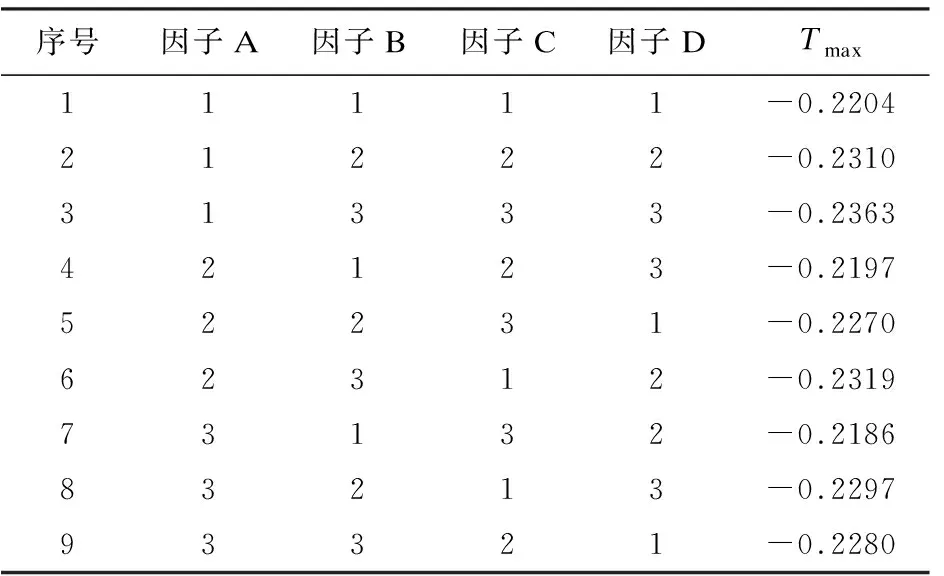
表3 正交仿真试验结果
根据表3所列正交仿真试验结果,采用极差分析法分析正交试验均值[17],通过其均值大小比较各因子对最大减薄率Tmax影响的主次关系,从而简便判断试验优化结果。
通过极差分析得到表4所列的正交试验均值分析数据,由均值分析数据再计算出极差R。由表4可以看出RB>RC>RD>RA,即影响Tmax因素的主次关系是可变拉延筋约束力FR1最大,FR2影响次之,然后是压边圈压边力Q,拉延筋线扩大尺寸L影响相对较小,用FR1>FR2>Q>L表示。正交试验所获得的最优工艺参数组:拉延筋线扩大尺寸L为18mm、可变拉延筋约束力FR1为0.35kN、可变拉延筋约束力FR2为0.65kN和压边圈压边力Q为120t。
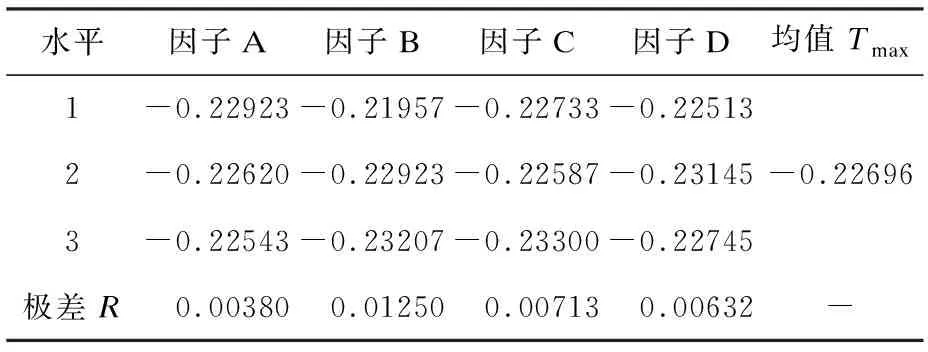
表4 正交试验均值分析数据
为直观表达各因素对最大减薄率Tmax的影响关系,应用表4正交试验均值分析数据绘制出各因素与最大减薄率Tmax的关系,如图7所示。图7中各因子变化的最大高度差为表4中的极差R值。
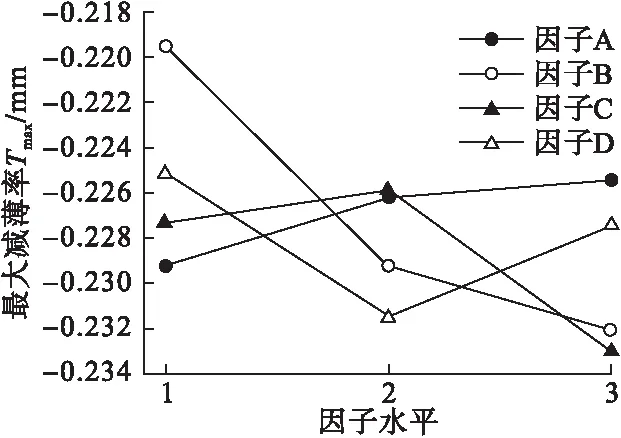
图7 各因素与最大减薄率Tmax的关系图
4 数值模拟验证与分析
应用正交试验所获得的最优工艺参数组(L=18mm、FR1=0.35kN、FR2=0.65kN、Q=120t)进行试验,结果如图8a、图8b所示。从减薄率分析图8a中调取拉延模面的最大减薄率为-0.2198,该最大减薄率仅次于正交试验中的最优水平7和次优水平4,说明正交试验对优化制件拉延成形的Tmax起到了明显的增益作用。从图8b中可见零件区域存在几处成形不充分,该现象说明应用最优工艺参数组对Tmax优化增益时,拉延模面零件区域进料量增大,导致拉延制件对凸模的贴合张力减小。
应用正交试验所获得的最次工艺参数组(L=14mm、FR1=0.55kN、FR2=0.75kN、Q=125t)试验,从减薄率分析图8c中调取拉延模面的最大减薄率为-0.2362,该最大减薄率在正交试验中仅次于最次水平3,反面说明了极差分析的可靠性。从图8d中可见零件区域成形不充分全部被消除,该现象说明应用最次工艺参数组对Tmax优化减益时,拉延模面零件区域进料量减小,导致拉延制件对凸模的贴合张力增大。
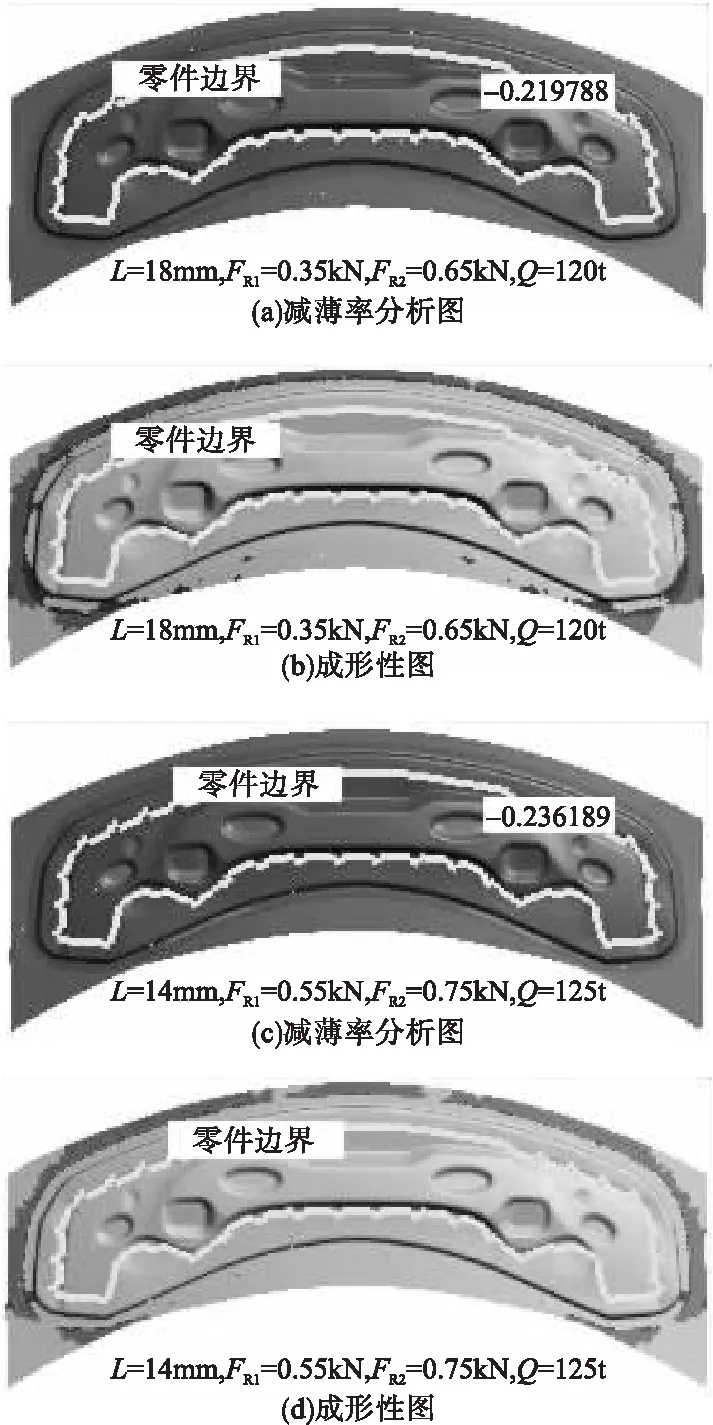
图8 最优与最次工艺参数组数值模拟结果
5 结论
采用极差分析优化正交仿真试验的方法,可以通过拉延成形工艺参数拉延筋线扩大尺寸L、可变拉延筋约束力FR1与FR2和压边圈压边力Q优化最大减薄率Tmax。应用所建立的4因素3水平正交表L9(34),通过数值模拟结合极差分析可知:影响Tmax因素的主次关系为FR1>FR2>Q>L。
以极差分析优化Tmax为目标进行正交仿真试验,最优工艺参数组对Tmax增益作用明显;最次工艺参数组对Tmax减益作用明显。应用最优工艺参数组对Tmax优化增益时,成形不充分区域面积被增大;应用最次工艺参数组对Tmax优化减益时,成形不充分区域面积被消除。
猜你喜欢
钣金与制作(2022年5期)2022-06-09
房地产导刊(2022年5期)2022-06-01
中国应急管理科学(2022年1期)2022-04-18
煤气与热力(2022年2期)2022-03-09
建材发展导向(2021年13期)2021-07-28
建材发展导向(2021年12期)2021-07-22
建材发展导向(2021年7期)2021-07-16
科学与财富(2021年35期)2021-05-10
中学生数理化(高中版.高二数学)(2021年12期)2021-04-26
船舶标准化工程师(2020年1期)2020-06-12