关于铁路产品钢结构质量问题的分析
2021-08-06 07:07孙宇辰
中国金属通报 2021年9期
孙宇辰
(北京扬天泰格铁路装备技术开发有限公司,北京 100000)
随着我国铁路出行的多次提速,对轨道车辆的设计和生产的要求也越来越高。钢结构产品是机车车辆非常重要且无可替代的组成部分,所以提高产品钢结构质量就成为提高机车车辆整体外观和安全性能的一个极其重要的环节。虽然国家和相关部门出台了许多标准和规范约束生产制造,然而,一些钢结构产品往往存在这样或那样的问题,如产品钢结构出现裂纹、部件表面油漆剥落、不必要的组装等类似的质量问题。消除钢结构常见的质量问题是一项大型的系统工程,需要在制造过程的各个阶段、生产的各个环节以及设计的各个环节给予足够的重视。 同时,要推广应用钢结构生产中的新技术、新工艺,全面消除钢结构质量问题,确保机车车辆产品质量安全[1]。
1 钢结构质量问题的分析
钢结构产品质量难以保证的原因有很多,也很复杂。有做工不到位造成的问题,有技术操作中断造成的问题,有技术水平造成的问题,有错误造成的质量问题,以及设计师和决策者的责任感造成的问题。
1.1 钢材本身存在的问题
随着科技的进步,市场上出现了各式各样的新型高性能钢材。机车车辆所用产品的钢结构也就越来越多地开始采用这些高性能钢材。这对于提高机车车辆整体的生产水平起到了很大的推动作用,但钢材本身的质量也就成为造成产品钢结构质量问题的一个起因。
例如在施焊过程中发现事故车架梁出现了撕裂现象,经过无损检测,发现裂纹深度约为3mm。轧制质量差是造成质量问题的主要原因。在焊接过程中,焊接产生的焊接电压会撕裂材料。出现了撕裂现象。如图所示:
原因分析:由于所用零件的性质,该零件用作组件中的结构构件。 由于材料分层,焊接产生的焊接应力向外释放,板材在厚度方向断裂。
可以根据实际情况采取以下的几种措施进行处理:
(1)钢中大量夹层是钢厂自身在轧制过程中造成的质量问题。它超过了国家标准和规范的要求。可以要求钢厂派人到钢厂检查洽谈,退货或进行更换处理;
(2)如果夹层数量少,可以征求技术部门和业主的意见,将信息反馈给钢厂,并采取施工措施消除遇到的问题。根据无损检测的结果,对所有有问题的部位进行刨削,然后在深度本身填充相同强度的焊材,完成后进行表面处理,在规定的时间后进行无损检测,同样选择组件进行物理和化学测试,只要符合设计规范,就可以继续使用[2];
(3)在主管的监督下,零件被切割并更换为合格的钢材,替换件用于非结构件和次要件或作为辅助材料。完成后,将进行无损检测,指定时间后执行,做好详细记录[3]。
1.2 在施工过程中出现的问题
加工过程中更容易出现质量问题,后处理困难主要是由于特定工序和关键工序,质量问题在整体工序中所占的比例很小。特殊工艺包括焊接和喷漆,而重要工艺包括冲压和组装。
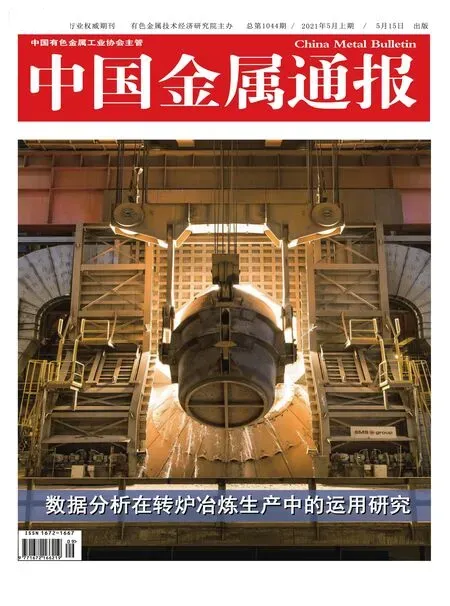
(1)焊接工序。该工序属于隐蔽性工序,这道工序是组建产品钢结构的非常重要的一道工序,也是最易发生质量问题的工序之一。在这道工序易出现以下问题:起焊位置不正确、夹渣、未溶合、气孔等问题。此类问题是直接影响产品质量的主要问题,因此此类问题应由专业检测公司使用专业工具和经验丰富的焊接检验人员进行检查,才可评判出来。例如:

图2的起焊位置不正确,这种焊接应从两根梁的对接处起焊,即从对角上起焊,就如图2所示。如图1焊接出来的产品强度、抗震性等都不如图2所示的焊接方式好,容易开裂。因此在钢结构强度要求很高时,图1的焊接方式绝对达不到的要求,必须采用图2所示的焊接方式。图3所示为焊接时产生了气孔,需要进行相应的补焊,或者切割下来重新焊接。正确的焊接方式如图4所示。在焊接时还有很重要的一道工序就是打磨,施焊前后工件均须打磨,多数作业人员知道焊前要打磨,但却不知道打磨到什么程度,有时为图省事干脆不进行打磨。那么最终导致的就是焊接不牢固,强度达不到要求,外观也不美观。那焊前打磨有什么好处呢?焊前进行打磨可以大大提高可焊性,使焊接牢固可靠,而且焊缝美观。打磨到什么程度最好呢?最好是将焊接处打磨出金属光泽,而且是愈平整愈好。焊接这道工序上的实际问题非常多,这也是导致产品钢结构质量问题的重点所在,所以在质量检验中这是一个重要的检验部分,也是设计者验证设计产品可靠性重点关注的环节。

图1 钢材本身表面所出现的撕裂现象
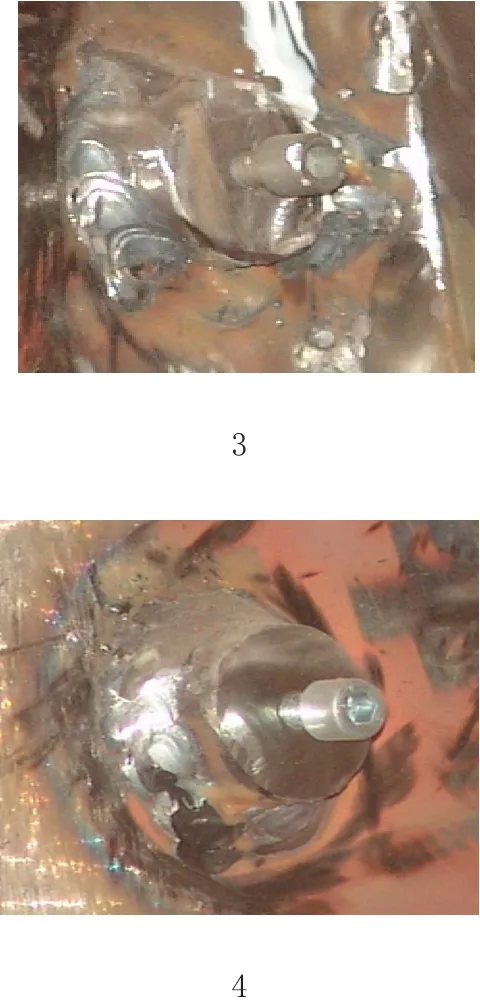
图2 整体焊接工序

图3 整体涂漆工艺
(2)涂装工序。这个过程也是潜伏的,对结构的影响小于对使用功能的影响,但严重影响外观质量。这个过程也更容易出现质量问题。工艺质量问题主要表现在:构件表面漆膜大面积局部剥落、构件表面漆膜剥落、流挂现象、漆膜厚度不足、漆膜分布不均漆膜颜色的厚度和差异更多。例如以下几例:
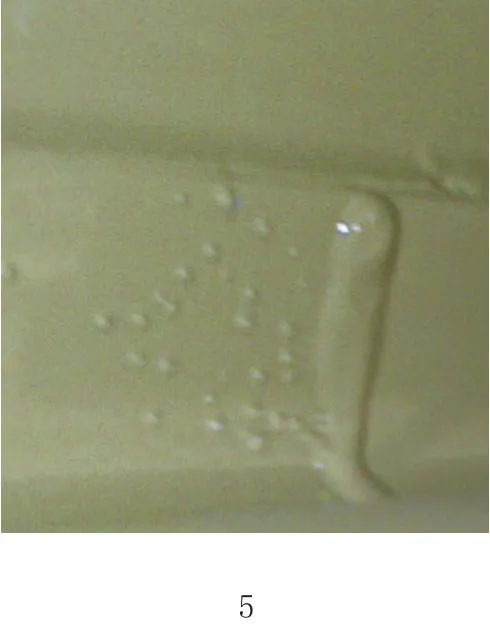
(3)漆膜上出现颗粒状现象,这是因为喷漆前没有将表面处理干净,这是一些小颗粒物体附着在钢结构的表面,最终导致图示现象。
解决方法:用砂纸将表面打磨平整重新喷漆。
图6是喷漆时局部漆太多,导致产生流挂现象。
解决办法:重要部位要打磨后重新喷漆,非重要部位且不影响外观质量,在流挂现象不严重的情况下可进行局部修整。
图7是由于结构面不平整导致喷完漆后反光度不一致。
解决方法:实现调整钢结构,尽量使其平整,之后用腻子或其他材料对平面进行找平。使其达到平整度要求。
图8和图9产生色差及光泽度不一致现象,这是由于不是同一批次喷漆,调配的油漆不同、喷漆的环境等多种因素导致色差及光泽度的差别。
解决方法:雇佣经验丰富的喷漆工,调配油漆要严格要求,喷漆环境保持良好。
图10的现象是喷漆不均。
解决方法:再喷一次,使其均匀。
图11是由于结构受热后漆膜脱落。
解决方法:将表面重新打磨平整,重新喷漆。
(3)放样下料工序。这个过程是加工产品之前必不可少的过程。它的质量直接影响下道工序,甚至导致所有准备好的零件报废。这种情况非常普遍,因此在采伐前非常重要,必须加强过程质量控制。此工艺造成的质量问题主要表现在切割时长条、薄板等零件的变形比较严重;由于切割气体或夹渣以及成分分布不均,在切割面上出现马齿状花纹;气割或锯切的零部件未考虑后续工序的收缩变形而导致的零部件尺寸超标。因此,下料工序要对结构材料、下料工艺及后续工序的影响综合考虑施工。
(4)装配工序。该工序对零部件加工质量起着重要的作用,其质量受前道工序的影响很大,因此在装配前加强对工序的监控非常重要。此过程造成的质量问题主要表现在组装件的位置错误,如定位错误,导致零部件装反,致使之后安装其它零部件时产生一系列问题;零部件的使用错误,本来应该装配2#零部件件,装配的却是3#零部件;零部件在正确位置上装配错误、如接地螺母应该焊到下方,但实际却焊到上方;组装件的安装间隙超过规范和技术文件的要求。3mm的间隙现在是7mm;部分零件未经校正组装,组装完成后无法消除现有变形;操作者私下切割零件,经济实惠,孔的顶部位置大于标准;安装垫表面未精加工,外观不符合要求等。
1.3 由于设计失误造成的质量问题
由于设计人员对工艺、标准等误解甚至是不了解,图样设计错误造成最终产品的质量问题。这样的问题既导致质量问题,又耽误工期,而且还会造成浪费材料、增加成本等经济问题。由设计失误造成质量问题有以下几种:
第一:设计时为保质量刻意加厚板材厚度或更改相关尺寸,或是为了美观而刻意减少某些零部件从而导致设计失衡,使与其相连的零部件不能与之很好的连接或承重。例如设计钢轨打磨列车初期设计人员为了达到强度、刚度等要求,将顶部结构型材选用为5mm厚的矩形钢,最后和侧梁装配时发现,顶部重量太重,侧梁支撑不了如此重的顶盖,后经计算改为采用3mm厚的矩形钢。
第二:图纸错误,对于材料没有实质概念,又不实际考察就选用,使最终生产出的产品和设计预期的不一致。例如钢轨打磨列车配电柜的设计,外皮和门板使用了3mm厚的钢板,顶部封板使用5mm厚的钢板。这使得配电柜整体很重,运输不方便,尤其使得柜门在安装时很困难,不便用户使用,实际情况1.8mm~2mm厚的钢板已经能达到设计要求。再举一个例子:设计钢轨打磨列车吊拉工装时,本应该采用M16的螺栓连接,但由于设计人员的失误,致使最后出现在图纸上的尺寸变为M8的螺栓。这种严重错误将可能导致产品吊装安全事故,后果不堪设想。
另外,把零部件复杂化,使施工人员不能很快很好看懂图纸、很方便的施工。设计人员最终打出的图纸应是简单明了的,严格按照国家规定的制图要求绘制,不应有多余线条。例如虚线,国家规定能不出现虚线的地方尽量不要出现,否则太多的线条会给施工人员带来许多的不变,使他们要花很大一部分时间去搞懂图纸。这是既浪费工时,又耗费人力的事情,影响施工进度。
所以说设计产品的钢结构并不是很简单的一件事,一个好的设计师通常需要了解各个方面的知识,并能熟练应用,学习国内外先进设计技术最重要的是要学会查找资料、文献等,这样不仅会使设计的产品更简单,更实用,更美观而且还会更经济。所以在设计产品钢结构时,设计者必须从产品的实际状态出发,明智地选择材料和设计方案,以满足运输、安装和使用过程中对结构强度、稳定性和刚度的要求。
2 钢结构件焊接中存在的问题及预防措施
2.1 局部变形
在焊接过程中产生局部变形的原因有:材料放置不平、材料的刚性不均匀或者刚性太小导致的材料收缩、加工人员的操作失误和焊接器材工作不稳定、焊接过程中出现咬肉或咬肉程度过大等。针对这些问题可以采取的预防措施包括:在设计焊缝之前,考虑部件各部分的刚度,使焊缝材料的刚度均匀。拼接材料时,还需要将焊道设置在合理的范围内,以尽量减少焊缝的对称分布。对于一些较大的构件,以及焊缝较多的钢材,应分层、分段焊接,焊接时注意电流、焊接方向和焊接速度一致。
2.2 构件侧弯
构件产生侧弯的原因有:组装时,组装顺序没有合理对齐,焊接顺序不合理。焊接时构件不水平放置,两个构件之间的间隙宽度不均匀,间隙末端发生横向弯曲。也有外力,比如一些外部因素,会导致组件在运输和堆叠过程中向一侧弯曲。构件的侧弯会显着影响钢结构的稳定性,造成巨大的损失,为避免构件的侧弯,应采取以下预防措施:首先要对结构的装配顺序和焊接顺序采取合理的措施。焊接前检查焊接平台是否平整。如果不平整,应及时更换或修理焊接平台。对待焊部件进行预处理,使焊缝间隙分布均匀,然后按照合理的焊接顺序进行加工,尽量避免焊缝不均匀和不对称,在运输和储存过程中保持部件受力平衡。
3 结语
由于铁路运输的快速增长,安全是一个主要问题。钢结构通常用作机车车辆的重要部件和受力结构,其质量直接影响机车的安全和设计。性能和耐用性,轻则影响正常使用,造成巨大经济损失和重大牺牲。产品钢结构质量也就受到越来越多相关部门的关注,所以提高产品钢结构质量迫在眉睫。要提高产品钢结构的质量就要有高性能高品质的材质,规范细心的施工,严谨的设计,我们要综合考虑各方面因素,整体提高,只有这样才能将产品钢结构质量提升到一个新的高度。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
绿色建筑(2021年2期)2021-09-15
昆钢科技(2021年1期)2021-04-13
汽车维护与修理(2021年2期)2021-02-03
润滑油(2020年1期)2020-03-09
大众汽车(2019年8期)2019-12-06
汽车实用技术(2019年16期)2019-09-11
建材发展导向(2019年10期)2019-08-24
东西南北(2017年3期)2017-03-01
汽车维护与修理(2016年10期)2016-07-10