
对快速可调管件弧形压弯装置的研究
2021-08-09 08:48袁理智
中小企业管理与科技·中旬刊 2021年6期
袁理智
【摘 要】快速可调管件弧形压弯装置实用新颖,通过在三辊弯管机上安装可调的管件成型机构,能够满足不同管件的压弯成型要求,大幅提高了管件压弯精度,节省管件压弯时间,从而提高生产效率。该管件成型机构的结构简单、紧凑,利用行星齿轮结构,调节简单,使用方便,操作省时省力,大幅提高了加工效率。
【Abstract】The fast and adjustable arc press bending device for pipe fittings is practical and novel. By installing an adjustable pipe fitting forming mechanism on the three-roll pipe bending machine, it can meet the bending forming requirements of different pipe fittings, greatly improve the press bending accuracy of pipe fittings, save the press bending time of pipe fittings, so as to improve the production efficiency. The structure of the forming mechanism for pipe fittings is simple and compact. It uses planetary gear structure, which is simple to adjust, easy to use, time-saving and labor-saving in operation, and greatly improves the processing efficiency.
【关键词】压弯装置;可调;标尺;压辊
【Keywords】press bending device; adjustability; scale; press roll
【中图分类号】TG386.3+1 【文献标志码】A 【文章编号】1673-1069(2021)06-0185-02
1 引言
近年来,三辊卷板机以其运行平稳、安全性高、操作简单、使用寿命长等特点而得到不少钢结构、铆焊结构、构件等厂家广泛使用。但在生产实践中,经常遇到需要弯制一些弓型钢管和弓型方管,如制作一些大跨度的弓型大棚,一些大跨度的弓型绗架结构,或者某些需要弯制的汽车零部件等,都需要对一些圆管或者方管进行一定的压弯制作,而目前的情况是用氧气烤到一定温度后,人工压弯制成的,或者利用焊制一个简单的模型依靠千斤顶或者小型手动葫芦倒链靠模进行加工等各种制作方法。无论采取哪种加工方法,都不同程度地出现压弯管不均匀、个别地方易出现死结、压弯制作速度慢等问题。总之,压弯制作效率极低,精度更差。鉴于这种现状,并结合实践以及一定的专业知识,逐步探索在三辊卷板机基础上附加简单装置便能够快速而且精度比较高地将圆管或方管压制成弧形,可以大大提高管件压弯制作精度,节省管件压弯时间,从而提高生产效率。
2 管件弧形压弯基本工作原理
三辊卷板机上辊在两个下辊中央对称位置作垂直上下升降运动,通过电机传动到主减速器末级齿轮,由末级齿轮带动两个下辊齿轮啮合作旋转运动,为板材的卷制提供扭距。管件弧形压弯机是在原有卷板机的基础上,在三辊的另一端三根轴上分别加装一些指定可调节模具装置,利用卷板机原有的动力系统,来达到管件弧形压弯目的。借助上辊模具的下压及两个下辊模具的旋转运动,使金属管圆管或者方管经过连续弧形压弯,产生一定的塑性变形,同时,经过将上辊上下移动,来调整其中心到两下辊中心的垂直距离,从而将管件压弯制出所需要的弧度。
3 快速可调管件弧形压弯装置
3.1 装置特点及技术效果
与现有技术相比,其特点及技术效果突出,实用新型,结构简单,使用方便,采用在三辊弯管机上安裝可调的管件成型机构的方法,能够实现不同管件的压弯成型,大大提高了管件压弯精度,节省管件压弯时间,从而提高生产效率。同时,管件成型机构结构简单、紧凑,利用行星齿轮结构,调节简单、方便,操作省时省力。
3.2 快速可调管件弧形压弯装置技术方案
结合目前实际情况以及现有存在的技术问题,本文提供了一种压弯精度高,大大提高加工效率,并且满足不同直径管件加工的可调式管件弧形快速压弯机。
为实现上述目的,所采用的技术方案为一种可调式管件弧形快速压弯机,包括三辊弯管机,所述三辊卷板机的辊轴上分别连接有管件成型机构,所述管件成型机构主要由中间轴和调节套构成,所述中间轴的中部设置有成型轮,所述成型轮的两侧分别安装有调节套,所述中间轴上安装有用于控制调节套移动的调节机构,所述调节套包括轴套段和辊套段,所述轴套段套装在中间轴上,所述辊套段套装在成型轮上。
所述调节机构主要由调节丝杆、环形支撑块和齿圈构成,所述中间轴的两端设置有阶梯轴,所述阶梯轴上安装环形支撑块,所述环形支撑块的外部设置有紧固螺母,所述环形支撑块和成型轮之间均布安装有4根调节丝杆,且呈圆形布置,所述调节丝杆的两端分别转动安装在环形支撑块和成型轮上,所述调节套的轴套段上设置有螺孔,所述调节丝杆安装在螺孔内,且调节丝杆上还安装有齿轮,所述阶梯轴上还转动安装有转动板,所述转动板上安装有齿圈,所述齿圈与4个齿轮相啮合。
所述阶梯轴还设置有挡圈卡槽,所述挡圈卡槽内安装有挡圈,所述挡圈位于转动板的外部。
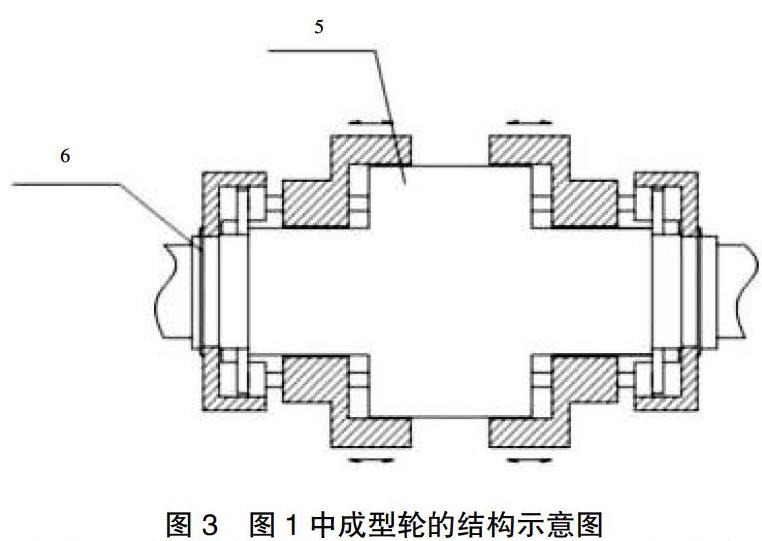
所述成型轮的滚动面为槽型或者平面。滚动面为槽型主要是為了便于弯制圆形外轮廓的构件、弯制圆形钢管等,滚动面为平面主要是为了弯制方形外轮廓的一些钢管、构件等。
3.3 快速可调管件弧形压弯装置详细说明
快速可调管件弧形压弯装置附图及详细说明如图1~3所示。
3.4 快速可调管件弧形压弯装置具体实施方式及工作原理
为使快速可调管件弧形压弯装置所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本快速可调管件弧形压弯装置进行进一步详细说明及工作原理描述。
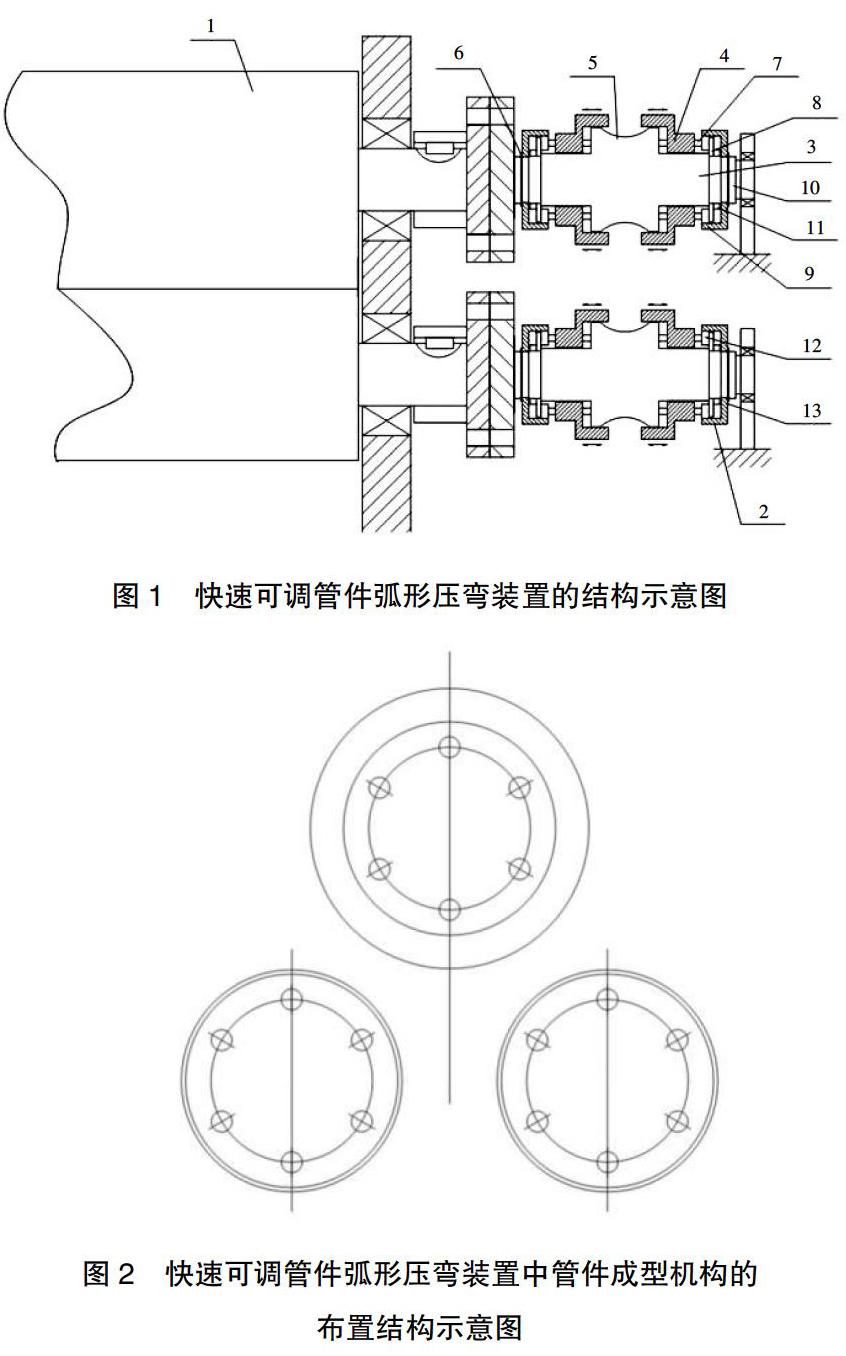
如图1和图2所示,一种可调式管件弧形快速压弯机,包括三辊弯管机1,三辊卷板机1的辊轴上分别连接有管件成型机构2,管件成型机构2主要由中间轴3和调节套4构成,中间轴3的中部设置有成型轮5,成型轮5的两侧分别安装有调节套4,中间轴3上安装有用于控制调节套移动的调节机构,调节套4包括轴套段和辊套段,轴套段套装在中间轴3上,辊套段套装在成型轮5上。
其中,调节机构主要由调节丝杆7、环形支撑块8和齿圈9构成,中间轴3的两端设置有阶梯轴10,阶梯轴10上安装环形支撑块8,环形支撑块8的外部设置有紧固螺母11,环形支撑块8和成型轮5之间均布安装有4根调节丝杆7,且呈圆形布置,调节丝杆7的两端分别转动安装在环形支撑块8和成型轮5上,调节套4的轴套段上设置有螺孔,调节丝杆7安装在螺孔内,且调节丝杆7上还安装有齿轮12,阶梯轴10上还转动安装有转动板13,转动板13上安装有齿圈9,齿圈9与4个齿轮12相啮合。阶梯轴10还设置有挡圈卡槽,挡圈卡槽内安装有挡圈6,挡圈6位于转动板13的外部。
本实用新型快速可调管件弧形压弯装置在现有三辊压弯机的基础上进行一定的改进,在三辊的另一端三根轴上分别加装3个法兰,通过法兰连接管件成型机构。管件成型机构采用调节机构控制调节套,通过调节机构控制调节套移动,进而调节调节套之间的距离,使调节套之间能够容纳下不同直径的钢管或方管。调节套套装在成型轮的两侧,且成型轮5的滚动面为槽型或者平面。在具体调节时,通过转动转动板和齿圈,使齿圈转动,进而带动4个齿轮同步转动,再带动四个调节丝杆同步转动,使调节套能沿调节丝杆前进或后退,从而达到调节调节套之间距离的目的。
4 结语
综上所述,通过对本实用新型快速可调管件弧形压弯装置和实施技术方案的理论研究以及所提供具体的实施过程方案及工作原理的详细描述,其克服了本行业现有技术的不足。其研究成果实用新型,结构简单,使用方便,大大提高了管件压弯的精度,节省管件压弯的时间。调节机构具有快速简单、方便,操作省时省力的推动,有助于大幅提高生产效率,为企业创造了经济效益。
【参考文献】
【1】闻邦椿,鄂中凯.机械设计手册[M].北京:机械工业出版社,2010.
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05
橡塑技术与装备(2022年5期)2022-05-17
都市(2022年12期)2022-03-04
今日农业(2021年11期)2021-11-27
公民与法治(2020年3期)2020-05-30
当代陕西(2019年5期)2019-03-21
橡塑技术与装备(2018年21期)2018-11-13
橡胶工业(2016年11期)2016-02-24
中国卫生(2015年9期)2015-11-10
饲料工业(2015年1期)2015-01-18
