
活塞连杆总成流水线装配工艺方案的分析
2021-08-23 09:26梁士明梁锋
时代汽车 2021年16期
梁士明 梁锋


摘 要:本文以发动机装配线为例,从节拍、过程质量以及防错等方面,对某合资公司发动机工厂A、B线的活塞连杆总成装配工艺进行比较分析;同时借鉴行业内其他主机厂的装配工艺,寻求一条改进活塞连杆总成装配工艺的思路,为消除生产线的瓶颈工位提供改进的方向。
关键词:流水线 装配工艺 活塞连杆总成
Analysis of the Assembly Process Plan of the Piston Connecting Rod Assembly Line
Liang Shiming Liang Feng
Abstract:Based on the engine assembly workshop production line, the article compares and analyzes piston and connecting rod assembly process plan from the production rhythm control, assembly process quality and error proofing in SGMW EMD assembly shop phase 1 and 2. And at the same time with the reference from other factory assembly line, the article aims to find a way to improve the route of improving the assembly process of the piston and connecting rod assembly line, so as to provide the improvement direction to eliminate the bottleneck of the whole line.
Key words:assembly line, assembly process plan, piston and connecting rod assembly
1 引言
发动机作为汽车的心脏部位,其装配质量的好坏对整车质量而言,有着举足轻重的作用,而作为“心脏”的心脏部位,活塞连杆总成的装配质量无疑更是重中之重。随着装配线的几次提速,活塞、连杆生产工艺的变更,活塞连杆总成的装配已逐渐成为整线的生产瓶颈,严重影响着整线的输出。如何能在生产节拍不断提高的同时,能够有效的保证活塞连杆总成的装配质量,是目前装配线需要亟待解决的问题。因此,对流水线上活塞连杆总成装配工艺进行分析,以寻求一个更加优化的装配工艺是十分有必要的。
2 活塞连杆总成装配工艺介绍
2.1 某合资公司活塞连杆总成装配工艺分析
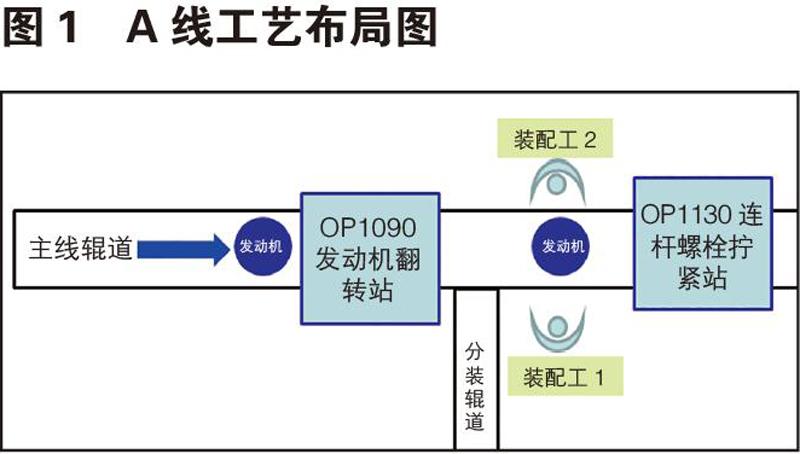
2.1.1 A线装配工艺介绍
A线装配布局如图1所示,完成分装的活塞连杆组通过分装辊道,输送到主线旁,主线上的两名装配工采用两两配合的方式,将组件依次安装到各缸中,并将连杆螺栓预紧后,由自动拧紧设备进行拧紧。
具体操作顺序:装配工1取活塞连杆组放入安装工装→安装导向工装→取连杆盖交予装配工2→装配工1将活塞连杆组装入缸孔→装配工2安装连杆盖并预拧紧;如此循环4次操作,完成4个缸孔的安装;
质量检查内容:活塞、连杆、轴瓦是否存在质量缺陷;活塞连杆组件是否存在错漏装;工艺布局缺陷:①因需两人配合装配,每周期操作存在等待浪费≥1秒;
②预紧螺栓多次取放气枪等工具, 存在多余动作;③布局狭窄,无法通过增加工位或工装等方式进行工艺平衡;
2.1.2 B线装配工艺介绍
B线装配布局如图2所示,装配工艺与A线相近,但因B线托盘采用翻转支架的形式,相比A线在操作中需增加翻轉发动机的操作内容;
具体操作顺序:装配顺序与A线相似,在完成4个缸的活塞组件装配后,装配工2需翻转发动机;
质量检查内容:与A线保持一致;
工艺布局缺陷:均存在上述A线相同的3种布局缺陷,且因B线托盘采用翻转支架替代自动翻转站功能,增加了装配工翻转托盘的操作量;
2.2 柳州某主机厂活塞连杆总成装配工艺分析
2.2.1 一期装配工艺介绍
一期装配工艺布局如图3所示,完成分装的活塞连杆组输送到主线后,装配工1将连杆盖与连杆进行拆分,将四套活塞连杆组依次安装到缸孔中,连杆盖随托盘一起往下工位运行,再由装配工3完成活塞连杆组与曲轴的配装。
质量检查内容:活塞、连杆是否存在质量缺陷;活塞连杆组件是否存在错漏装;
工艺布局缺陷:
①未使用连杆无导向工装,工件易将缸孔壁划伤,且无法进行检查;工作间在缸孔内的深度完全依靠员工进行控制,深浅不一,对后续工位操作存在不利影响;
③活塞连杆组装配后,连杆盖与连杆分离,后续工位装配时存在错装风险,无法进行有效控制;
④连杆盖、主轴承盖装配后,无法对活塞安装方向进行再次确认,存在质量逃逸风险;
2.2.2 二期装配工艺介绍
二期装配工艺布局如图4所示,完成分装的活塞连杆组放置在主线托盘KIT料架上进行运转,到达安装工位后,由装配工1、2按照相同的步骤,分别负责2/3缸及1/4缸的装配内容,完成后由拧紧站完成拧紧工作。
具体操作顺序:取活塞连杆组1放入安装工装→安装导向工装→将活塞连杆组1装入缸孔中→取活塞连杆组2放入安装工装→安装导向工装→将活塞连杆组2装入缸孔中→翻转托盘→安装连杆盖并进行预拧紧。
质量检查内容:活塞、连杆是否存在质量缺陷;活塞连杆组件是否存在错漏装;
工艺布局缺陷:①使用带KIT料架托盘,占用辊道资源;②由两名装配工进行装配,增加了翻转托盘的次数,存在多余动作的浪费;
3 工艺优化可行性分析
根据上述对比分析发现:某合资公司A/B线装配工艺在质量控制、过程防错方面有较强优势,能够最大限度的去避免错漏装;相比而言,另一主机厂一二期装配线的工艺在节拍方面的优势则更为凸显,在工艺调整空间上具有更大的灵活性,在质量控制、过程防错方面有很大的改善空间。
因此,结合上述两种不同的装配工艺,制定如下改进方向:
3.1 方案一
在某合资公司装配线基础上,对现有工艺布局进行优化(调整A线辊道自动站位置宽度、调整B线期活塞分装线布局,如下图5、6所示),改进后具有以下优点:
1、装配工操作相互独立,不存在因配合而产生的等待浪费,从而满足了生产节拍;
2、利用现有分装辊道资源,无需在托盘上增加KIT转运料架;
3、操作独立, 可多增加一道检查工序,进一步提升过程质量控制;
4、工艺布局空间增加,工艺调整灵活性增加;
3.2 方案二
经分析,目前合资公司的分装线在活塞连杆组分装完成后,未配有辅助工装,每装配一套活塞连杆组则需周转一次工装,增加操作时间;如保持目前的工艺及布局,改进活塞分装辊道托盘形式,可降低操作节拍;
改进方案:增加辅助工装数量,改进分装托盘结构,在每套活塞连杆组上配好辅助安装工装;
预期效果:可实现装配组件时,即取即装,无需多次周转工作,减少操作内容。平衡两个装配工的工作量,降低操作节拍,提高输出。
4 结论
本文通过对各流水线的发动机装配线活塞连杆组装配工艺进行比较分析,总结了各装配工艺存在的优缺点。同时,结合文章所提到的各装配工艺的优点,为目前发动机工厂装配线活塞连杆分装工位的工艺改进提供了参考依据以及瓶颈问题改进的方向。本文所提出的亮点改进方案,具有较强的实施性及推广性,能够为今后新生产线工艺设计提供良好的依据。
猜你喜欢
当代工人(2020年4期)2020-05-11
儿童故事画报(2019年8期)2019-08-14
永善文学(2017年1期)2017-07-18
中国信息技术教育(2017年11期)2017-07-01
科技经济市场(2016年5期)2017-02-05
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年18期)2016-12-22
中国教育技术装备(2016年20期)2016-12-12
商场现代化(2016年14期)2016-06-16
科学家(2015年12期)2016-01-20
