
位置度量规的综合研究与设计
2021-08-24 06:41宋淼杰
现代制造技术与装备 2021年7期
宋淼杰
(安徽合力股份有限公司,合肥 230601)
安徽合力股份有限公司研发的8~10 t叉车机械变速箱中,吸油管总成承担着吸收油液的作用,有一定的位置精度尺寸要求,如图1所示。现有手段仅能通过三坐标测量机进行尺寸精度检测。由于三坐标检测费时费力,严重影响生产效率与节拍,且无法实现对产品质量的有效监控,因此需要设计一款专用检具进行检测。
1 图纸研究
通过图1图纸要求,得出吸油管Φ30(-0.05,-0.10)mm轴的轴线到块Φ35(+0.05,0)mm圆心的距离(2.8±0.3)mm和吸油管Φ30(-0.05,-0.10)mm轴的轴线到块底平面的距离(29.9±0.3)mm,是需要检测的尺寸。经研究,可将距离尺寸公差转换成位置度要求,如图2所示。结合国家标准《功能量规》里提供的尺寸公差、形位公差、允许磨损量及最小间隙的数值、基本偏差数值表和计算公式等进行位置度量规设计,实现吸油管总成的精度检测[1]。

图1 吸油管总成简图
2 设计原理与要求
以(29.9±0.3)mm上部分为基准A、孔Φ35(+0.05,0)mm为基准B,将(2.8±0.3)mm和(29.9±0.3)mm尺寸转化为位置度公差,即Φ0.6○M,其中○M代表MMC,为最大实体要求,文中表示的是轴Φ30(-0.05,-0.10)mm为最大实体尺寸Φ29.95 mm时,位置度公差带为Φ0.6 mm[2]。 量规的设计图如图2所示,主要由检具体(底板)、定位销、测量轴套以及导向套组成。

图2 吸油管总成距离公差转换为位置度要求图
工件采取一面两孔方式进行定位,即Φ35(+0.05,0)mm、Φ12(+0.2,0)mm,平面A为定位基准。其中,Φ35(+0.05,0)mm基准孔采用圆柱销限制两个自由度。为防止过定位,Φ12(+0.2,0)mm孔采用菱形销来限制旋转方向自由度。
检测部位采用轴套的形式,其孔作为测量部位,检测前应先确保基准孔的尺寸合格,之后利用功能量规进行位置度检测。当检测轴套能顺利通过导向套和工件轴时,则证明被测要素的实际轮廓未超出最大实体实效边界,即零件合格。
各部位的尺寸计算依据《功能量规》(GB/T 8069—1998) 的要求进行综合检具中各个量规的定位部位、检测部位以及导向部位的计算。《功能量规》(GB/T 8069—1998)部分的内容见表1。其中,综合公差Tt等于被测要素或基准要素的尺寸公差(TD、Td)和形位公差(t○M)之和,即Tt=TD或(Td+t○M)。

表1 功能量规各工作部位的尺寸公差、形位公差、允许磨损量和最小间隙的数值(单位:μm)
2.1 定位部位计算
2.1.1 定位圆柱销
定位孔定位部位综合公差Tt为0.05 mm,即0.05 mm为Φ35(+0.05,0)mm孔的尺寸公差。
按《功能量规》(GB/T 8069—1998)查询表1,可得定位部位尺寸公差TL为0.003 mm,定位部位允许磨损量WL为0.003 mm。
定位部位的基本尺寸为dLB=DM1,均为Φ35 mm,其中DM1为孔的最大实效尺寸;定位部位的极限尺寸,定位部位的磨损极限尺寸dLW=dLB-(TL+WL),带入数据有dLW=34.994 mm。
2.1.2 定位菱形销
(1)确定圆柱销与菱形销中心距尺寸及公差。取吸油管总成上两孔的公称尺寸为两销中心距的公称尺寸,一般取工件孔中心距公差的1/5~1/3,即令TLX=(1/5~1/3)TLK, 其中TLX与TLK分别为两孔中心距和圆柱销与菱形销中心距的公差。吸油管总成两孔中心距公差为±0.10 mm,可令两销中心距公差为±(1/5)×0.10=±0.02 mm[3]。
(2)确定菱形销的宽度、直径及其公差。按菱形销的结构尺寸设计标准选取菱形销的宽度b为4 mm,计算菱形销和Φ12(+0.2,0)mm配合孔的最小间隙为:

式中,Δ1min为圆柱销和Φ35(+0.05,0)mm孔的最小间隙,即0.003mm,D2为与菱形销配合孔的最小直径,即Φ12 mm。因此,计算可得Δ2min=0.079 mm。
计算菱形销直径的公称尺寸为d2=D2-Δ2min,计算可得d2=11.921 mm。

图3 菱形销结构图
2.2 检测部位计算
检测部位综合公差Tt=TD+t○M=0.05+0.6=0.65 mm,其中TD为被测要素Φ30(-0.05,-0.10)mm轴的尺寸公差,t○M为此轴的位置公差即0.6 mm。
查询表1可得,检测部位尺寸公差Tl=0.012 mm,检测部位允许的最小磨损量Wl=0.012 mm。根据《功能量规》 (GB/T 8069—1998)中的功能量规检测部位的基本偏差数值表,可对检测部位的基本偏差数值进行计算。由于本量规的基准类型属于一个平表面和一个中心要素型,检验部位属于插入型机构,所以测量部位的基本偏差F1=0.063 mm。
检测部位的基本尺寸DlB=dM+t○M,dM为轴的最大实效尺寸,即Φ29.95 mm,计算可得DlB=Φ30.55 mm。
检测部位的尺寸Dl=(DlB-F1)0+TL,计算可得。检测部位的磨损极限尺寸D1W=(DlB-F1)+(Tl+Wl),计算可得D1W=30.511 mm。
2.3 导向部位计算
导向孔为衬套形式,在检具体中的配合方式为过盈配合。它的导向孔的基本尺寸由设计者自行确定,本设计选用的基本尺寸DGB=38 mm。
查询表1,可得导向部位尺寸公差TG=0.008 mm,导向部位允许最小磨损量WG=0.008 mm,导向部位最小公差Smin=0.005 mm,工作部位位置公差tG=0.02 mm,导向部位同轴度公差t´G=0.006 mm。
导向部位的尺寸为:

导向部位的磨损极限尺寸为

利用式(2)和式(3),计算可得DGW=38.016 mmm mm。
2.4 与导向孔配合的导向轴套的轴部位计算
导向轴套的轴部位基本尺寸dGB=DGB=38 mm,导向轴套的轴部位的极限尺寸为:

导向轴套的轴部位的磨损极限尺寸为:

代入数值,计算可得dG=37.9950-0.008mm,dGW=38.011 mm。
吸油管总成位置度量规的设计简图,如图4所示。
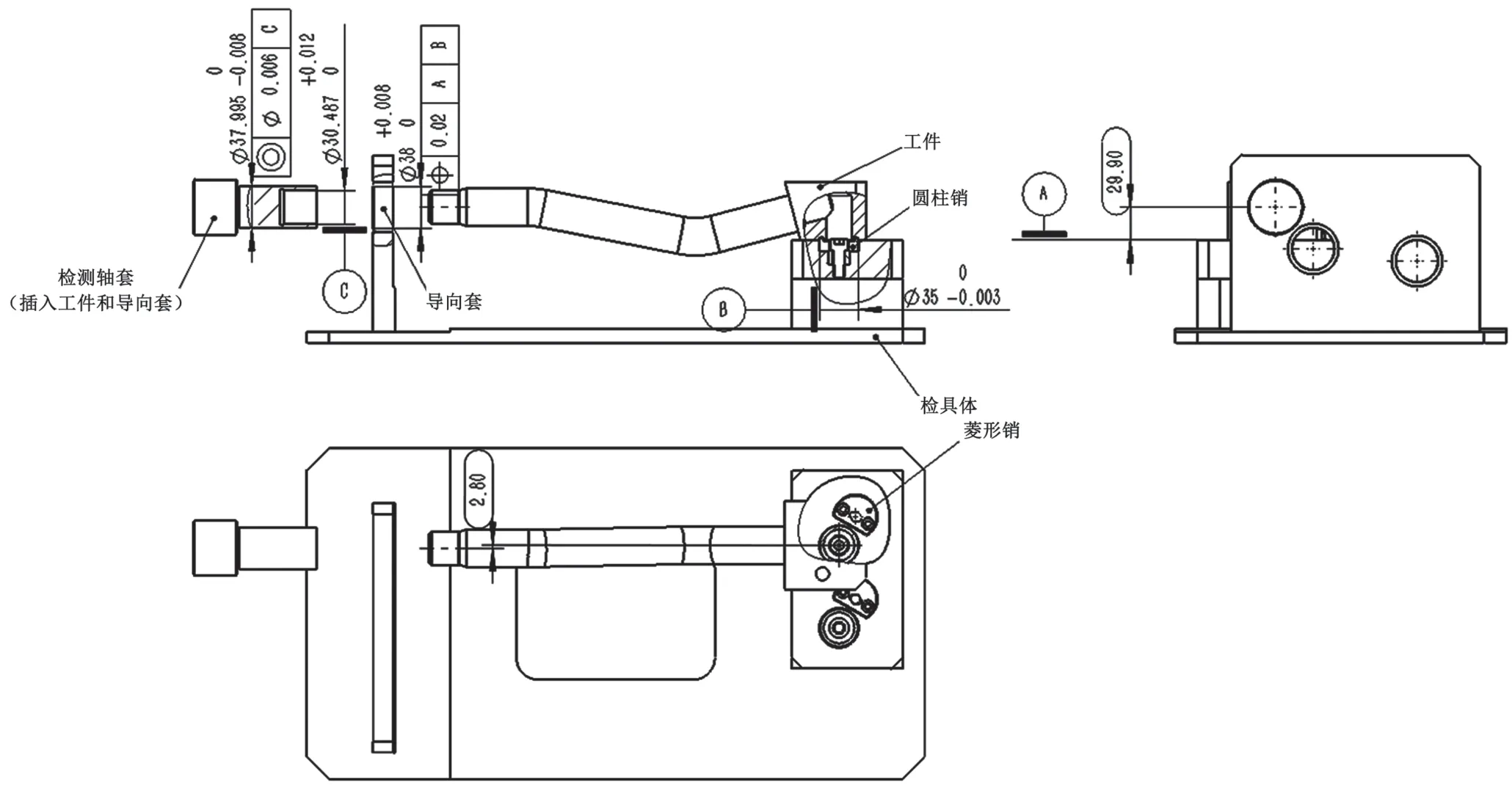
图4 吸油管总成位置度量规的设计简图
3 材料的选择
此量规由检具体、定位件、检测件以及导向件等组成。通过上述计算可知,量规的准确度要求较高,且制备完成后需长期服务于车间生产一线检测,因此量规需保证一定的耐磨性和稳定性。检具体部件采用45钢,热处理调质后焊接,最后在五面体上加工保证尺寸的精度。定位件、检测件和导向件均采用T10A工具钢,表面渗碳淬火处理,保证硬度在60~62 HRC,最后对量规非工作面进行防锈处理[4-5]。
4 拓展延伸
经调研,公司共有3种结构相似的吸油管总成。除吸油管有区别外,其零件和相应的位置尺寸公差均一致。因此,在此量规的设计基础上,遵循避免干涉原则,可考虑增加2个导向孔与导向件,将此3种吸油管总成放在同一副量规上进行检测,实现一检多用的目的,从而减少量规的制造成本,如图5所示。

图5 油管检测图
5 使用与保养要求
量规在日常使用中要定期维护保养,确保工作环境干燥,保证量规的外部清洁,防止磕碰,将需要拆卸的活动零部件放置在对应的位置上。记录接近磨损极限的元件,时刻留意观察,避免其超出磨损极限要求。
6 结语
通过将产品尺寸公差要求转换为位置度尺寸要求,结合功能量规的设计理念制备相应的量规,实现了产品尺寸精度的快速检验,得到了公司的实践验证,结果精准可靠,操作简易,为产品质量提供了保障。经测量,该量规的单件检测时间比传统的三坐标测量缩短近16 min,可进行有效代替。
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06
成都信息工程大学学报(2021年3期)2021-11-22
水电站机电技术(2020年1期)2020-02-28
时代汽车(2019年6期)2019-07-09
水电与抽水蓄能(2019年1期)2019-03-08
现代工业经济和信息化(2016年4期)2016-05-17
文体用品与科技(2016年22期)2016-03-14
人间(2015年10期)2016-01-09
长江大学学报(自科版)(2013年2期)2013-10-27
意林(2008年12期)2008-05-14
