无级变速器带轮锥面粗糙度超差问题分析与改进
2021-08-27 12:52王锦周周利仁颜蕊
汽车与驾驶维修(维修版) 2021年7期
王锦周、周利仁、颜蕊
(柳州赛克科技发展有限公司,柳州545006)
1 CVT 结构
目前,行业内生产的CVT 大多采用经典结构,使用TC 减速增扭,起步平稳,提高舒适性。CVT 的核心零部件为控制速比的带轮组,通过推力钢带及主从动带轮组,实现无级变速。变速器工作时,通过钢带端面与带轮锥面产生的摩擦力来提供夹紧力(图1),进而传递扭矩。变速时,通过改变钢带相对锥面的径向位置来改变速比[1],由此可见带轮锥面粗糙度的重要性。若锥面粗糙度过低,钢带可能会打滑,扭矩无法传递;若锥面粗糙度过高,摩擦力增大,带轮及钢带容易磨损,甚至钢带断裂。
2 案例分析
2.1 案例简介
本司于2019年3月16日夜班,共隔离主从动带轮锥面粗糙度超上差21 件。工艺要求Ra 为0.20~0.60 μm,实测最大1.46 μm ;锥面粗糙度超上差表面有明显的黑点,触感明显(图2左)。粗糙度正常带轮表面应光滑且无明显触感(图2右)。
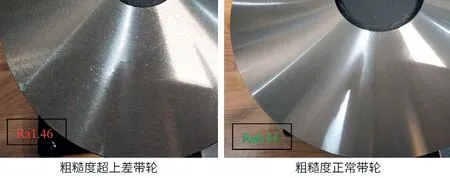
图2 粗糙度超差带轮锥面与正常锥面对比
2019年11月,从动轮锥面砂轮磨削加工过程中,频繁出现锥面粗糙度Ra 下降过快的问题。加工10 件左右,粗糙度超下差,粗糙度为0.19,无法达到60 件一次的修整频次(图3)。
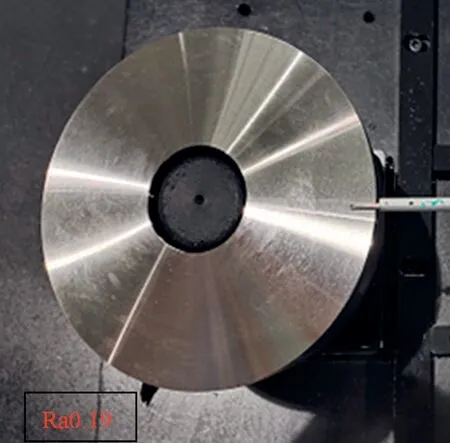
图3 粗糙度超下差带轮
2.2 原因分析
2.2.1 磨削工艺分析
带轮锥面砂轮为陶瓷CBN 砂轮(图4),相对于普通刚玉砂轮,陶瓷CBN 砂轮具有修整效率高、型面一致性好及质量稳定的特点。CBN 砂轮硬度仅次于金刚石,耐磨性好,发热量小,适用于磨削硬质合金、不锈钢、淬硬钢、高温合金及钛合金等难加工材料[2]。锥面砂轮与带轮锥面分别形成了前角和后角(图5),前角主要用于去除工件余量,后角主要起修光作用,以保证表面质量。后角越小,修光效果越好,锥面表面粗糙度越小。
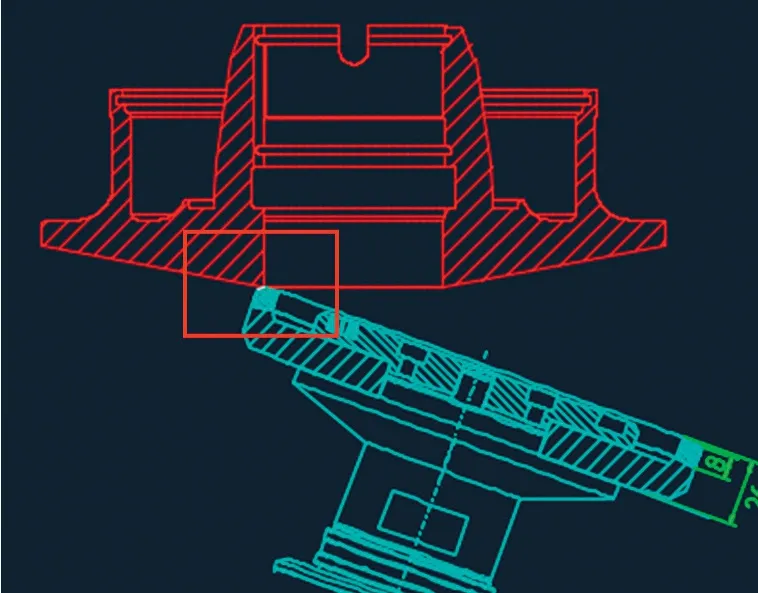
图4 锥面砂轮加工方式
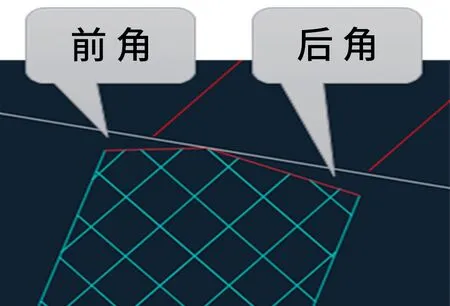
图5 锥面砂轮磨削面
砂轮的硬度是指砂轮表面上磨粒在外力作用下脱落的难易程度。硬度软,表示砂轮的磨粒易脱落;硬度硬,表示磨粒较难脱落。磨削与切削的显著差别是砂轮具有“自锐性”,选择砂轮的硬度,实际上就是选择砂轮的自锐性,希望切削锋利的磨粒不要过早脱落,也不要磨钝时仍不脱落[3]。因此,研究砂轮的磨损过程,对于合理选择磨削条件和砂轮特性是十分重要的。
2.2.2 粗糙度超上差分析
(1)锥面车削余量变小:锥面余量由0.30 mm 降为0.15 mm,磨削表面硬度提升20HV(约为0.7HRC),对砂轮的硬度、耐磨性要求更高。
(2)国产砂轮耐磨性不好:①对比试验进口砂轮,砂轮加工满足要求;②砂轮磨粒保持性不好,CBN 颗粒脱落过快,磨削至50 件左右粗糙度超上差(图6),重新修整砂轮10 个循环才修好,进口砂轮只需5 个循环即可修好(单个循环修整量均为3.00 μm)。

图6 国产锥面砂轮加工锥面粗糙度变化规律
(3)对比修整及加工参数前后无差异,排除参数变化的因素。
(4)检查机床切削液压力无异常,喷嘴无堵塞,排除冷却不充分的因素。
结论:国产砂轮的锥面砂轮耐磨性不好,无法兼容带轮锥面硬度的提升,导致锥面粗糙度超上差。
2.2.3 粗糙度超下差分析
前期为解决粗糙度超上差问题,砂轮硬度有一定提高,之前的修整及磨削参数已经不适用。这是导致锥面粗糙度超下差的主要原因。
2.3 问题解决
锥面粗糙度和砂轮修整后的表面情况有很直接的关系。一般来说,在磨削参数不变的前提下,砂轮与修整滚轮的线速度比越小、走刀速度越小,砂轮表面修整得就越平坦、越钝,加工出来的锥面表面越光滑;砂轮与修整滚轮的线速度比越大、走刀速度越大,砂轮表面修整得就越锋利,锥面表面越粗糙[4]。
2.3.1 粗糙度超上差问题解决
将锥面砂轮不耐磨的问题反馈给国产砂轮供应商,供应商重新制作多种硬度更高、磨粒把持性更好的砂轮来进行测试,最终测试出能满足粗糙度及修整频次要求的砂轮配方。在供应商制作新配方砂轮期间,我司通过制定实施以下短期措施以满足生产需求:①将修整砂轮走刀速度从300 mm/min 调整至200 mm/min;②将砂轮修整速比从0.65 调整至0.55;③将砂轮加工时偏摆角度从-20.2°调整至-20.1°;④临时降低砂轮修整频次至50 件。
2.3.2 粗糙度超下差问题解决
经过多次修整及加工参数验证,最终锁定满足修整频次及工艺要求的修整及加工参数如表1所示。
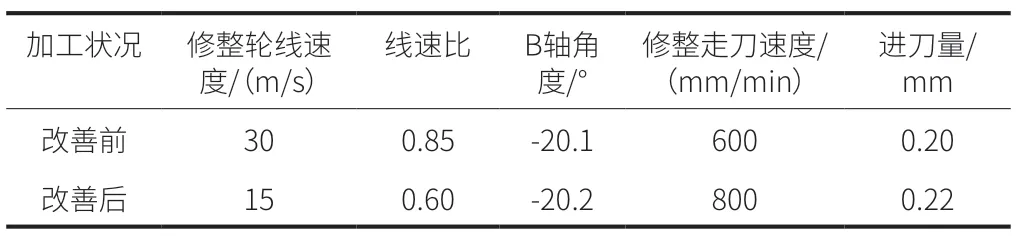
表1 改善前后修正及加工参数对比表
3 结束语
在带轮锥面的磨削加工中,锥面的表面粗糙度变化不仅和零件表面硬度、砂轮硬度有关,还与排屑、修整参数和加工参数等有关。要控制好锥面的粗糙度,需要根据实际加工及失效模式进行分析,进而做出合适的调整。而且同样的修整参数在不同的机床上效果是有一定区别的,只有根据加工效果合理调整修整参数,才能保证带轮的锥面粗糙度。
通过此次问题的解决,提升了自己解决复杂问题的能力,丰富了关于CBN 砂轮的磨削知识,为公司CVT 的发展贡献出自己的一份力量。
猜你喜欢
工具技术(2022年7期)2022-10-12
金刚石与磨料磨具工程(2022年3期)2022-07-14
VOGUE服饰与美容(2022年5期)2022-05-01
科技信息·学术版(2022年1期)2022-01-10
科教新报(2021年15期)2021-05-12
河南科技(2020年27期)2020-09-24
科学与财富(2017年22期)2017-09-10
成才之路(2017年13期)2017-06-08
中国新技术新产品(2017年7期)2017-03-18
中小企业管理与科技·中旬刊(2016年9期)2016-10-29