压塑工艺及模具设计
——下篇 塑料压制成型第十讲 压注成型压力的计算及其设备选择
2021-08-27 11:49洪慎章
橡塑技术与装备 2021年16期
洪慎章
(上海交通大学塑性成形技术与装备研究院,上海 200030)
(接上期)
10 压注成型压力的计算及其设备选择
10.1 压注成型压力的计算
压注成型压力是用以克服塑料熔体从加料室向型腔流动的阻力,提供充模速度及对熔料进行压实等。它是压柱轴向移动时其头部对塑料熔体施加的压力。若忽略熔体流动阻力,压注成型压力可用下式表示:

式中:
F—压注成型压力,N;
Po—压注成型时单位压力,MPa, 与塑料品种有关, 按表62查取;
A—加料室断面积,mm²;
D—加料室直径,mm。
按公式(74)计算所得的压注成型压力F要小于压机的公称压力FH,即

此外,压注成型压力还与塑件的流动比有关。所谓流动比,是指熔体自浇口处开始能够在模具中流至最远的距离与塑件厚度之比值。不同塑料品种具有不同的流动比范围。
10.2 压注设备的选择
为使压机与压注模相匹配,应进行压机有关技术参数的校核,具体校核内容、方法与压制模、注塑模有许多相似之处,不再赘述,故下面仅就压力校核问题予以阐述。
10.2.1 普通压机的选择
在普通液压机上的压注成型,塑料的压注力及模具的锁模力均由液压机主活塞缸供给。
(1)成型压力校核 从满足加料室内单位成型压力的角度,压柱作用在加料室内塑料的总压力应小于液压机的公称压力。因此,选定普通压机时,应根据塑料种类、加料室断面积及单位压力,按下式进行成型压力校核:

式中:
FH—压机公称压力,N;
A—加料室断面积,mm²;p—单位挤压力,MPa ;
P0—压注成型所需要的单位成型压力,MPa, 查表62。
(2)锁模力校核 采用普通液压机进行压注成型时,压柱对加料室物料施加成型压力,同时也起锁模力的作用。因此,为了保证不会因成型压力过大,使分型面胀开而发生溢料,必须使总成型压力大于锁模力,通常使压机主缸的锁模力大于制件和浇注系统投影面积之和与压注成型所需单位挤压力乘积的110%~125%,即按下式进行锁模力校核:

式中:
F′H—液压机主缺公称压力,N;
A—塑料制件和浇注系统投影面积之和,mm2;
Po— 压注成型所需要的单位成型压力,MPa, 查表62。
10.2.2 专用液压机的选择
与普通压机不同,压柱式压注成型所用液压机是专用的。压柱加压物料和锁紧模具分别由两个独立的液压缸(辅助缸及主缸)完成。
(1)辅助缸压力校核压柱式压注模的加料室的断面皆为圆形。一般而言,加料室的断面积比料槽式压注模小,而高度大。首先要对压柱加压用的液压机辅助缸的公称压力按下式进行校核:

式中:
FH—压柱加压用的液压机辅助缸的公称压力,N;
A—加料室断面积,mm2;
P0—压注模单位挤压力,MPa , 查表62。
10.2.3 塑料压力成型机技术规格
塑料压力成型机的主要技术参数列于表69。
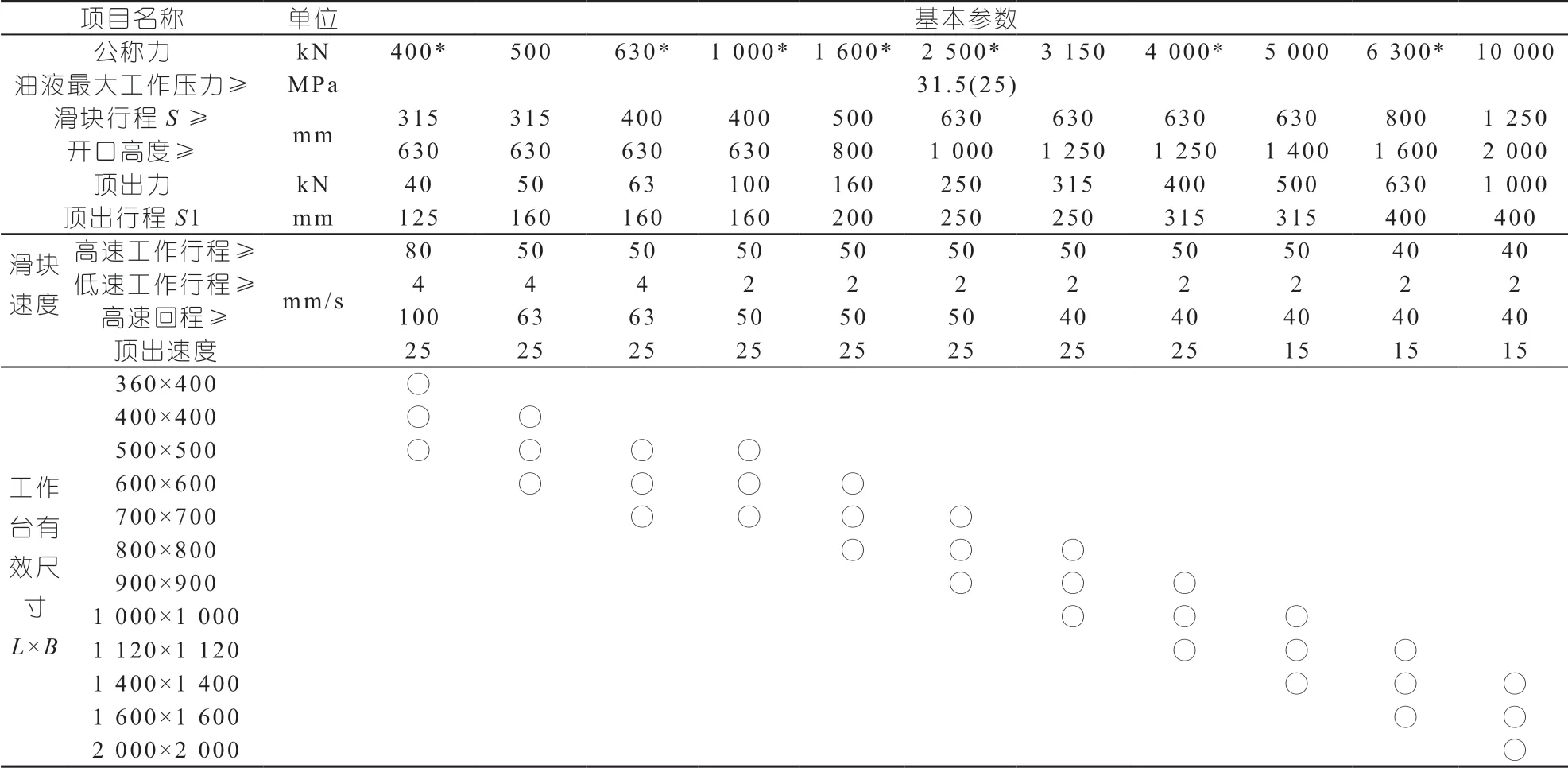
表69 塑料压力成型机的主要技术参数
10.3 计算举例
有一电器插座盖板零件,其形状及尺寸如图289所示,厚度为3 mm。塑料品种为酚醛塑料,物料密度为1.5 kg/m3,压缩比为3,飞边质量按塑料净重的10%计算,求压机所需的吨位。
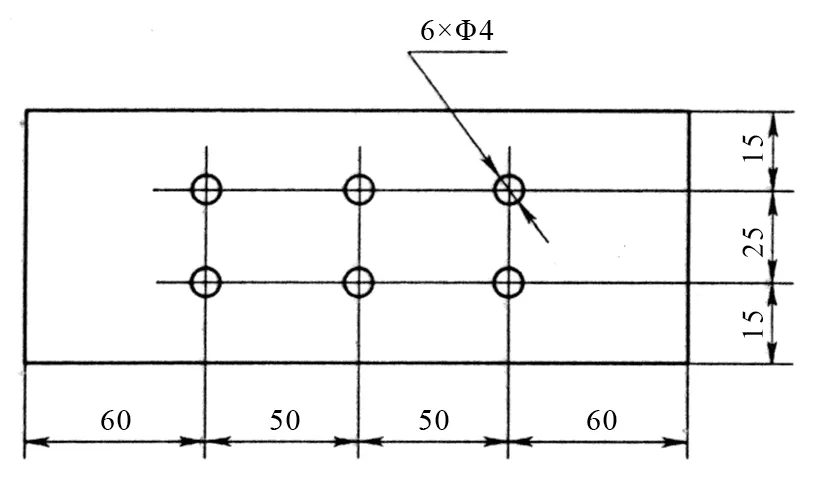
图289 电器插座盖板
解:
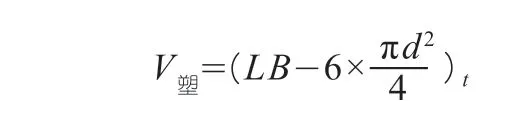
(1)塑件的体积为:
(2)塑件所需的原料体积按式(27)计算,则有
(3)加料室水平投影面积为

(4)压注成型压力按式(74)计算,则有
根据塑料品种按表62查得p0=140 MPa
代入上式得

按上述计算所得的压注成型压力F要小于压机的公称压力FH,即

此外,还要考虑塑件的流动比及按模空间尺寸,故选用2 000 kN液压机。
(5)校核成型压力按式(76)计算,则有

上述所得的数据大于由表62中查得的对应数值,说明是附合要求的液压机吨位。
(6)校核锁模力按式(77)计算,则有
其 中,Ac=1.1A=1.1×11 000 mm2=12 100 mm2;根据塑料品种按表8选取p0=140 MPa。
代入上式得

上述所得的锁模力数据小于所选用液压机的公称压力。
通过上述计算及校核,电器插座盖板塑料制作压注成型所需压机应为2 000 kN液压机。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
设备管理与维修(2022年21期)2022-12-28
建筑与预算(2022年10期)2022-11-08
建筑与预算(2022年5期)2022-06-09
建筑与预算(2022年3期)2022-04-22
锻压装备与制造技术(2021年2期)2021-07-19
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
锻压装备与制造技术(2016年3期)2016-06-05