基于PLC控制的FANUC机器人木架打钉工作站的设计
2021-08-31 03:29孝佩军周钱君
科技经济导刊 2021年22期
赵 丰,孝佩军,周钱君,成 军
(特雷通家具(嘉兴)有限公司,浙江 嘉兴 330400)
为了解决木架打钉生产线自动化程度不高、效率低的问题,企业一直在寻求一款沙发木架自动打钉设备。之前的衍架打钉设备在打平面有较好的效果,但在沙发木架打钉过程中,不仅有平面,还有复杂多变的曲面,此设备就不太实用。基于PLC与工业机器人的打钉系统,凭借其稳定的生产特性以及优越的柔性设计能很好地克服以上缺点。为此设计了一个以西门子PLC1200为控制器,FANUC机器人打钉的工作站。
1.机器人工作站的硬件设计
1.1 机器人工作站概述
本工作站主要由FANUC工业机器人、西门子PLC1200、MCGS触摸屏、转台、加钉装置等五大设备组成。其中,FANUC工业机器人负责工作站的木架打钉,其工作指令由PLC1200发出。西门子PLC1200 作为工作站的中枢,接收与处理触摸屏、机器人和工作站传感器所反馈来的信号,再经逻辑处理,输出控制机器人和工作站运行的控制信号。MCGS触摸屏为工作站的人机交互界面,主要用来选择工作站的运行模式,以及控制转台旋转,以及监控工作站运行状态。转台主要用于木架的上件与下件,将木架从人工上料区送到机器人打钉工作区,实现流水线作业。加钉装置为工作站的辅助设备,协助机器人完成自动加钉任务。
1.2 伺服电机选型
旋转台为长方体结构,重量M=30 kg,长L=2 m,高H=0.1 m,宽W=1 m,本次设计为6 s旋转90°角,设计加速时间t=2 s,该模式下角加速度α=11.25°/s2.通过该要求配置伺服电机。
转动惯量:

负载转矩:

连续性运转,安全系数设定为s=1.3,考虑安全系数后转矩

电机侧角速度:

电机侧转速:

电机输出功率:

本次木架比较轻故不考虑木架惯量,最终选配1KW台达伺服电机。
1.3 打钉、装钉装置设计
市场上暂无成熟的适配于机器人的自动打钉枪,通过研究、对比传统打钉枪结构,设计了一款适用机器人六轴安装的打钉枪(如图1所示),并配套了枪钉补充站(如图2所示)。通过补充站三个气缸的配合,完成拉开枪夹,填充枪钉的一系列动作。实现了机器人长时间不间断打钉工作,提高了工作站的运行节拍。
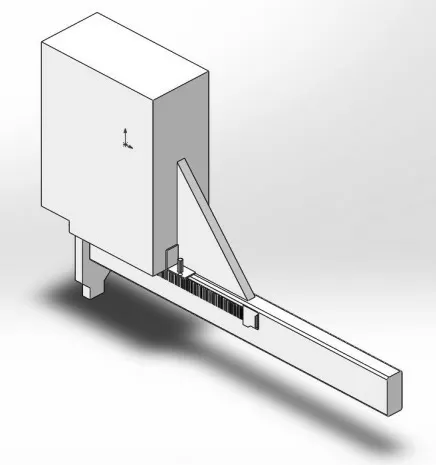
图1 打钉枪
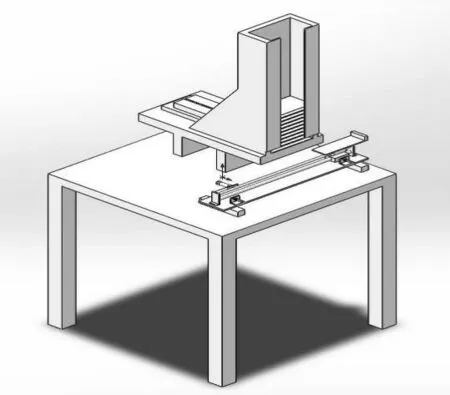
图2 枪钉补充站
2.机器人工作站的软件设计
2.1 工作站硬件组态
2.1.1 PLC1200与FANUC机器人硬件组态
本工作站软件编程系统主要通过TIA Portal V15.1建立(以下简称V15.1)。将随机文件自带的机器人驱动GSD文件导入V15.1编程软件中,打开V15.1,依次打开项目视图→选项→管理通用站描述文件(GSD)→机器人GSD存储路径,然后新建一个项目,开始组态硬件设备,选择硬件目录下→ 其他现场设备 → PROFINET IO→I/O→FANUC→M20iD/25:A05B-2600-R834:FANUC Robot Controller(1.0)’’,新 建 一 条PROFINET子网,将PLC与FANUC机器人通过PROFINET子网连接起来。
2.1.2 MCGS触摸屏硬件组态
MSGS触摸屏暂没有支持西门子编程软件的驱动GSD文件,因此不在此处组态。通过McgsPro组态软件(以下简称软件)里进行设置,打开软件,新建工程,选择触摸屏型号,在弹出的窗口中双击设备窗口,然后单击工具栏上的工具箱,添加通用TCP/IP父设备,双击设备工具箱页面里的设备管理器,在PLC类里增加siemens_1200,然后添加到父设备下面,接着添加PLC I/O通道,编辑变量表,组态完毕,开始设计触摸屏画面。
2.1.3 设备IP设为同一网段
本次机器人IP地址设为192.168.1.3,可以在V15.1硬件组态里面或机器人示教器里设置。MCGS触摸屏IP设置为192.168.1.2,在McgsPro组态软件里设置,PLC1200 IP地址设置为192.168.1.4,在V15.1设置,然后将其网线分别插入4口的以太网交换机。
2.1.4 网络物理链路测试与下载
电脑网卡IP设置为192.168.1.5,分别与MCGS触摸屏、PLC1200、机器人进行“ping”物理链路测试,打开电脑,按快捷键“windows+R”,在弹出的窗口里输入“cmd”回车,接着输入要测试的设备IP地址,测试成功后, 打开V15.1软件进行硬件通讯测试,测试正常后下载硬件组态与PLC程序到PLC1200中。
2.2 PLC1200 编程
采用模块化编程思想,通过OB1组织块调用FB、FC各功能子块,利用V15.1软件封装好的轴控制功能块,提高编程的高效性。
2.2.1 转台旋转控制
在V15.1编程软件自动打钉项目下,选择工艺对象-新增对象,在基本参数中,常规里选择驱动器控制方式为“PTO”,测量单位为“°”,在驱动器窗口里设置参数,如图3所示:
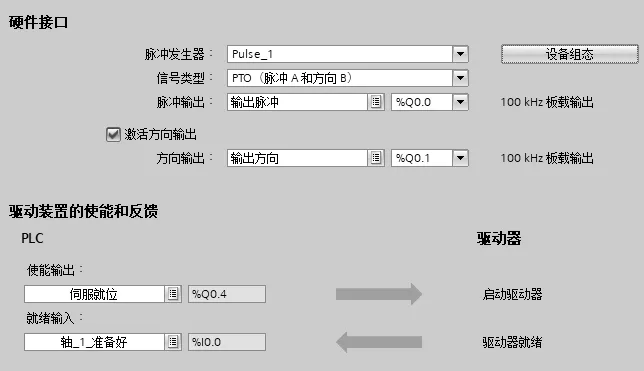
图3 参数配置
在扩展属性里设置电机每转的脉冲数,本次采用了台达的伺服电机,编码器分辨率为2000 P/R,填入2000,根据涡轮蜗杆机械设计尺寸计算,电机每转负载位移为0.5803°,本次只有两个位置原点位(0°)与90°位置,设置两个硬限位开关,在PLC的输入点为%I0.4,%I0.5,一个感应开关(原点位),输入点为%I1.0。本次选择主动回原点,转台按反方向逼近感应开关,然后减速停止,在以设定的速度正方向接近感应开关,停止后再次减速,反方向接近感应开关,然后正方向低速回到原点位。
利用V15.1软件封装好的运动控制指令启用/禁用轴指令MC_POWER,故障复位指令MC_RESET,回原点指令MC_HOME,轴点动指令MC_JOG,轴制动指令MC_HALT的外接接口端子编写程序,实现对转台的定位控制。
2.2.2 PLC通讯程序
PLC1200与FANUC机器人配置的profinet通讯板卡进行信息交互,PLC根据机器人侧的配置进行组态IO模块,机器人第一个插槽是输入模块,PLC组态时第一模块应为输出模块,本次选用64个字节进行信息交互,PLC1200添加64个输入、输出字节模块如图4所示。

图4 I/0配置
FANUC机器人在配置profinet参数时,通讯数据长度应与PLC1200设置的一样。本次启用PNS作为程序号的调用,PLC1200只需发送三个指令:程序号、启动信号、PNS信号,如机器人处在空闲状态时,且系统没有故障,即开始执行打钉程序。
2.2.3 机器人程序设计
(1)机器人作为 I/O device的配置。本次PLC1200为主站,FANUC机器人远程I/O device ,配置过程:在示教器上,按下menu→I/O→Type→F1→Profinet,将光标移到Channel2,按下“→”,将Channel2展开,在I/O device选择插槽1为DI 64字节,插槽2为DO 64字节。
(2)机器人配置自动加钉I/O。机器人与自动加钉装置信号交互通过硬接线完成,机器人示教器,按下menu→I/O→数字,按确定后,在里面设置三个气缸输出信号,DO100,DO101,DO102,两个感应器输入信号DI100, DI101。
(3)机器人程序编写。设置好程序原点,建立打钉枪上的TCP坐标,本次选用TCP坐标利于打钉枪的姿态调整,方便FANUC机器人打钉。编写机器人回home位程序PNS0250、换钉程序、木架程序PNS0001/PNS0022、服务位程序,对轨迹点示教。
3.机器人工作站运行
初次上电,转台要进行回原点位,在操作台上将旋钮选择到自动位置,在触摸屏中,操作回原点。回到原点后,在上件位上好木架,双手按压启动按钮,转台开始旋转,转到机器人工作位置后(90°位置),机器人执行PLC发来的程序号对应的程序,开始打钉。打钉结束后,机器人检测枪里是否有钉子。如检测不到钉,机器人执行加钉程序。若检测到,机器人回home,等待下次打钉工作。打钉结束后,转台带着木架旋转90°,回到转台原点位。操作员将打好的木架取下,进行检查,合格后,将木架打包输送到下一工位。
4.结语
本设计以PLC为工作站控制核心,旋转平台为工作界面,自动加钉装置与气动打钉枪配合,实现机器人工作站的木架打钉任务,不论是打钉效率还是打钉质量都较以前手工打钉时有了很大的提高,而且此制作方案对于其它家具自动化打钉也有着重要的指导意义。
猜你喜欢
今日农业(2022年16期)2022-11-09
科学与财富(2022年6期)2022-07-04
齐齐哈尔大学学报(自然科学版)(2022年4期)2022-06-15
建材发展导向(2022年1期)2022-03-08
电脑报(2020年32期)2020-09-06
电子制作(2019年22期)2020-01-14
知识就是力量(2018年7期)2018-07-11
电脑知识与技术(2018年8期)2018-05-07
青年时代(2017年7期)2017-03-28
科技创新与品牌(2015年10期)2015-10-27