
转向架构架焊接修复性能研究
2021-09-10 07:22孙志鹏张林儒李志强
电焊机 2021年2期
关键词:转向架
孙志鹏 张林儒 李志强

摘要:以动车转向架常用S355J2+N厚板为研究对象,针对转向架构架制造完成后中厚板出现母材缺陷进行焊接修复后的性能研究。制作模拟修复接头并对其进行拉伸试验、弯曲试验、冲击试验和硬度检测,并对修复后的转向架部件进行静强度及疲劳强度试验验证。结果证明,转向架部件焊接修复后的性能完全能够满足标准要求,为实际生产中的焊接修复作业提供了理论依据。
关键词:转向架;缺陷修复;强度验证
0 前言
随着高速铁路的飞速发展,对高速动车组的技术要求也越来越高,转向架构架作为高速动车组的重要组成部件,其质量要求更加严格。在动车组运行过程中,转向架构架承受着极其复杂的交变载荷作用,极易导致焊接结构的转向架构架产生疲劳损失,降低其自身的安全性能。在转向架生产过程中,加工后钢板遗漏在表面的缺陷偶有出现,为减少浪费,研究转向架成品部件的焊接修复十分必要。
针对转向架构架中中厚板加工后出现的缺陷,文中采用MAG焊接方法对其进行修复,并按照相关标准和要求进行检测和试验分析,为实际构架焊接修复提供理论依据。
1 试验材料及方法
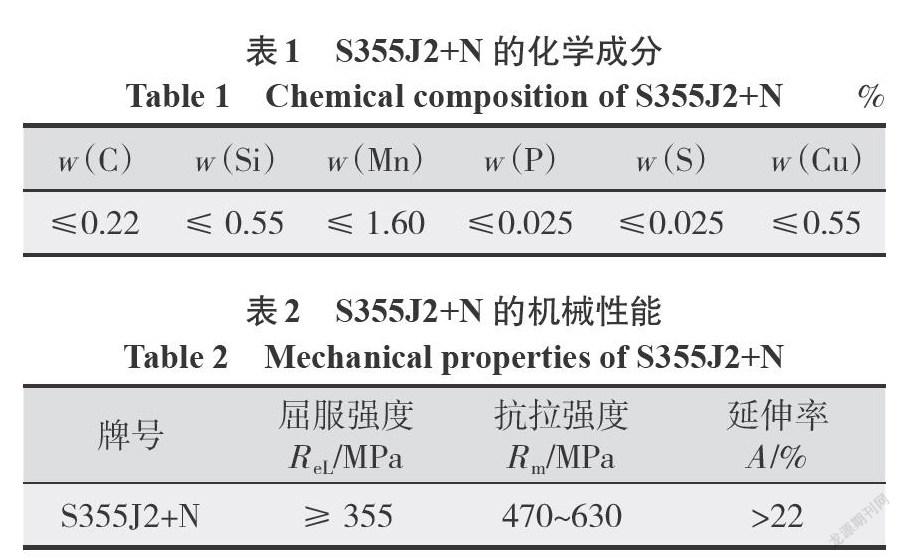
试验材料为动车组构架常用S355J2+N钢板,板厚为16 mm,钢板的化学成分及性能分别如表1、表2所示。
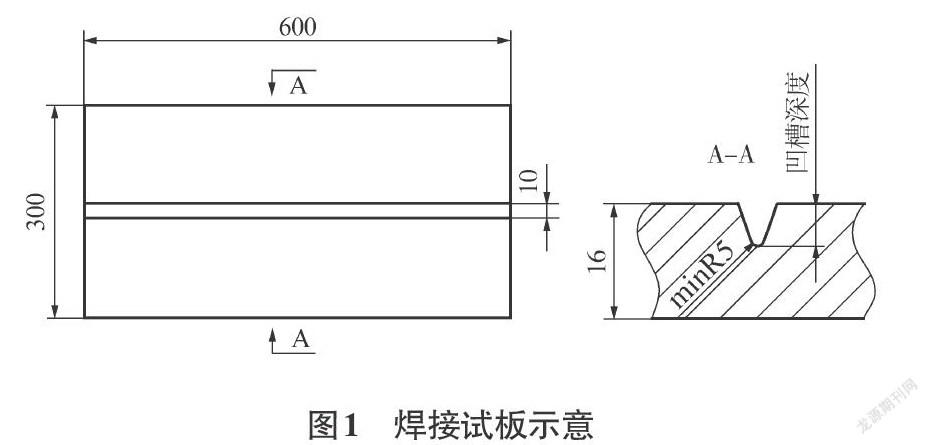
焊接修复试验采用MAG焊,混合气体为φ(Ar)82%+φ(CO2)18%,试验焊丝为ER80S-G,直径φ1.0。试验用焊接试板尺寸:16 mm×300 mm×600 mm,加工模拟缺陷深度分别为3 mm、5 mm、8 mm、10 mm,如图1所示,对应的试板编号为M1、M2、M3、M4。依照图1准备试板进行焊接,焊前采取反变形约束防止焊接变形,焊后不允许矫正。试验共需制备4组合格试件,沿用试板编号为M1、M2、M3、M4。
2 试验验证及分析
针对转向架构架中中厚板加工后出现的不同深度缺陷进行焊接修复后,对其常规力学性能进行试验,验证焊接工艺和焊工技能[1-3]。试验内容主要包括接头组织性能试验、拉伸试验、弯曲试验、冲击试验、硬度试验、宏观组织以及微观组织分析。选取一个转向架的部件进行缺陷修复,验证修复后该部位的强度,对补焊修复后的构架进行静强度及疲劳强度试验。
2.1 拉伸试验
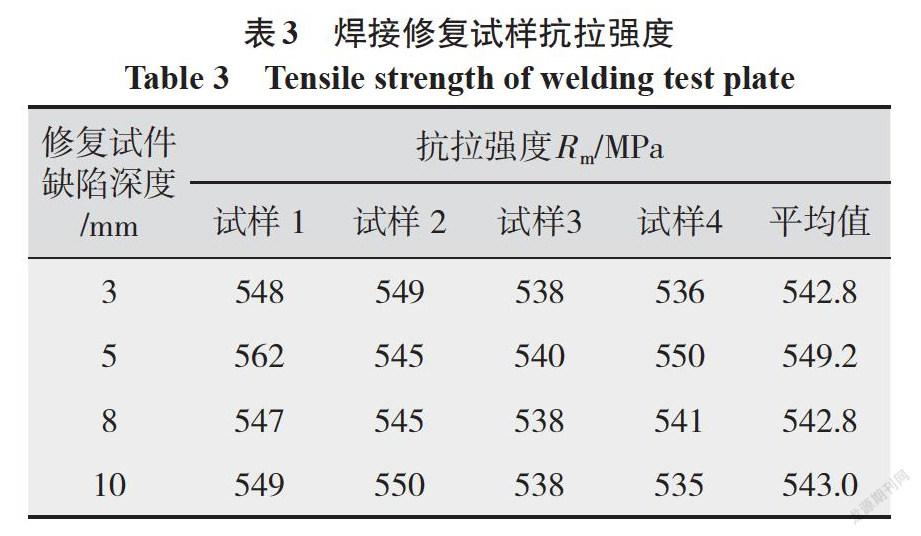
对不同缺陷深度的修复试件进行抗拉强度测试,按照EN895[4]标准进行测试,要求试样的抗拉强度均不小于母材金属规定的最低值,使用YDL500电液伺服万能试验机进行拉伸试验,拉伸速度2 mm/min,测试结果如表3所示。
由表3可知,焊接修复后的试件抗拉强度最小值为535 MPa,均值在540 MPa以上,根据EN10025标准,S355J2+N的抗拉强度下限为470 MPa,试件的抗拉强度均高于母材,焊接修复后的接头性能符合要求。
2.2 侧面弯曲试验
采用YDL500电液伺服万能试验机对焊接接头依照标准EN910[5]进行180°横向侧弯试验,每组接头试样数为4个,试验时试样在任何方向上不得出现大于3 mm的单一裂纹,弯曲用成型辊直径为4 t,弯曲角为180°。试验结果表明,弯曲试验后试验件均完好,其弯曲性能符合要求。
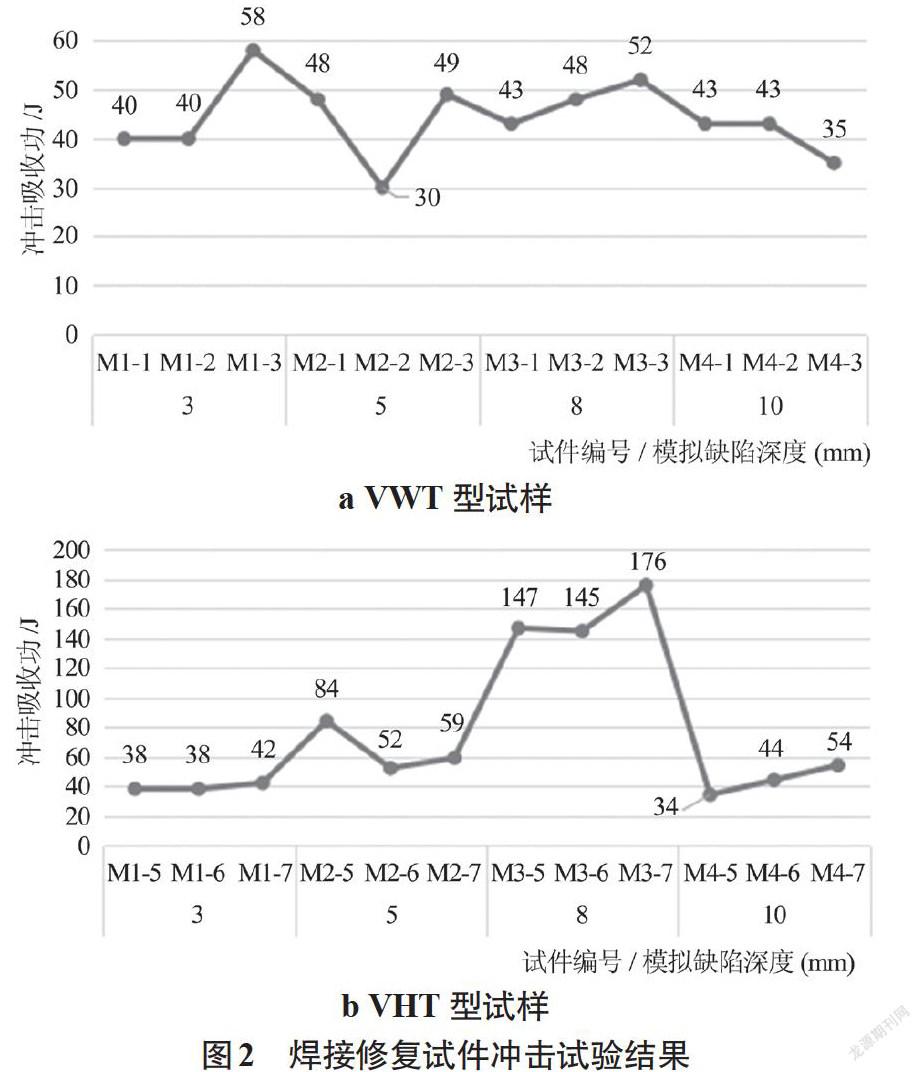
2.3 冲击试验
动车组转向架构架技术要求动车组转向架需适应我国不同地区,特别是高寒地区。为此,按照EN875标准在-40 ℃下进行焊接接头冲击试验。使用VWT型试样和VHT型试样,每组3个试样的平均值应不低于27 J。根据试验结果来看,焊缝、HAZ的冲击功最小值为30 J,均符合标准要求,即-40 ℃时接头冲击功不低于27 J。试验结果如图2所示。
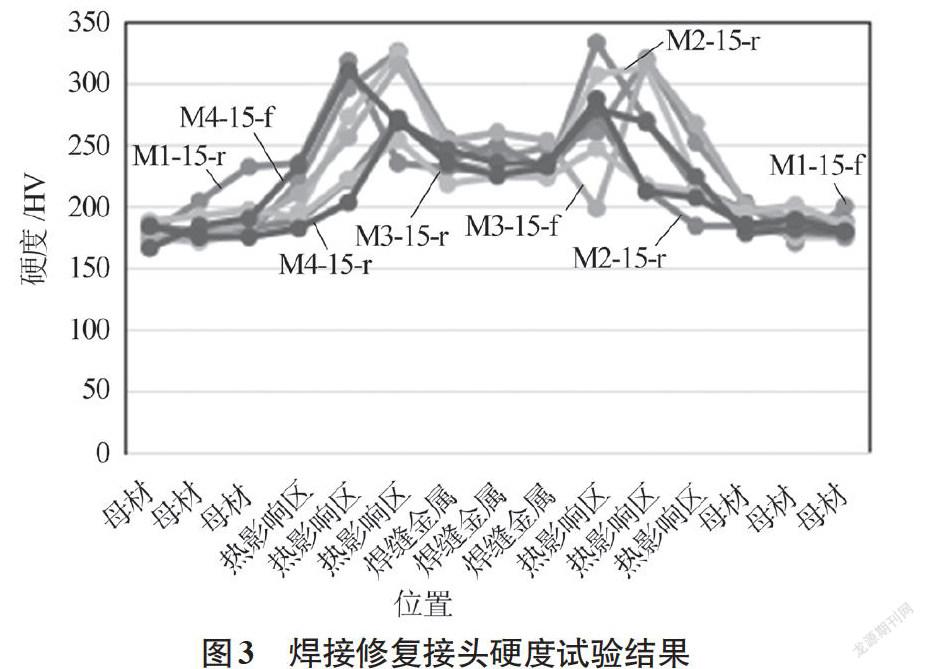
2.4 硬度检测
依据EN1043-1(HV)标准选定焊接区、热影响区和母材金属进行硬度测试,试验载荷为HV10。从检测结果(见图3)可以看出,修复后的接头试件最高硬度出现在热影响区,为333 HV,小于规定值(不超过380 HV),故修复后的焊接接头各部位硬度均符合要求。
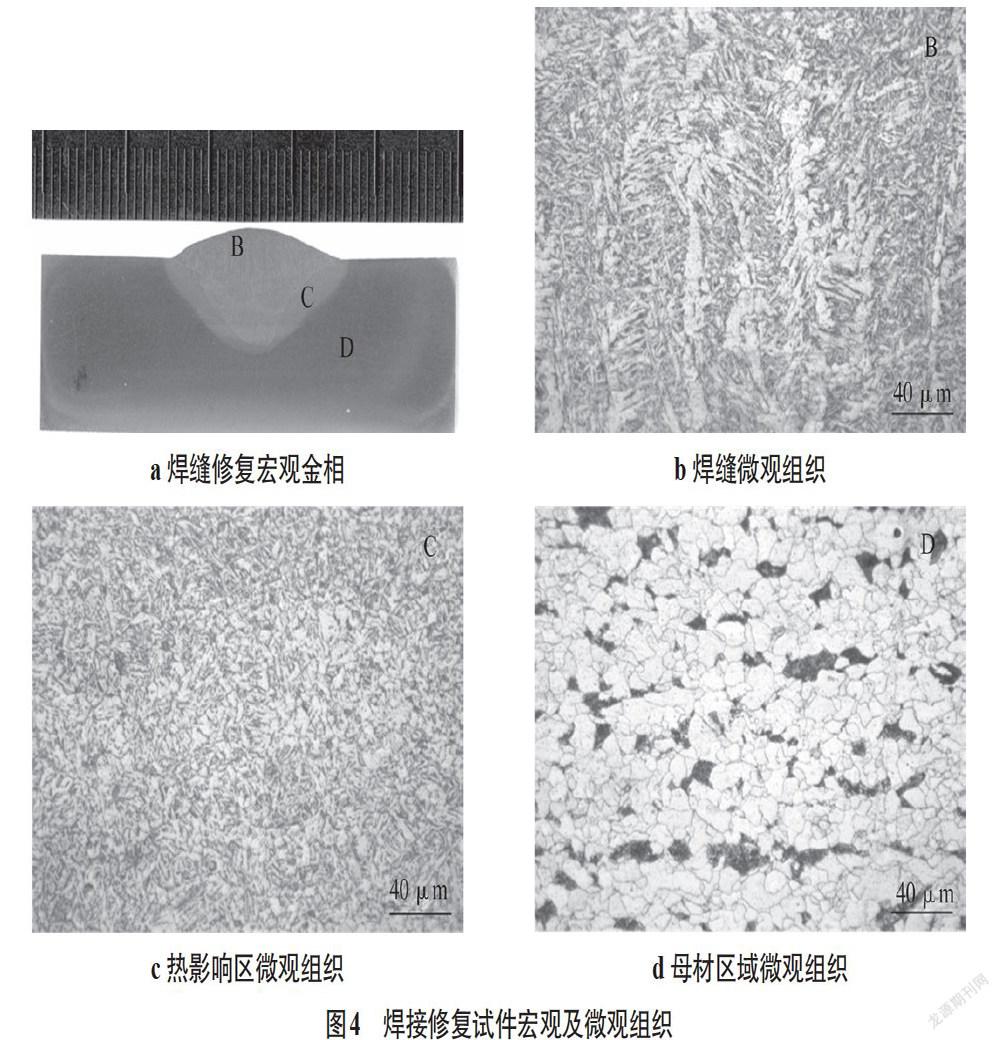
2.5 宏观检验和微观组织分析
图4a为修复后的焊缝宏观照片,无焊接咬边缺陷,按照EN1321进行宏观检测,未见焊接缺陷。图4b为焊缝区微观组织,为柱状晶组织,先共析铁素体沿冷却速度方向呈片条状,并伴随着少量魏氏组织,晶内为针状铁素体和粒状贝氏体。图4c为热影响区组织,由细小均匀的块状铁素体和珠光体组成的典型正火组织。按照标准GB/T13298(或EN1321)对焊缝(表层、底层、层间)、热影响区和母材区域的微观组织分析,均未见微观裂纹。
2.6 部件修复试验
构架部件加工完成后,在齿轮箱座母材区域发现原始气孔缺陷,对此进行补焊修复,如图5所示。为验证修复后齿轮箱部位的强度,对补焊修复后的构架进行静强度及疲劳强度试验。
构架的强度试验分为静强度试验和疲劳强度试验,其中静强度试验包括超常载荷试验和运营载荷试验。
试验载荷包括构架二系空簧座垂向载荷和齿轮箱座载荷。
超常载荷试验下构架上的最大应力为194 MPa,最小应力为-242.1 MPa,其当量应力均未超过材料的屈服极限;卸载后,构架未出现永久变形;超常载荷试验结果符合要求。
运营载荷试验的测点均落在疲劳极限范围之内,运营载荷试验结果符合要求。
疲劳试验分三个阶段进行,其中1~6×106 次为第一阶段,6×106~8×106次为第二阶段,8×106~1×107次为第三阶段;在完成2×106、4×106、6×106、8×106、1×107次循环时分别进行探伤检查,均未发现裂纹;疲劳试验结果符合要求。
3 结论
針对S355J2+N材料在转向架生产过程中出现的缺陷,通过模拟不同深度缺陷焊接修复和部件的真实缺陷焊接修复试验,得出如下结论:
(1)焊接修复模拟试验结果显示,不同深度缺陷金相组织相似,焊接试样的母材、焊缝金属及热影响区均未见焊接缺陷。
(2)模拟试验试样的性能分析显示,焊接修复区域硬度符合要求;180°弯曲试验后试样完好,其弯曲性能良好;模拟不同深度缺陷修复的试件接头抗拉强度均大于470 MPa,冲击功均大于27 J (-40 ℃),均满足标准要求。
(3)部件修复后,进行构架的静强度和疲劳强度试验,结果均符合要求,表明该方法修复构架部件是可行的。
参考文献:
张禹,师学礼,王强,等.某电厂P92钢主蒸汽管焊缝缺陷分析及焊接修复[J].焊接技术,2019,48(9):156-158.
侯怀宇,贾玉强.裂解气压缩机汽缸缸尾密封面补焊工艺[J].电焊机,2019,49(5):96-99.
中国机械工程学会焊接学会.焊接手册(焊接方法与设备) [M].北京:机械工业出版社,2012.
EN895-1995金属材料焊接破坏试验-横向抗拉试验[S].
EN910-1996金属材料焊接的破坏试验-弯曲试验[S].
猜你喜欢
民族文汇(2022年21期)2022-06-01
科技信息·学术版(2021年12期)2021-10-22
科学与生活(2021年6期)2021-09-10
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年20期)2021-04-20
科技研究·理论版(2021年20期)2021-04-20
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
今日自动化(2020年12期)2020-04-25
科学与技术(2019年4期)2019-03-30
山东工业技术(2019年5期)2019-03-13
