
列车用大厚度16MnR-0Cr18Ni9 复合钢板过渡层焊接组织及性能研究
2021-09-10 07:22许晓航郭会生王凡
电焊机 2021年2期
许晓航 郭会生 王凡

摘要:复合钢板具有优良的机械性能及耐腐蚀性能,在铁路行业得到广泛应用。但是由于复合钢板基层和复层材料不同,如果直接焊接将出现各种问题,故在基层和复层之间增加一个焊接过渡层。因此,复合钢板的过渡层成为焊接接头的关键部位。对采用常规工艺焊接的大厚度16MnR-0Cr18Ni9复合钢板的焊后过渡层组织和性能进行分析,从而对此工艺进行评估。
关键词:复合钢板;过渡层;组织;性能
0 前言
近年来随着铁路工业的发展,对列车部件耐腐蚀性要求日益提高,复合钢板得到了广泛应用,要求也越来越高。在复合钢板部件制造过程中,最难控制的焊接技术是过渡层的焊接。在以前的相关资料中,焊接工艺评定只是通过性能试验验证焊接接头力学性能的方法来评估焊缝,但对产生各种缺陷的原因却未能给出合理的解释。文中从力学性能和微观金相角度出发,分析焊缝的组织形态及其性能特点,从根源上对其产生的各种性能进行解释,从而验证焊接工艺是否达到要求。
1 试验材料和方法
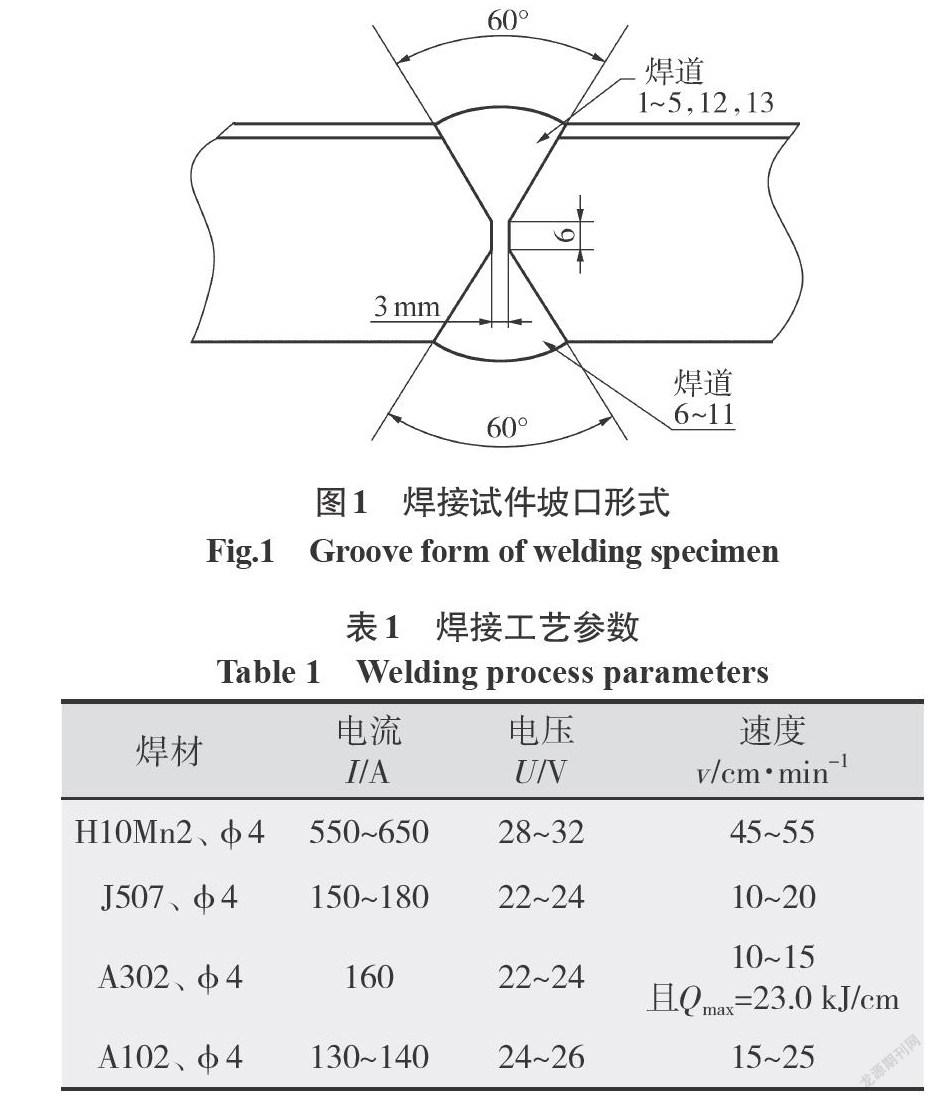
根据焊接设备能力和具体板厚,将28 mm+4 mm 16MnR+0Cr18Ni9的复合钢材对接。基层16MnR焊接时,定位焊选用J507焊条,埋弧焊选用H10Mn2焊丝+J431焊剂;过渡层为保证抗裂性能和力学性能,选用A302焊条;复层为保证化学成分,采用A102焊条,其焊接顺序为:用J507定位后,先焊基层,再焊过渡层,最后焊复层。焊前预热,焊后检验。坡口形式如图1所示,焊接参数如表1所示。
2 试验结果及金相分析
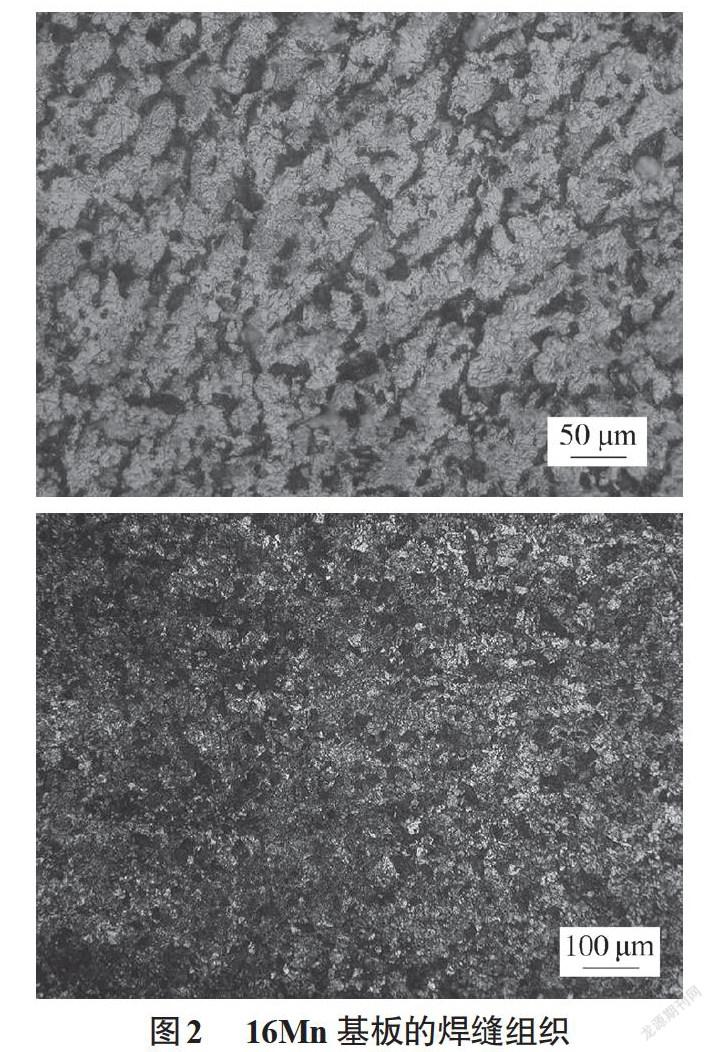
截取尺寸为24 mm×20 mm×25 mm的焊接接头,再切成3个大小均等的样品,包括焊缝区、热影响区和部分母材金属区,将3个试样分别在200倍、500倍下拍摄复合钢板基层、复层和过渡层的金相照片,基层焊缝的金相照片如图2所示,其焊缝组织为F+细P,因为之后焊接了过渡层,基层焊缝经历了热处理,所以总体组织较细,没有出现粗大组织[2]。由于含碳量低,F较P要多,在焊缝有一定强度的基础上保证了良好的塑性,从金相照片上来看,未出现类似于马氏体等脆硬组织。
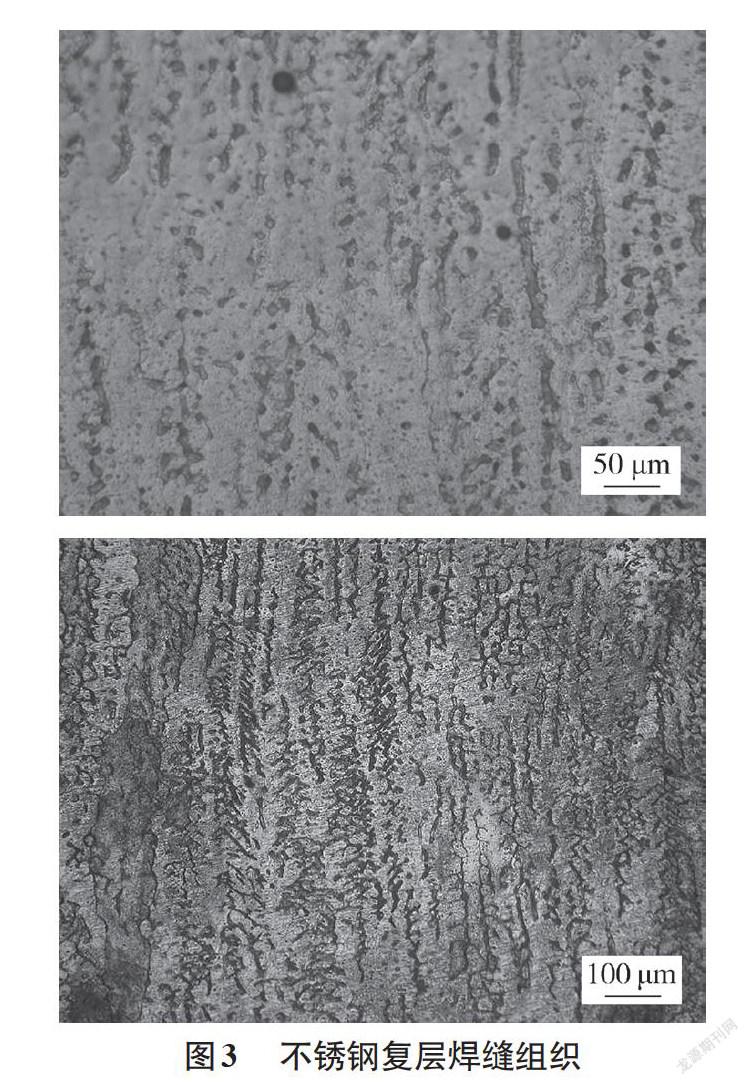
复层不锈钢0Cr18Ni9的焊缝组织如图3所示,呈明显的胞状树枝晶组织形态,根据舍夫勒组织图分析并参照图3可知,焊缝组织为A+沿柱状分布的F,同样未发现类似马氏体的脆硬组织。0Cr18Ni9母材的原始组织是A+少量F,与焊缝接近,可知焊缝性能与母材相差不大[2]。
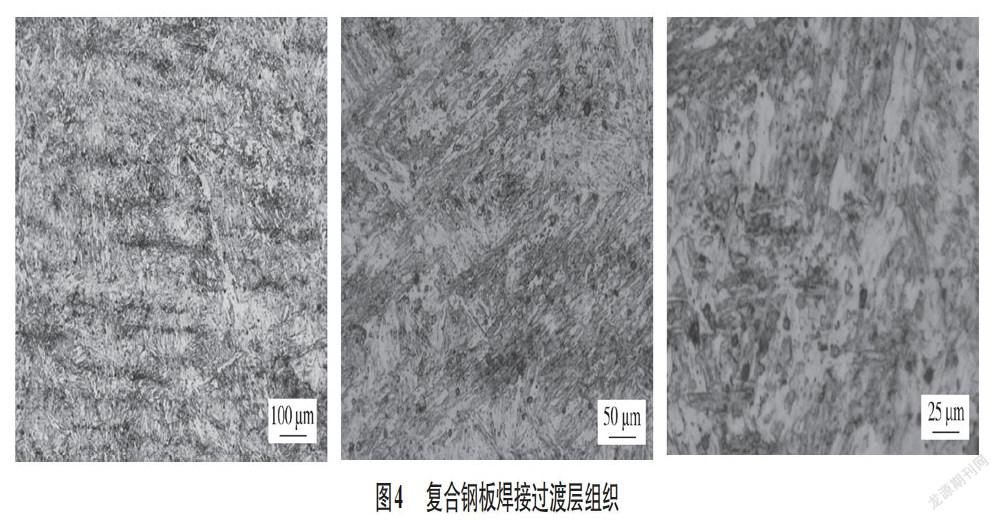
对于复合钢板,最关键的是过渡层组织,16MnR+0Cr18Ni9复合钢板过渡层的金相照片如图4所示。根据舍夫勒组织图和图4分析其组织为A+树枝状F[5],但是由于过渡层上堆焊了A102不锈钢焊条,对其有热处理作用,组织发生再结晶,在原基础上出现大量羽毛状的上贝氏体,并且其条间的碳化物发生聚集长大和球化。从复层到基层,上贝氏体的数量由多到少变化,并且由于出现了组织的遗传现象,原来的A柱状晶+树枝状F晶界依稀可见,晶粒也稍显粗大,整体性能较原始的A+树枝状F组织性能稍有降低[3-4]。
過渡层与基层和复层的熔合区是成分、组织较为复杂的部位,由于与过渡层相连的复层和基层的焊缝组织成分有较大差别,熔合区组织可能会出现一些新相,特别是马氏体脆性层,可能会造成焊缝总体性能的下降,引起脆断,所以需要详细分析。
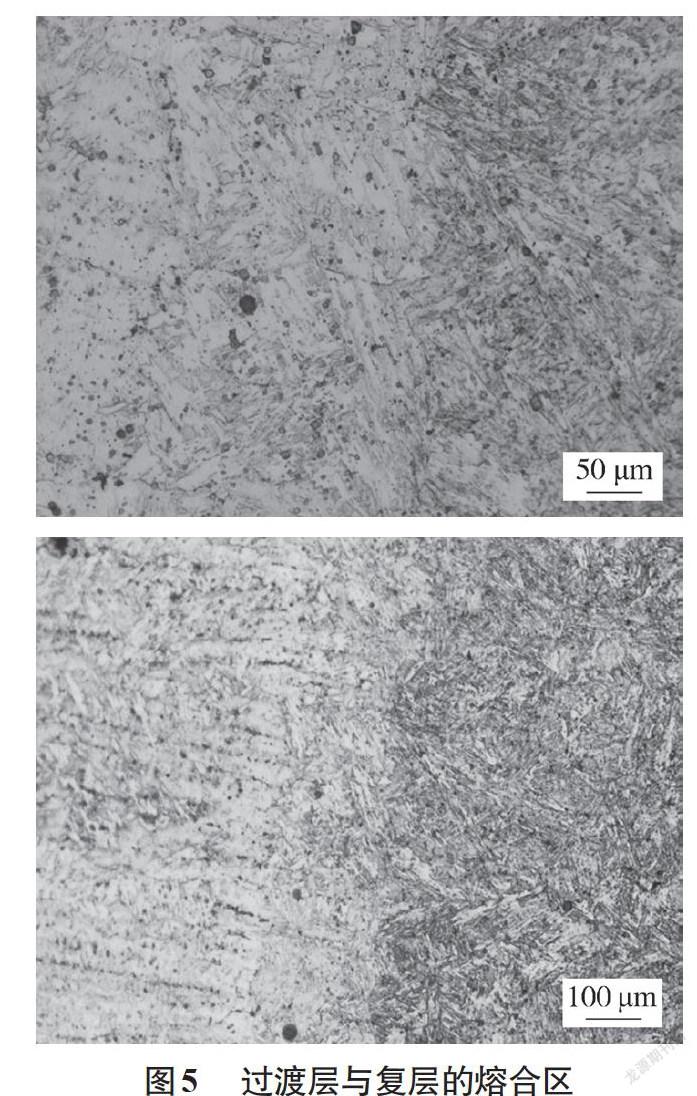
(1)过渡层与复层的熔合区组织。
过渡层与复层的熔合区微观组织如图5所示,复层和过渡层都采用奥氏体不锈钢焊条进行焊接,两者成分接近,但是过渡层与复层接近的原始A+树枝F组织受焊后热处理的影响转变为上贝氏体,复层组织为A+树枝状F,熔合区未出现第三相,并且通过金相显微镜检查熔合区未发现显微裂纹等重大缺陷。
(2)过渡层与基层的熔合区组织。
过渡层与基层的熔合区金相组织如图6所示。基层组织为F+细P,过渡层组织为A+F,并且成分相差较大,此时熔合区合金成分被稀释,导致焊缝中奥氏体形成元素含量不足,焊缝可能出现马氏体淬硬组织[5],从而降低整个焊接接头的性能,经分析有两个因素会造成焊缝性能的下降:
(1)基层焊缝金属的熔入,使熔合区的合金成分被冲淡,对焊缝有稀释作用,焊缝中奥氏体形成元素铬、镍含量降低,焊缝容易出现马氏体组织,从而使焊接接头韧性降低。当然基层金属对焊缝的稀释程度取决于母材的熔入量,即熔合比,熔合比越大,稀释程度越高,产生马氏体组织的可能性就越大[6]。
(2)熔合区本身成分比较复杂,再加上焊缝的搅拌作用,各种合金元素的稀释与焊缝的碳迁移同时进行,成分分布也极不均匀,从而造成组织分布不均匀,也增加了出现马氏体的可能性。
因此,在焊接过渡层时采用Cr和Ni含量高的焊条 A302进行焊接[7],以保证熔合区有足够的Cr、Ni含量,而且Ni是奥氏体形成元素,可以克服母材的稀释作用,并有利于防止熔合区内的碳迁移[8],且此处采用了小的熔合比、适当小的焊接工艺参数以减小熔合区宽度,从而有效控制马氏体的产生[9]。参照图6a、6b可推测熔合区未出现马氏体组织。
3 硬度分析
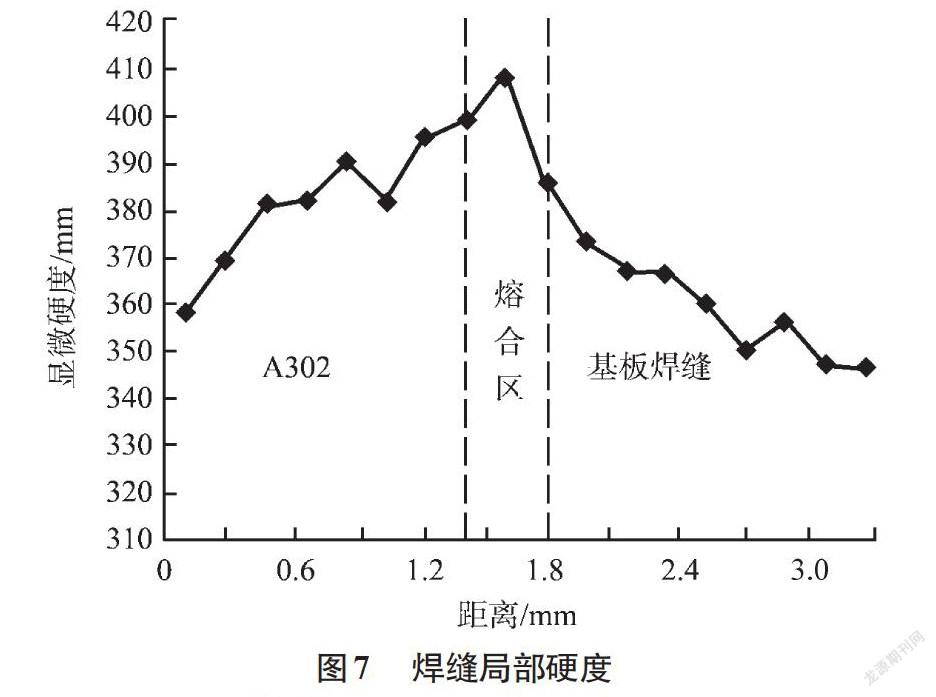
焊缝局部硬度如图7所示。由图7可知,由于是多层焊,后一层对前一层焊道有热处理作用,C元素在此区域得到充分的扩散和迁移,使过渡层近熔合区处脱碳,基层焊缝近熔合区处增碳,而熔合区硬度高的原因是因为C在此处的富集和碳化物的析出,在焊缝组织中表现为熔合区的硬度依次升高[10]。
熔合区硬度峰值达到407 HV(即41 HRC),过渡层组织硬度约为380 HV(即38.8 HRC),在常规贝氏体硬度范围内(35~45 HRC);并且基板所用H10Mn2焊条含碳量为0.09%,A302焊条含碳量小于0.15%,所以焊缝组织中碳含量小于0.15%,而当碳含量小于0.2%时,熔合区组织中即使出现马氏体也只能是板条马氏体,而板条马氏体的硬度范围为45~50 HRC,大于熔合区组织硬度(41 HRC),所以结合组织图可知过渡层并未出现马氏体[11]。
3 结论
(1)通过在基层和复层之间增加一个过渡层对16MnR+0Cr18Ni9复合钢板进行焊接可行,能够得到符合使用要求的焊缝。
(2)采用A302焊条进行过渡层焊接,其焊缝过渡层初始组织为A+树枝状δ铁素体,但经多层焊后,过渡层组织中出现大量上贝氏体,使过渡层性能有所下降。
(3)在16MnR+0Cr18Ni9异种钢焊接工艺中,过渡层熔合区由于焊材成分不同造成焊缝成分稀释,其组织、成分分布和硬度皆发生变化,并且多层焊重热作用也会像焊后热处理或高温长期运行一样使熔合区产生碳扩散、脆化相析出、硬化层宽度变化和组织形态变化等。
参考文献:
麻友清,李欣田,王立新,等. 不锈钢/16Mn复合板焊接接头物理性能检验与分析[J]. 山西机械,2000(增刊):127-128.
孙晓娜,雷毅,张鹰. 厚板奥氏体不锈钢焊缝显微组织分析[J].金属热处理,2006,31(10):21-23.
荣冉升,张田宏,张俊旭. 10Ni5CrMoV钢奥氏体焊缝接头熔合区马氏体带的显微组织[J]. 材料开发与应用,2008,23(5):8-11.
张文钺. 焊接冶金学[M]. 北京:机械工业出版社,1996.
王爱珍,张太超,赵红岩. 异种钢熔合区马氏体脆性层的消除[J]. 焊接学报,2001,22(4):58-62.
刘启华. 16MnR+00Cr19Ni10 不锈钢复合钢板的焊接[J]. 江汉石油职工大学学报,2008,21(2):77-83.
劉敏初. 珠光体钢与奥氏体钢焊接接头的组织分析及焊接工艺的控制[J]. 焊接技术,1994(2):18-20.
陈文静,屈金山,谢君,等. 15CrMoR钢材的焊接接头组织及其硬度分析[J]. 西华大学学报,2006,25(4):35-37.
凌堃. 15CrMo和0Cr25Ni20异种钢焊接[J]. 热加工工艺,2009,38(3):148-149.
刘义样,吴敬梓. 堆焊熔合区成分和组织分析[J]. 理化检验-物理分册,1999,35(1):9-11.
吴铭方,王慧敏,保武蓉. 15CrMoR与0Cr18Ni9异种钢的焊接及接头组织分析[J]. 热加工工艺,2009,38(5):113-115.
猜你喜欢
作品(2019年3期)2019-09-10
电脑报(2019年17期)2019-09-10
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
科学与财富(2017年22期)2017-09-10
人间(2016年27期)2016-11-11
知音励志·社科版(2016年8期)2016-11-05
课程教育研究·学法教法研究(2016年21期)2016-10-20
科学与财富(2016年28期)2016-10-14
