浅谈活塞环成型工艺对比
2021-09-10 07:22刘馨泽洋
内燃机与配件 2021年11期
关键词:活塞环
刘馨泽洋



摘要:同样钢制线材,选定尺寸的试制活塞环,分别经过凸轮成型和真圆成型,对其关键参数闭合间隙、张力进行实际数据测量。根据SPC手册浅要的进行工程性能对比。为企业在制造生产和工艺引进中,提供一定的参考。
关键词:活塞环;凸轮成型;真圆成型;工程性能
中图分类号:TK403 文献标识码:A 文章编号:1674-957X(2021)11-0035-03
0 引言
隨着新能源汽车的发展,国家政策的支持,新能源已经是市场不可缺少的一部分。但目前我国内燃机的保有量数以亿计,约40%为汽油机,约60%为柴油机。在工程机械、农业机械、交通运输等领域,内燃机同样必不可少。而活塞环作为内燃机重要零件之一,除了产品设计的合理性以外,还要在其工艺上提高生产效率的同时,更能保证相关质量参数的稳定。高效率、高品质、稳定的输出,才能够提高产品的竞争力。
如今各大活塞环企业:安庆帝伯格茨活塞环有限公司(ATG)、日本理研公司(RIKEN)、马勒活塞有限公司(MALLA)等,即使在产品设计上不分伯仲,却在制造工艺上有各自的体系。整个活塞环生产工艺中,属活塞环成型工艺最为关键和复杂,基本奠定了活塞环的重要性能参数,后续加工对其进行加强和修正。传统的活塞环成型工艺为凸轮成型,近几年引进的真圆成型,在设备上略贵以外,很多企业对其工程性能也无法得到有效的对比参考。本文针对两大成型工艺,根据SPC手册,通过实际数据采集,对其进行浅要的工程性能对比。为企业在制造生产和工艺引进中,可结合自身实际情况,提供一定的参考。
1 活塞环成型原理简述
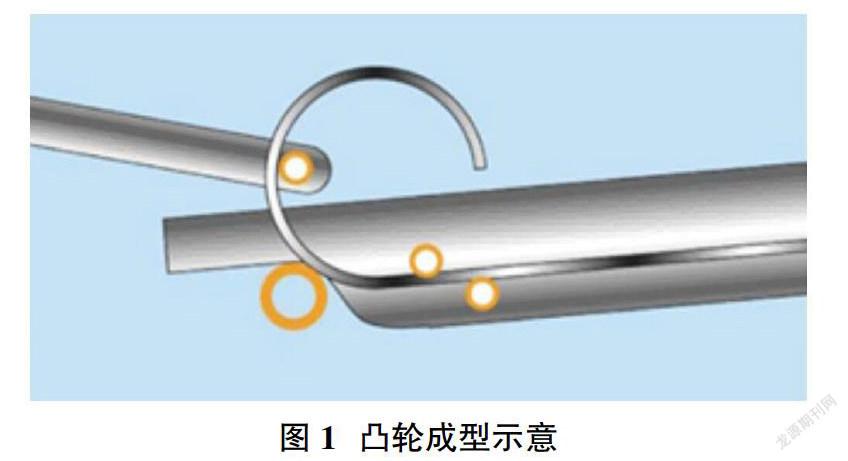
1.1 凸轮成型
如图1所示,线材穿过导板、用夹持器传送。通过三个支点和一个拉伸销进行确定椭圆基圆,根据设定的送料量进行切断,最后形成一根活塞环。
设备调试难点:各支点直径的确定,送料量的设定。因为是单根切断,刀具磨损较快。容易造成活塞环开口歪斜、开口毛刺。如果主凸轮选择不恰当或是磨损,会产生漏光以及二轴差的不稳定。
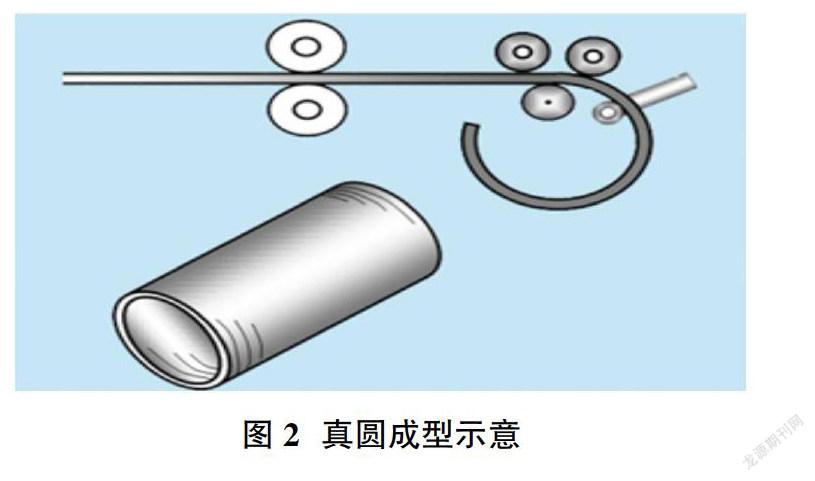
1.2 真圆成型
如图2所示,线材穿过导板,通过三个支点和拉伸销,直接卷绕到一定长度L后,(长度L根据记相配合的夹具圆筒雇长度确定),进行线材的切断。在通过圆筒雇装轴后进行切断,最后形成一筒活塞环。
设备调试难点:支点直径的确定,圆筒雇的装轴。因为卷绕成型,需手动切成单根环对其皿量进行确定。切断后的热处理对凸轮热处理筒的磨耗管理较为严格。
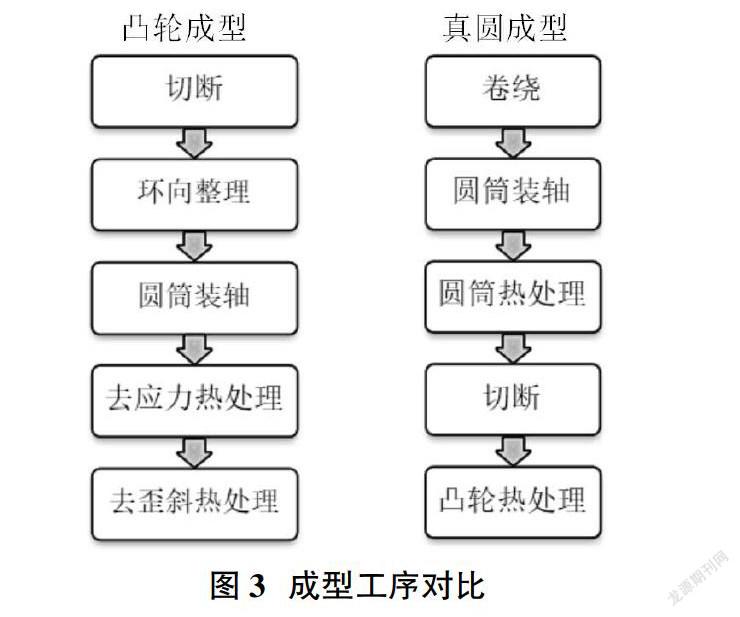
1.3 成型工艺流程(图3)
2 试验方案
2.1 活塞环参数选定
如图4所示根据成型产品,选定三个主要参数,分别是:直径D=80mm;张力F=3.6±0.8N;闭合间隙S=0.35±0.05mm。
2.2 试验准备
同型号线材,凸轮成型机和真圆成型机,自动测定张力机、圆规、塞规。
3 数据采集处理
3.1 采集方式
选取同样的线材,二道环,分别凸轮成型和真圆成型各2000根。根据SPC手册定义,随机抽取125根,通过直径测定张力机、圆规、塞规进行测量。
3.2 工程性能评价公式
式(1)中:X为样本均值;
X1,X2…为子组内的每个测量值;
n为子组的样本容量。
式(2)中:R为样本极差。
式(3)中:S为样本极差;
式(4)中:Pp为性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能;
USL:规范上限;
LSL:规范下限。
式(5)、式(6)中:Ppk为过程中心的性能指数;最后选取其中最小值为最终值。
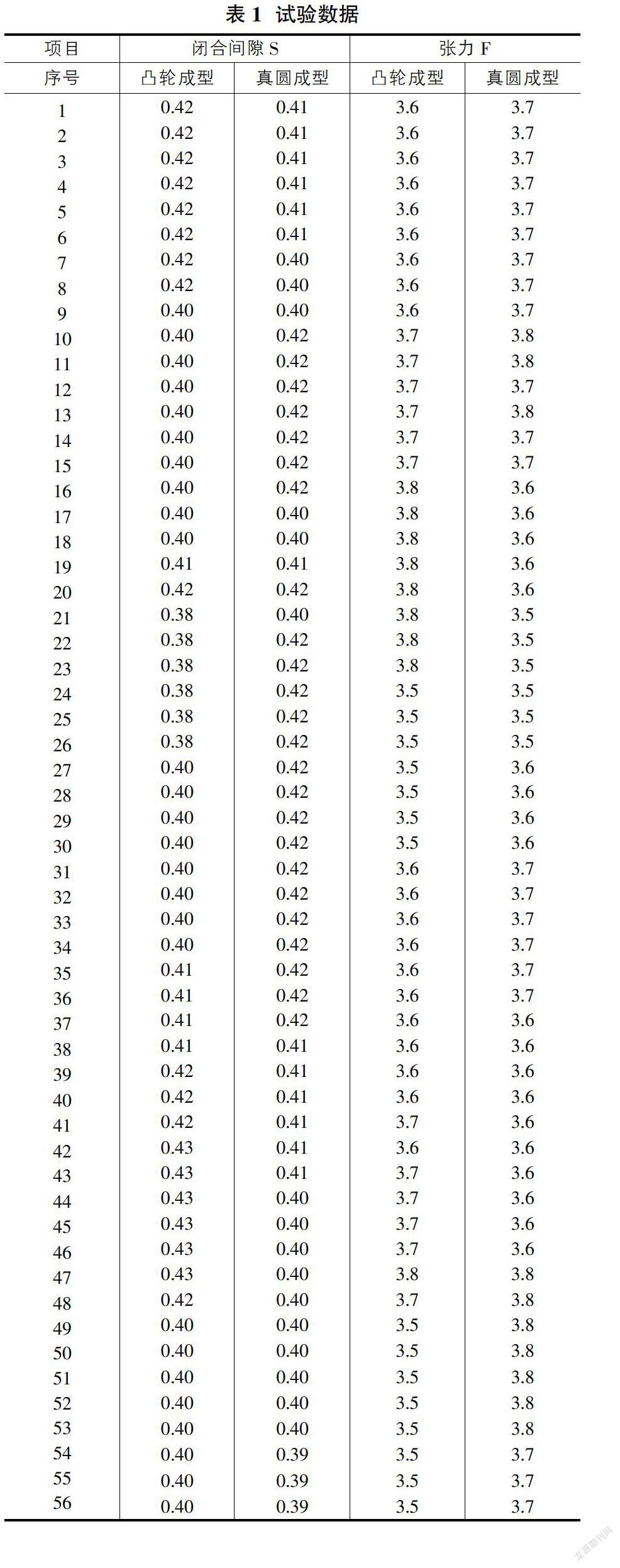
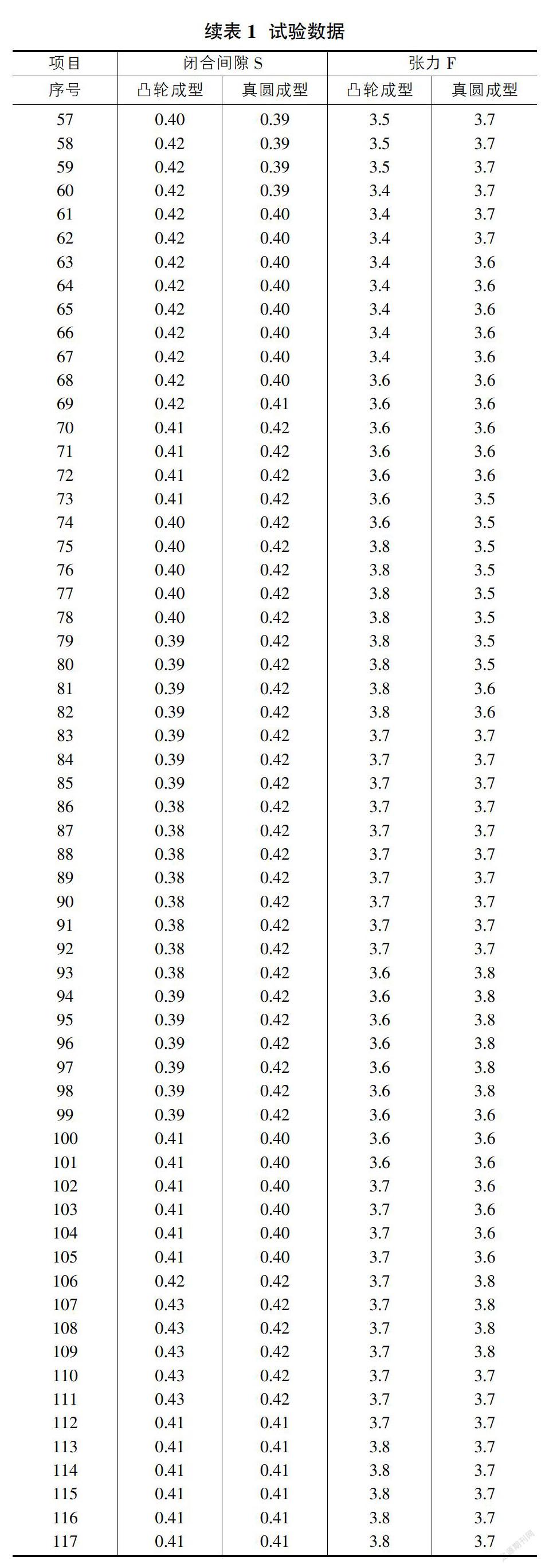
根据选定参数和公式,实际测量结果见表1。
4 数据分析
4.1 闭合间隙S
根据表1数据可知:凸轮成型Pp值为2.30,Ppk值为2.17>1.67;真圆成型Pp值为3.31,Ppk值为2.92>1.67;
在闭合间隙S上,两个工程性能均大于1.67的性能指数,但真圆成型性能指数更稳定。如图3所示,实际上在切断工序中,凸轮成型靠自身刀具切割,刀具会有磨损,根据磨损在生产中需要微调。而真圆成型中切断为砂轮对一筒环进行切割,相对而言,确实会稳定一些。
4.2 张力F
根据表1数据可知:凸轮成型Pp值为2.26,Ppk值为2.18>1.67;真圆成型Pp值为2.96,Ppk值为2.75>1.67;
在张力F上,两个工程性能均大于1.67的性能指数,真圆成型性能指数更稳定。影响热处理的主要因素包括:装轴时环与环间隙、闭合间隙S、热处理时间。如图3所示,其中凸轮成型两次热处理与真圆成型两次热处理时间总和基本一致,装轴时凸轮成型为单根环与单根环叠加,真圆成型为整体未切断的状态,即环与环的缝隙更小,利于均匀受热。同时结合4.1中闭合间隙S的Ppk值,真圆成型的张力性能指数更稳定符合本次试验情况。
5 结论
针对本次试验,无论凸轮成型还是真圆成型,Ppk值>2.0,均为优秀的表现。从本次试验数据上讲,真圆成型工程性能更加稳定。未引进真圆成型工艺的企业可根据实际产能,以及活塞环设计的精度要求,更进一步的调研考虑是否只适用自身情况。而引进真圆成型工艺的企业,根据自身已有产品,适当分配与凸轮成型工艺的配比以外,可做更深层次的优化。
参考文献:
[1]靳宇琪.我国内燃机发展前景展望[J].内燃机与配件,2021(02):177-178.
[2]陈庆红,曹明闽.椭圆绕制钢质活塞环加工工艺研究[J].机电技术,2019(06):43-46,59.
[3]林爱桢.活塞环现代制造技术[J].汽车文摘,2019(08):10-13.
[4]陈俊.活塞环切断筒加工工艺改进[J].企业技术开发,2018,37(11):57-59,74.
[5]克莱斯勒、福特和通用汽车公司.统计过程控制(SPC)手册第三版.
猜你喜欢
科学与财富(2019年3期)2019-02-28
科技创新与应用(2017年13期)2017-05-24
中国经贸导刊(2015年27期)2015-10-10
演艺科技(2014年10期)2015-04-02
农村百事通(2014年16期)2015-02-09
农机使用与维修(2014年12期)2014-12-17
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年5期)2014-09-23
农机使用与维修(2014年1期)2014-09-23