长材刨片机滑座行走控制系统
2021-09-10 18:43邹美兵王超吕新海
内燃机与配件 2021年11期
邹美兵 王超 吕新海

摘要:针对现有长材刨片机滑座行走控制系统控制准确度比较差,容易造成滑座前进时出现过冲现象,影响了实际生产中刨花产量,也会导致刨花的质量不好。为此设计一种优化方案:利用多个传感器组合采集运行数据再经控制系统处理对滑座行走进行闭环控制。通过验证,该设计达到提升刨片机滑座行走稳定性并提高刨花形态和产量的目的。
Abstract: In view of the poor control accuracy of carriage travel control system of type long wood flaker,It is easy to cause overshoot when the carriage moves forward,The yield of wood shavings in practical production is affected,It can also lead to poor quality of wood shavings.Therefore an optimization scheme is designed:Multiple sensors are used to collect the operation data,and then the closed-loop control of the carriage travel is carried out through the processing of the control system.Pass the verification,the design can improve the walking stability of the carriage of the flaker and improve the shape and yield of the wood shavings.
關键词:长材刨片机;油缸内置式位移传感器;比例阀控制器;PLC控制器
Key words: long wood flaker;internal displacement sensor of oil cylinder;proportional valve controller;PLC controller
中图分类号:F407.67 文献标识码:A 文章编号:1674-957X(2021)11-0216-02
0 引言
①背景和目的。本设计基于OSB刨花板生产线中刨花制备工段的长材刨片机滑座行走控制。之前的刨片机滑座行走控制采用激光位移传感器采集数据,运用西门子PLC对滑座的行走进行开环控制,这种方式下滑座的行走位移控制的准确度不高,容易造成滑座前进时出现过冲现象,严重可能导致滑座冲出行程范围造成刀环损坏;滑座行走时比例阀控制不稳定调整时间长,导致滑座行程的行走时间长,影响了长材刨片机的产量;比例阀的响应速度不受控,影响刨花的质量,容易造成刨花的厚、薄形态不稳定;严重时还会导致刨片机主驱动电机电流波动大,滑座的振动值高等影响。为解决这一问题,提出一种新的解决方案。
②论文的构成和主要内容。本论文主要由以下三部分组成:一是液压油缸及内置式位移传感器;二是专用比例阀控制器;三是西门子PLC控制系统。
1 液压油缸及内置式位移传感器
1.1 液压油缸及位移传感器改造之前的结构
改造之前采用液压油缸及位移传感器分体式结构,滑座行走由液压油缸驱动,滑座位移检测采用独立安装在油缸外部的激光位移传感器,激光位移传感器在检测滑座位置时容易受到外部灰尘及设备振动等因素影响,滑座位置检测误差比较大,可能导致滑座未行走到位就自动返回或行走超出行程触碰到行程极限开关等错误,滑座未行走到位就返回会在切削室留下残余木材,影响下一次进料,滑座行走超出行程触碰到行程极限开关会导致滑座行走驱动油泵及刨片机主驱动高压电机停机,再次恢复正常生产需要耗费大量时间。
1.2 液压油缸改造调整方案
改造之后,加大了液压油缸的直径,提高滑座行走的速度;在液压油缸的前进及后退腔的管道上各增加了一个压力传感器,压力传感器采用的是两线制电流信号,此信号直接接入到西门子PLC系统,经PLC处理可显示滑座前进及后退时油缸内的压力。
1.3 位移传感器改造调整方案
改造之后,在液压油缸内安装了内置式位移传感器,位移传感器测量杆整个安装于液压油缸的活塞杆中空的内腔里,在活塞杆外的端部,套着一个与活塞杆同步移动的永磁性的磁环,油缸活塞移动该磁环也随之一起移动,传感器的检测部件即刻将活塞杆当时的位置信号测量数据计算出来,位移传感器直接安装液压油缸内部,消除外部灰尘及设备振动对滑座位置检测产生的影响,新的位移传感器采集的位置信号为SSI信号,此信号直接可以接入到专用的比例阀控制器。
2 比例阀专用控制器
2.1 比例阀控制系统改造前结构
改造之前驱动滑座行走的比例阀采用PLC系统开环控制,控制的效果不佳,主要体现在两个方面:①滑座行走时比例阀开度设定值固定,当滑座前进遇到阻力不同时,滑座前进的速度将会不同,从而导致切削出的刨花厚薄不一,影响刨花的质量;②采用PLC系统开环控制比例阀时,在滑座行走时会出现明显的加减速现象,滑座行走不平稳会对设备产生冲击,可能会对设备造成一定损伤。
2.2 比例阀控制系统改造调整方案
改造之后采用专用的比例阀控制器控制比例阀,比例阀控制器采用ATOS品牌Z-BM-KZ-EI系列控制器,控制器采集内置位移传感器的信号,转换成滑座的实际位置值,并将数据传送给PLC系统;PLC系统将滑座行走的指令发送给比例阀控制器,比例阀控制器将经过控制器自身PID优化后的指令发送到比例阀,控制比例阀高速平稳精准的运行。
3 西门子PLC控制系统
工作过程中通过压力传感器和位移传感器实时监测长材刨片机滑座前进、后退腔压力值与滑座油缸实际位置值,然后将采集到的压力信号直接传输给PLC控制系统,将采集到的位移信号传输给比例阀控制器,比例阀控制器采集数据通过通讯方式输送给PLC控制系统。PLC控制系統根据设备实时运行需求以通讯的方式向比例阀控制器发出动作指令,动作指令包括位移目标值指令,移动位移目标值的速度指令,位移控制器接收到PLC的指令之后,经过处理运算后给比例阀发出相应的控制指令,使油缸以PLC发出的速度指令快速平稳的向位移目标值靠拢,待指油缸运行到指定位置后,控制器会反馈一个到动作完成信号给PLC系统,PLC系统接收到信号后进行检测判断并根据实际情况发出后续的指令,当滑座行走控制系统设定为自动模式时,满足条件后滑座将会自动行走进行木材的切削过程,实现木材切削自动化,无需人工干预,提高设备工作效率,另外PLC系统还可以将对收集到的信号进行处理,运输并存储,以便后期随时调取相关运行参数。(图1)
4 具体实施方式及结果
4.1 实施方式
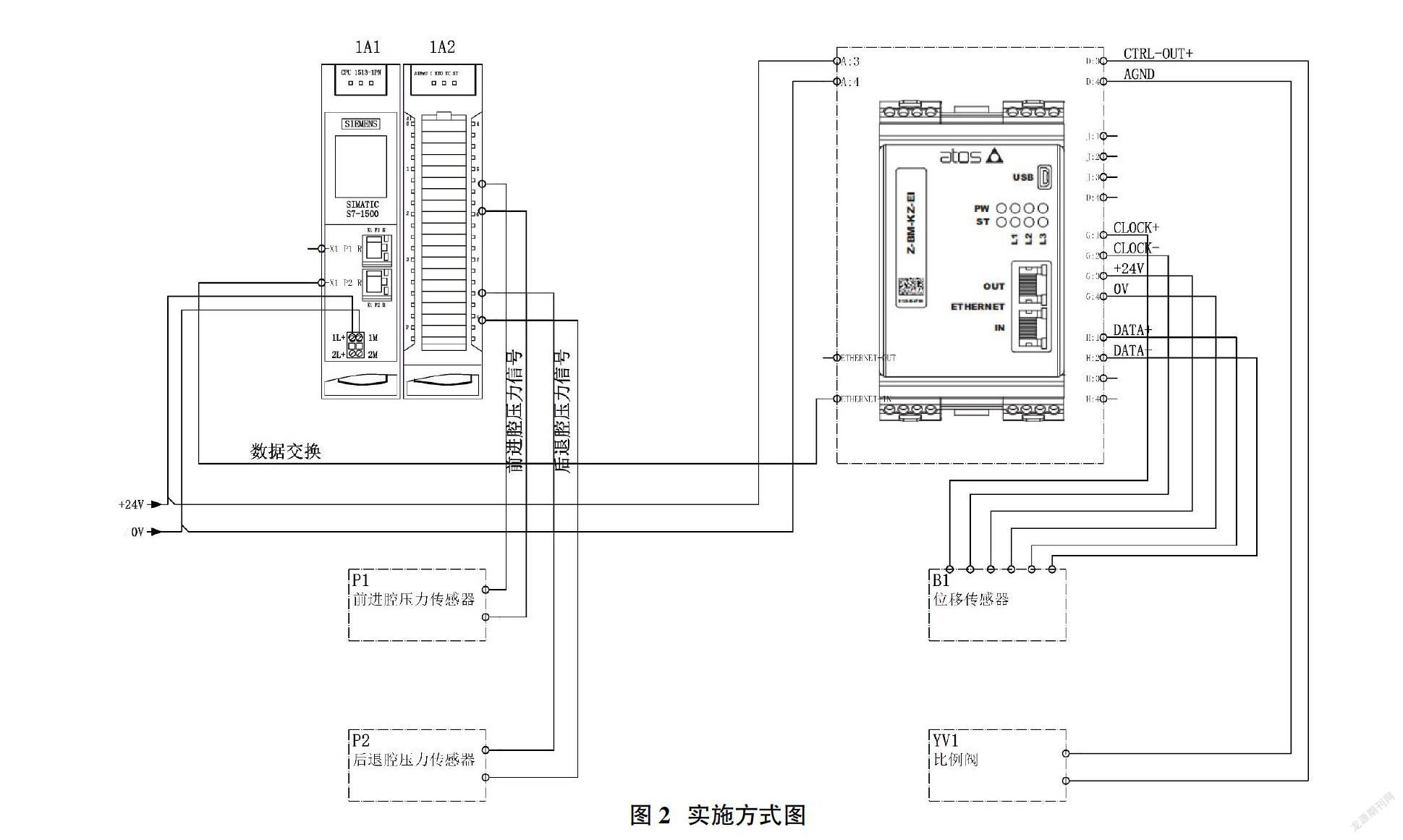
下面结合附图和具体实施方式,详细说明滑座行走控制系统。
如图2所示,本控制系统,包括滑座油缸、安装在滑座油缸上的位于油缸前进腔一侧的用于检测滑座油缸前进腔压力的前进腔压力传感器和位于油缸后退腔一侧的用于检测滑座油缸后退腔压力的后退腔压力传感器,滑座油缸的活塞杆与长材刨片机底座连接,还包括一个用于检测油缸的活塞杆直线位移的油缸内置式直线位移传感器,还包括相互通讯连接的比例阀控制器和PLC控制系统,比例阀控制器与PLC之间通过DP通讯方式连接并进行数据交换处理,PLC控制系统对位移控制器的运行过程数据进行运算处理并记录,油缸内置式直线位移传感器直接与比例阀控制器连接,前进腔压力传感器和后退腔压力传感器均与PLC控制系统连接,由此使得前进腔压力传感器、后退腔压力传感器、油缸内置式直线位移传感器采集的数据信号能够传输给PLC控制系统,PLC控制系统根据生产需求给比例阀控制器发出控制指令,比例阀控制器数据处理及自身PID系统优化计算出一个高频实时变化的控制指令输出给比例阀,比例阀连接滑座油缸活塞杆控制滑座油缸的伸出、缩回动作,从而实现滑座行走高速平稳精准的闭环控制。
4.2 改造结果
经过改造后的滑座行走控制系统,通过比例阀控制器和PLC系统的配合,实现了滑座的高速精准的行走,滑座行走位置误差控制在0.5mm之内,提高了设备工作效率及产品质量,减少了对设备的损伤。
5 结语
此改造方案优点在于,巧妙地利用压力传感器、位移传感器等多个测量元件组合后对不同的数据信息采集再利用比例阀控制器以及PLC控制系统对设备进行控制,由此能够使滑座油缸快速精准的到达指令要求的位置,减少滑座一个工作周期的时间,并杜绝滑座前进后退时出现过冲现象导致刀环损坏的可能,能够随时调整滑座的行走速度满足生产过程中对刨花厚、薄形态的需求,提高了刨花质量,减小了滑座行走精度误差,保障了刨花的形态,降低了不合格刨花含量,减少了生产设备能源消耗,提高了生产效率。
参考文献:
[1]董菲.轮式铣刨机电辅助驱动性能匹配分析[D].长安大学,2011.
[2]吴季陵,杨焕蝶.环式长材刨片机[J].林产工业,1989(6).