YP13H 型装封箱机系统升级改造的研究探讨及实践
2021-09-11 09:01朱明祥尹立武
科学技术创新 2021年25期
朱明祥 罗 健 尹立武
(红塔集团大理卷烟厂卷包车间,云南 大理 671000)
1 项目概述
1.1 设备概况
YP13H 型装封箱机是东方机器制造(昆明)公司研发的新一代高速双品牌装封箱机生产设备,大量自动检测装置、伺服控制系统的应用,简化了机械结构,属于行业领先水平。我厂引进了一组该机型设备,现已完成安装调试,投入使用,装封箱最大能力为每分钟8 件。在设备使用过程,对设备运行效率、装封箱质量等进行跟踪分析,发现装封箱机在运行稳定性、可靠性以及产品质量等方面可以继续优化和升级改造。
1.2 问题描述
YP13H 型装封箱机对接我厂3 套软包ZJ116-FOCKE FXS机组,承担一半以上软包件烟装封箱任务。装封箱机运行是否稳定、装封质量水平高低关系到软包机组能否顺利生产,完成生产任务。目前装封箱机存在以下问题:
1.2.1 双品牌模式下装封箱单品牌运行效率不高问题
YP13H 型装封箱机设计为双品牌装封箱机,当装有烟堆的模盒输送到入口、箱成型、套口以及出箱处都需要进行读码比对,读码比对后在入口工位3 处,根据信息码进行对应品牌取箱。YP13H 装封箱机对接的软包3 套机组为同一品牌且常年生产同一品牌,可以无需进行读码比对,但设备继续执行双品牌模式,读码比对环节会增加设备故障次数,降低设备运行效率。
1.2.2 空模盒移载装置稳定性问题
1.2.2.1 封箱机退空模盒移载装置采用齿形同步带输送模盒,齿形同步带支撑板采用PE 板,同步带带齿一侧朝下,当模盒在同步带输送过程中,同步带齿会与PE 板产生摩擦,造成同步带齿过度磨损,同时增加了输送阻力,进而增加电动滚筒能耗。
1.2.2.2 空模盒移载装置的升降机构采用单凸轮结构,且安装在框架的中心位置,两侧升降采用滑块与滑轨方式导向。当滑块和滑轨之间产生间隙,框架也会发生变形,在空模盒移载装置升降机构上升、下降过程中,当调整不及时,凸轮两侧框架会发生塌头现象,影响设备的正常使用。
1.2.3 真空系统断开后管道残余真空问题
装封箱设备在正常工作时,各个执行部件按照工作逻辑运动,当停止真空供给,抓箱伺服吸盘、箱成型上吸盘和箱成型下吸盘的管道内都会有残余真空,导致取箱、放箱不顺以及推箱伤吸盘。
2 项目设计方案
2.1 提升双品牌装封箱机单品牌运行效率方案
YP13H 装封箱机出厂设计为双品牌模式,每分钟装封箱8件,根据我厂生产实际情况,YP13H 装封箱机对接的软包3 套机组为同一品牌且长年生产同一品牌。因此可以增加装封箱机单品牌模式,节省读码比对、取箱时间,提高整机运行能力。在单品牌模式下跳过读码比对功能,所以只需对系统程序和人机界面进行升级,不需要对设备硬件进行改造。系统程序升级改造关键点:
(1)取消从入口到出口各个部位品牌的读码比对;
(2)取消读码比对报警停机;
(3)取箱改为箱成型处无箱时自动取箱。
2.2 提升空模盒移载装置稳定性方案
2.2.1 降低同步带磨损方案
两个带轮之间是PE 板,作为同步带支撑,作用是防止在两个带轮之间下落,该连接方式加大了两个物体间的接触面积,增加了摩擦阻力,且摩擦阻力为滑动摩擦力。在相同条件下,滑动摩擦力大于滚动摩擦力,因此考虑将滑动摩擦改为滚动摩擦,减小摩擦阻力,也就是改变同步带的支撑方式来降低同步的磨损。取消支撑同步带的PE 板,改为同步带支撑导向轮。
2.2.2 提升空模盒移载装置稳定性方案
空模盒移载装置凸轮安装在框架的中心位置,框架四周没有足够的支撑点,容易造成变形,同时考虑到单凸轮带动框架运动稳定性不高。故增加两组凸轮,每组两个凸轮,安装在框架四周来带动框架运行。现有空模盒移载装置如图1。

图1 1 PE 板 2 升降凸轮
2.3 破真空系统方案
系统停止真空供给,管道内残余的真空会造成吸盘损伤,真空为负压,可以在真空管路中施加正压来消除残余真空。设备按照工作逻辑运行时,当需要停止真空供给,正压自动进入管路,消除残余真空,消除完毕后自动停止正压供给。
2.3.1 硬件设计
设备正压由集中供应,从总气路引一路气出来,通过电磁阀接入各个真空管路内,电磁阀的接通、关闭由系统程序或人工操作实现。
2.3.2 软件设计
设备使用Siemens S7-1500 PLC,对应使用TIA Portal 编程工具编写程序。程序需在在抓箱、箱成型断真空后,PLC 输出信号接通电磁阀使正压进入管路,电磁阀接通时间不应超过所需进入管道正压量时间,电磁阀也不能在未断开真空时接通。同时在人机界面新增加破真空阀手动操控,用于维修时进行单阀操作。程序流程如图2。

图2 程序流程图
3 方案实施
3.1 提升双品牌装封箱机单品牌运行效率方案实施
3.1.1 程序设计
从下面三个方面对程序重新编写:一是烟堆模盒从入口到出口读码比对的取消,二是读码比对报警功能的取消,三是抓箱机构取箱模式的修改。
3.1.2 人机界面修改
在人机界面“系统设置”画面增加单双品牌模式选择。人机界面如图3。

图3 单双品牌选择人机界面
3.2 提升空模盒移载装置稳定性方案实施
升级后的空模盒移载装置采用导向轮以及双凸轮组替代原PE 板和单凸轮,设计安装如图4 所示。
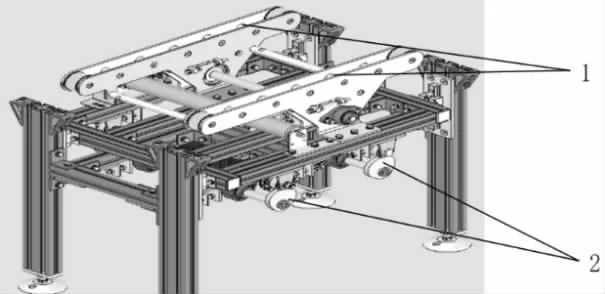
图4 1 导向轮 2 双凸轮组
3.3 破真空系统方案实施
3.3.1 硬件安装
在抓箱和箱成型上、下管道处接入正压管道,并在相应位置安装电磁阀来控制正压通断,需要破除真空提高系统稳定性的设备位置主要有四处:抓箱装置、箱成型外下部吸盘、箱成型内下部吸盘、箱成型上部吸盘。
3.3.2 软件调试及人机界面修改
在人机界面上增加相应的破真空阀手动操控,如图5 所示。

图5 破真空阀手动操控
4 效果验证
通过对YP13H 装封箱机的4 个问题升级改造,追踪6 个月以来设备运行水平,由表1 以看出设备运行效率稳重向好。同时追踪了装封箱质量,箱外观质量明显提升,损坏显著降低。

表1 YP13H 装封箱机运行情况
5 结论
结合实际使用情况,我们对YP13H 装封箱机增加了单品牌模式适应只装封箱单一品牌,升级改造了空模盒移栽装置保证设备稳定运行,重新设计了胶带供给装置单向输送辊保证封箱胶带质量,增加了破真空系统减少了费用。结果表明,YP13H 型装封箱机运行稳定性、装封箱质量得到较大提升,设备维护费用有效降低。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
汽车实用技术(2022年12期)2022-07-05
电子乐园·下旬刊(2021年3期)2021-02-08
陕西科技大学学报(2020年2期)2020-05-13
科技创新与应用(2019年25期)2019-09-24
电脑报(2019年33期)2019-09-10
汽车文摘(2019年3期)2019-03-04
科技视界(2018年21期)2018-12-10
宇航计测技术(2018年3期)2018-09-08
电子技术与软件工程(2017年19期)2017-11-09