基于六西格玛管理的汽车助力器螺母安装工艺研究
2021-09-14 02:42徐才钱周浩
内燃机与配件 2021年17期
徐才钱 周浩






摘要: 本文通过利用六西格玛质量分析方法对螺母安装工艺的数据进行分析,运用DMAIC改善逻辑,通过因子分析与数据验证,确定了螺母安装工艺中的工装、螺纹中径和螺纹牙型角为影响扭力超上限缺陷的关键因子,并通过优化工装安装方式,改进螺纹中径和螺纹牙型角,大幅降低了扭力超上限导致的产品不良率。
Abstract: This paper analyzes the data of the nut installation process by using the Six Sigma quality analysis method, uses DMAIC to improve the logic, and through factor analysis and data verification, it is determined that the tooling, the thread pitch diameter and the thread profile angle in the nut installation process are the influencing torques. The key factor of exceeding the upper limit defect, and by optimizing the tooling installation method, improving the thread pitch and thread profile angle, greatly reducing the product defect rate caused by the torque exceeding the upper limit.
关键词: 六西格玛;质量管理;安装工艺;扭力超差
Key words: Six Sigma;quality management;installation process;torque tolerance
中圖分类号:U463.217 文献标识码:A 文章编号:1674-957X(2021)17-0033-02
0 引言
六西格玛管理[1]是一种系统的过程改进方法,它通过对现有过程进行界定、测量、分析、改进和控制(简称DMAIC流程),消除过程缺陷和无价值作业,从而提高质量、降低成本、缩短周期时间,最终达到顾客完全满意。六西格玛管理其本质上是一种全新的管理方式,但六西格玛管理离不开统计技术,在DMAIC流程中,测量、分析、改进和控制各阶段都涉及统计工具的使用。文献[2]详细介绍了六西格玛管理工具的使用方法。文献[3]介绍了六西格玛在公司质量管理体系中的总体应用,文献[4-6]六西格玛质量分析方法在控制某一典型产品或工艺中的具体应用。
助力器是汽车转向系统的重要组成部分,其结构如图1所示,具体装配方式为:下轴(图2)与助力器壳体通过两个轴承连接,而轴承游隙由螺母(图3)与下轴旋转拧紧程度决定。螺母本体沿圆周方向均匀分布六个铆点,以达到防松目的,同时也会导致螺母与下轴的螺纹在旋转拧紧过程中产生扭力,正常安装时该扭力要求在设定的范围内。文献[7]详细介绍了螺纹配合的相关标准。本文将六西格玛管理方法用于汽车助力器安装的缺陷分析中,试图通过六西格玛质量分析方法改善安装的不良率。
1 汽车助力器缺陷数据分析
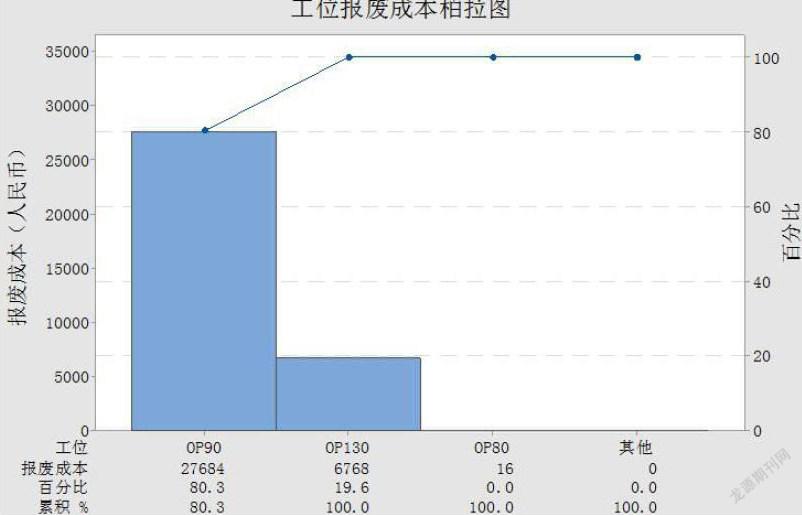
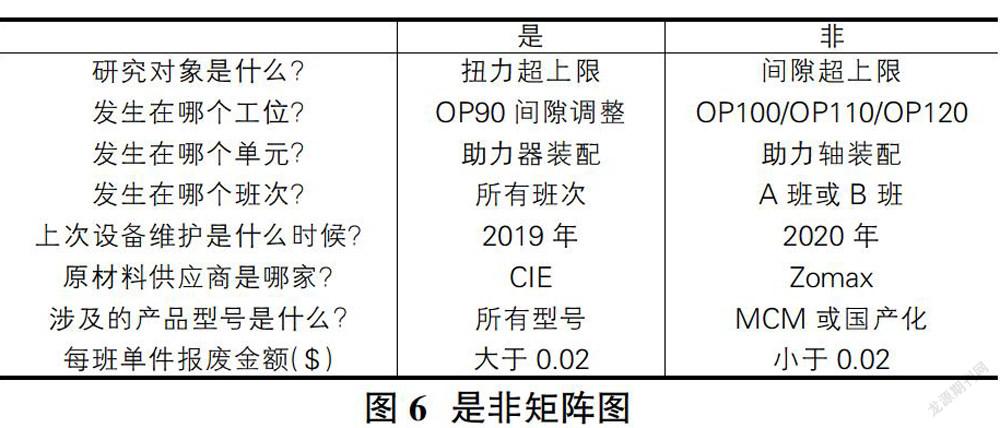
本项目首先整理和统计了2020年R公司第一季度汽车助力器装配单元的各工位FTQ(First time quality)数据,从而得到相应报废成本数据,通过柏拉图分析发现在助力器装配单元十五个工位的所有缺陷中,螺母安装工位的扭力超上限缺陷是最重要的缺陷形式,分析结果如图4及图5所示。对该工位通过是非矩阵图工具(图6)分析缺陷产生的背景,并通过SIPOC(供应者、输入、流程、输出、客户)模型对其过程进一步解析,为后续质量分析做准备。
2 六西格玛管理在降低螺母安装不良率的应用
2.1 六西格玛改进的模式—DMAIC DMAIC代表了六西格玛改进活动中的五个阶段,是目前使用最多的一种方法和程序,也是六西格玛最成熟的一种方法和程序,主要用于改进现有过程。DMAIC每个阶段的主要工作内容如表1所示。
2.2 六西格玛方法的应用
2.2.1 界定阶段 本文第2节中通过对汽车助力器装配单元的缺陷数据进行分析,确定了螺母安装工位的扭力超上限是最重要的缺陷形式,进一步分析发现:从第十周开始此缺陷不良率逐步上升,导致产品报废成本逐渐升高;团队成员对该工位通过是非矩阵图工具分析缺陷产生的背景,并通过SIPOC(供应者、输入、流程、输出、客户)模型进一步锁定项目范围;最后通过对不良品和良品的曲线和实物进行对比,清楚的展示出扭力超上限失效模式(Y)的特点。
2.2.2 测量阶段 ①校验设备测量系统:安装好校验工装,运行设备,在设备显示不同扭力值处同时记录标准校验工装对应的显示值,然后通过运用Minitab配对检验方法(设定此检验的置信度为95%,如果P值大于0.05,表示原假设成立,反之原假设不成立),得出P值大于0.05,原假设成立,即设备值与校验工装显示值一致,也即设备测量系统正常。②找出工艺流程图:通过画出此项目涉及的工艺流程图,列出各工位的输入输出项,锁定间隙调整工位是失效发生的工位。③列出间隙调整工位所有影响扭力失效的潜在影响因子(X),并对各因子根据影响程度进行打分,依据评分做出柏拉图,根据2/8原则,前五个影响因子占比超80%,因此重点分析前五项影响因子。
2.2.3 分析阶段 ①随机连续挑选规定数量的产品,计算当前扭力的CPK(过程能力)值,得出当前工位的过程能力。以便与改善后的CPK值进行比较。②针对筛选出的前五项因子,逐一分析。挑选相同数量的正常因子水平和经过筛选后的因子水平产品进行试验,对结果进行方差检验和均值检验,通过P值与0.05对比,判断该因子对最终扭力超上限的失效是有显著影响还是无影响。本项目中最终分析出对扭力失效有显著影响的因子有三个,工装安装方式、螺纹中径和螺纹牙型角,也即这三个影响因子是关键影响因子。
2.2.4 改进阶段 ①经过团队小组成员的讨论,针对这三项关键影响因子列出改善计划表,清晰展示出行动措施,实施责任人以及预期完成日期。②挑选相同数量的改善前因子水平和改善后的因子水平的产品进行试验,对结果进行方差检验和均值检验,通过P值与0.05比较,判断该改善措施对最终的扭力失效是否有显著影响,是否能显著降低扭力超上限不良缺陷(Y)的发生率。反复试验,直到找到最佳改善方案,达到显著降低不良品发生率的目的。③确认最佳改善方案并实施后,跟踪一定数量产品的扭力值,列出扭力值的单值图(图7),观察其在不同改善措施实施前后阶段的变化趋势。通过单值图可以发现,每一个改善措施实施后,扭力均值都有一定程度的下降,且最终的扭力值也更稳定,达到改善扭力超上限不良品发生率的效果。④连续搜集一定数量产品的扭力值,对比改善前和改善后的CPK(过程能力)值,发现CPK值由0.99提升至2.00,也进一步证明相关改善措施是有效的。
2.2.5 控制阶段 ①针对每一项改善措施,發生在公司内部的需更新相关作业指导书和过程记录表,明确规定定期检查的标准以及频次,培训相关操作人员,并要求员工按规定做好记录。发生在供应商端的原材料问题,我们要求相关供应商提供明确的控制方法和检查记录表。让所有改善措施得到长期实施和管控。②通过持续跟踪扭力值的变化趋势,统计间隙调整工位的过程记录数据,确认改善后扭力不良(Y)率处于稳定可控状态。
3 总结
在对汽车助力器的螺母安装工艺实施了六西格玛管理并进行质量分析后,通过持续观察发现,螺母安装的扭力值趋于稳定并保持在上限以下,改善前后不良品发生率由0.97%降低为0.25%,同时经财务部们确认,本次六西格玛管理最终为公司每年节省约8.6万人民币的报废成本。本项目的相关改善经验已成功分享到公司同类型工艺的生产线,也能为其他公司类似工艺提供一下借鉴。
参考文献:
[1]何桢.六西格玛管理[M].三版.中国人民大学出版社,2014.
[2]马逢时.六西格玛管理统计指南[M].中国人民大学出版社,2013.
[3]欧阳丽.精益六西格玛在Z公司质量管理优化中的应用研究[D].厦门大学,2019.
[4]张仲国,秦玉书.精益六西格玛在发电装备制造业中的应用——以汽轮发电机定子质量提升项目为例[J].南方农机,
2020,51(04):197-198.
[5]黄文秀.基于六西格玛的K公司A产品质量管理改善研究[D].厦门大学,2019.
[6]胡琦.基于六西格玛的G公司变速箱一轴轴承质量改善研究[D].南昌大学,2019.
[7]成大先.机械设计手册[M].六版.化学工业出版社,2017.
猜你喜欢
中国典型病例大全(2022年9期)2022-04-19
卷宗(2016年10期)2017-01-21
祖国(2016年20期)2016-12-12
中国市场(2016年36期)2016-10-19
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
商场现代化(2016年14期)2016-06-16
经济师(2012年7期)2012-07-13
人力资源管理(2009年3期)2009-04-13