
浅析B2 层色漆典雅黑车身外板一站喷涂成膜
2021-09-17 04:07李明邓俊杰郭江华杨磊文志伟
中国设备工程 2021年17期
李明,邓俊杰,郭江华,杨磊,文志伟
(广汽乘用车有限公司宜昌分公司,湖北 宜昌 443007)
随着涂装技术的发展,面漆喷涂领域已经由传统的3C2B油性色漆工艺逐步向B1B2 水性色漆工艺技术转化。B1B2 水性色漆喷涂工艺相较于传统工艺主要有以下三点优势:首先,采用水性色漆材料能从源头上减少VOC 气体排放量,以及改善作业人员工作环境;其次,采用B1B2 紧凑型工艺有效减小喷房面积,节约空调系统能源消耗20%~30%;最后,相比于传统工艺需要进行中涂层烘烤与打磨,B1B2 水性色漆工艺能实现色漆B1层与色漆B2层湿碰湿后进行快速闪干,大大缩短了工序长度,提高生产效率,同时免除中涂层烘烤,节约烤炉能源耗量。但是B1B2 紧凑型工艺也存在自身缺陷,主要有以下两点:第一,该工艺对喷房温、湿度管控精度要求高,漆面容易产生缺漆、流挂、失光等品质问题;第二,该工艺对色漆闪干脱水率要求严苛,漆面容易产生针孔、失光、起泡等品质不良。
本文基于本公司涂装现场B1B2 紧凑喷涂工艺,结合水性色漆材料特性和喷涂设备性能,探索B2 层典雅黑色漆对车身外板采用一站成膜喷涂进行分析总结,从而达到提质降本增效的目的,供业界同行参考。
1 B2 层色漆材料特性与施工现状
1.1 色漆材料特性
随着涂装技术的发展,涂装颜色也越来越丰富多彩,在施工方案上也根据不同材料属性制定了相应与之匹配的施工工艺。B2 层色漆从颜色上划分可分为单颜色色漆和双颜色色漆,从材料特性上又可划分为素色漆和金属/珠光漆。其中单颜色色漆最具代表性颜色为象牙白和典雅黑,双颜色色漆最具代表性颜色为珍珠白,因此车身外板单颜色和双颜色色漆涂层存在差异,其截面见图1。根据材料属性分类:象牙白为单颜色素色漆,典雅黑为单颜色珠光漆,珍珠白为双颜色素色+珠光漆。
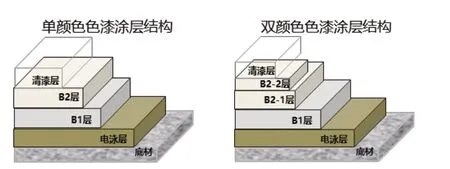
图1 车身外板单颜色与双颜色色漆涂层漆膜截面示意图
1.2 B2 层典雅黑车身外板喷涂工艺现状
本公司面漆喷涂采用B1B2 紧凑型喷涂工艺,其喷涂工艺流程图见图2 左。针对B2 层典雅黑色漆属于单颜色珠光色漆,蓝色珠光粉的排布可能会影响到漆膜色差,因此在颜色开发、调试过程中车身外板共由8 台喷涂机器人采用两次喷涂成膜工艺完成,B2 层色漆典雅黑车身外板喷涂工艺见图2 右。此工艺优点如下:(1)色漆漆膜中蓝色珠光粉分布均匀,外观一致性好;(2)两站喷涂成膜,涂料雾化效果好,闪干脱水率高,失光、针孔品质缺陷发生概率低;(3)两站喷涂成膜,涂料填充效果好,对喷涂仿形精度要求低,缺漆、流挂品质缺陷发生概率低。但是本工艺也存在缺陷,两站喷涂色漆材料涂装效率低,在色漆材料和清洗溶剂浪费的同时,生产等量产品产生更多的三废。典雅黑作为涂装生产主色,生产需求大,因此亟需探索新工艺提升漆膜涂装效率,达到提质降本增效的目的。
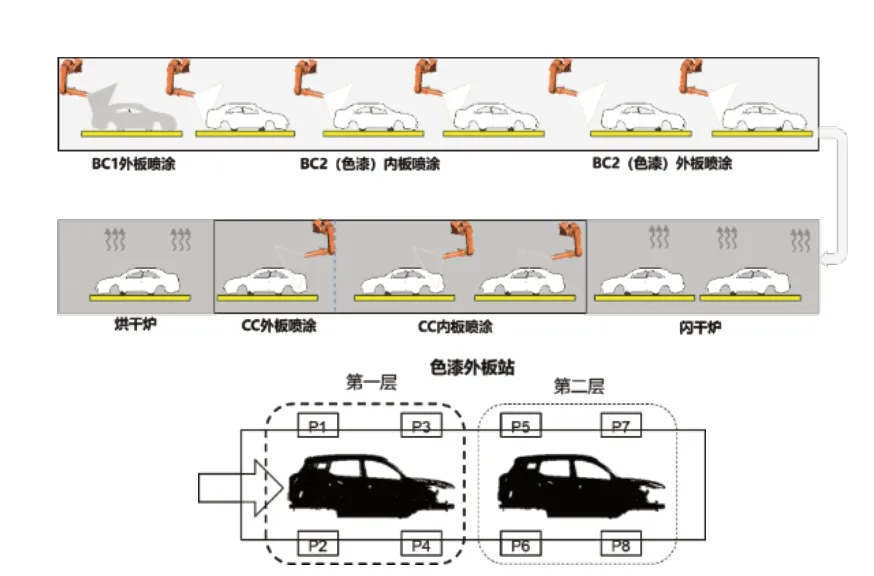
图2 B1B2 紧凑型喷涂工艺流程及B2 层典雅黑色漆车身外板喷涂工艺简图
2 典雅黑色漆车身外板一站喷涂验证与施工性能评价
2.1 典雅黑色漆车身外板膜厚及膜厚均一性验证
根据现场典雅黑色漆车身外板两站喷涂成膜工艺实施方案,在现有喷涂仿形不变的前提下,针对喷涂工艺参数设定,我们采用了正交试验法,快速找到较优的喷涂工艺参数。本工艺使用喷涂设备是Versabell3 雾化器,采用内加电喷涂方式,喷涂时静电压70kV 接近设备上限,因此在正交试验中设定为非变量因子。假设典雅黑色漆车身外板两站喷涂工艺参数:吐出量、旋杯转速、成形空气,第一站分别为A1、B1、C1,第二站分别为A2、B2、C2。
基于上述假设,本试验采用三因素三水平正交法,典雅黑色漆车身外板一站喷涂工艺参数吐出量、旋杯转速、成形空气分别为F、S、R,并令F=A1+A2,S=B1=B2(两站喷涂旋杯转速相同),R=C1+C2。本次验证目的是提升涂装涂着效率,所以F 三水平分别为F1=0.9F,F2=0.8F,F3=0.7F;由于喷涂吐出量大幅增加,提升旋杯转速才能达到较优的雾化效果,所以S 三水平分别为S1=1.1S,S2=1.2S,S3=1.3S;由于外板喷涂成形空气过大会导致漆雾反弹,涂装效率降低,所以R三水平分别为R1=0.9R,R2=0.7R,R3=0.5R。因此,本次典雅黑色漆车身外板一站喷涂验证色漆单层膜厚测试点位由上至下取3 个点,试验方案的膜厚及膜厚均一性测试结果见表1。

表1 SUV 车型典雅黑色漆车身外板一站喷涂正交试验膜厚及膜厚均一性验证结果(膜厚单位μm)
通过9 组正交试验,SUV 车型B2 层典雅黑色漆车身外板一站喷涂膜厚测试结果可以得出:采用第2 组喷涂工艺参数,典雅黑色漆层膜厚均在膜厚标准(8~13μm)范围内,且膜厚均一性较好。
2.2 典雅黑色漆车身外板一站喷涂复合涂层外观评价
结合本公司涂装涂膜外观标准针对典雅黑色漆车身外板一站喷涂复合涂层长(LW)、短波(SW)值、鲜映性(DOI)评价。从图3 中数据可知,典雅黑色漆车身外板一站喷涂成膜漆膜外观均在规定标准范围内,目视无色相差异。此外对比一站与两站喷涂可知:(1)典雅黑色漆车身采用一站喷涂成膜整车外板LW、SW 值略低于两站喷涂成膜;(2)一站成膜整车垂直面DOI 值高于两站成膜。通过数据对比分析,我们得出典雅黑色漆车身外板采用一站喷涂成膜外观商品性更好。
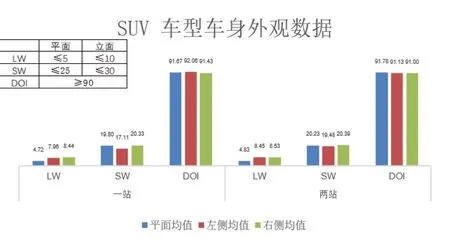
图3 典雅黑色漆车身外板一站与两站喷涂复合涂层外观数据对比
3 B2 层典雅黑色漆车身外板一站喷涂优势
3.1 材料成本节省和生产效率提升
结合材料特性,B2 层典雅黑色漆车身外板采用一站喷涂,涂装效率提升3%,能有效降低直、辅材用量,在施工工艺创新的同时,达到提质降本增效的目的。典雅黑色漆外板一站喷涂生产效率提升主要体现在以下两方面:第一,设备保洁工时削减,生产节拍提升1.2JPH;第二,烘干炉、空调系统等设备能源消耗节省,生产工时利用率提升3.6%,每日节省水电气能源费用233.6 元。
3.2 设备故障抗风险能力提升
本公司面涂领域象牙白和典雅黑为主色,目前色漆外板站所有车型均已实现一站喷涂。在象牙白和典雅黑正常生产情况下,只有前4 台喷涂机器人作业,后4 台机器人处于待作业状态,即第一站喷涂。因此当前4 台机器人中出现某一台机器人故障无法短时间恢复时,就可以采用前4 台机器人待作业,后4 台机器人作业,即第二站喷涂。
4 结语
综上所述,通过工艺优化实现B2 层典雅黑色漆车身外板一站喷涂成膜,主要得出下几点建议:(1)一站成膜整车外板LW、SW 值略低于两站喷涂成膜,整车垂直面DOI 值高于两站成膜,以及整车外板无色差,拥有更好的外观商品性;(2)典雅黑色漆车身外板一站喷涂工艺调试过程中容易产生漆膜失光,需对色漆材料、喷涂环境、烘烤设备参数及喷涂设备工艺参数进行精细化优化与管理;(3)典雅黑色漆车身外板采用一站喷涂成膜,涂装效率提升,节省直、辅材用量,提高生产效率,以及提升喷涂机器人故障后的抗风险能力。
猜你喜欢
汽车维护与修理(2021年2期)2021-02-03
大众文艺(2020年22期)2020-12-13
山东化工(2020年20期)2020-11-25
润滑油(2020年1期)2020-03-09
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
汽车实用技术(2019年16期)2019-09-11
模具制造(2019年4期)2019-06-24
汽车与驾驶维修(维修版)(2019年12期)2019-03-10
公务员文萃(2017年11期)2017-11-22
