焊后热处理对16MND5钢焊接组织结构与残余应力的影响
2021-10-09 09:58李映婵陈东风刘晓龙李眉娟白若玉侯宇晗李玉庆
原子能科学技术 2021年10期
李映婵,陈东风,*,祖 勇,刘晓龙,*,李眉娟,白若玉,侯宇晗,李玉庆,孙 凯
( 1.中国原子能科学研究院, 北京 102413;2.中国国际工程咨询有限公司,北京 100048)
16MND5属于Mn-Ni-Mo低合金高强度钢,具有较好的淬透性、高温性能、抗低温回火脆性及较低的无延性转变温度,广泛应用于核岛承压容器构件[1-4]。焊接是16MND5钢用于核岛构件的连接形式,但焊接会引起组织结构变化,特别是热源伴随的残余应力将引起腐蚀和疲劳问题。焊后热处理是常用的残余应力调控工艺,通过在高温下降低材料的屈服强度来释放残余应力[5-6]。因此,准确评估热处理对16MND5钢焊接组织结构和残余应力的调控效果,对优化热处理工艺具有十分重要的意义。
目前,国内外均开展了大量核电构件的焊接残余应力研究,Luo等[7]利用有限元模拟和中子衍射技术研究了管与管板修复焊接残余应力的分布,付强等[8]利用有限元模拟计算了反应堆压力容器内壁环形锻件焊接残余应力,孙兴见等[9]综述了反应堆压力容器和主管道焊缝残余应力测试结果。然而,16MND5钢焊接深部残余应力以及热处理对焊接残余应力的相关测试研究较少。
残余应力测试方法分有损测试和无损测试,有损测试方法中,轮廓法可获得垂直于整个截面的残余应力云图;无损测试方法中,中子衍射法可获得深部的三维残余应力分布[10-12]。将有损测试的轮廓法和无损测试的中子衍射法相结合,有助于残余应力的准确测试评估。本工作拟利用轮廓法和中子衍射法表征16MND5钢焊接与热处理残余应力的分布,获得热处理对16MND5钢焊接残余应力的影响。
1 实验
1.1 样品制备
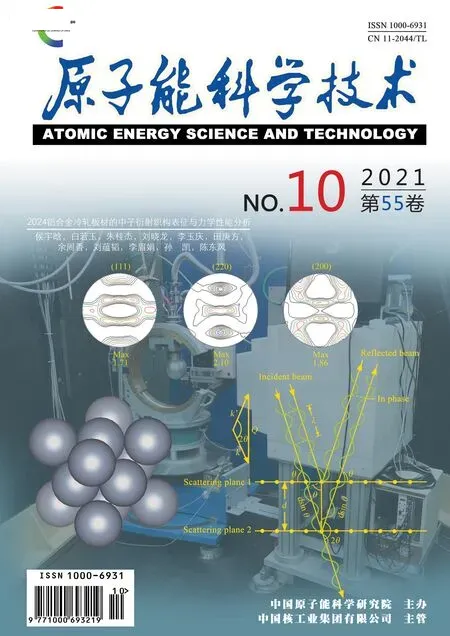
16MND5钢焊接接头采用焊条电弧焊工艺,焊材为E9018-G。母材与焊材的化学组分和力学性能列于表1,焊接接头尺寸如图1所示,其中WS1表示正面焊缝,WS2表示反面清根焊缝。采用17道焊接工艺,焊接工艺参数列于表2。焊后采取脱氢热处理,在250~313 ℃下保温2 h。

表1 焊接接头母材和焊材的化学成分及力学性能Table 1 Chemical composition and mechanical property of base metal and welding material
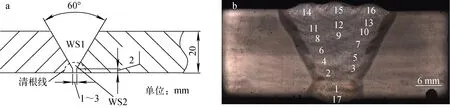
图1 16MND5焊接接头尺寸(a)与焊接道次(b)Fig.1 Size (a) and welding sequence (b) of 16MND5 welding joint
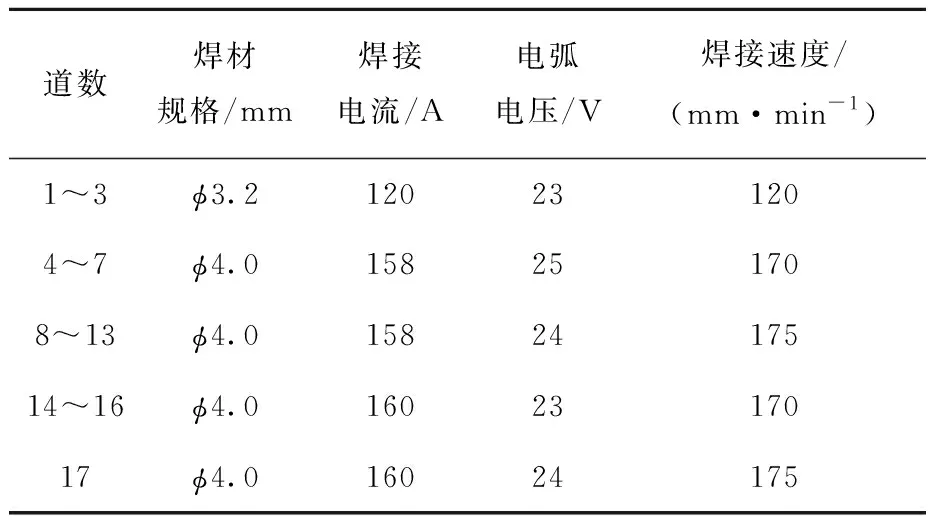
表2 焊接工艺参数Table 2 Parameter of welding process
焊后热处理在燃气热处理炉进行,保温温度为595~610 ℃,保温时间为248 min,其中,350 ℃以下升温速率49 ℃/h,350 ℃以上降温速率35 ℃/h,出炉温度312 ℃,之后在静止空气中冷却。
1.2 组织结构测试
焊接接头经研磨抛光后,用体积分数为4%的硝酸酒精进行腐蚀,采用SmArtzoom 5型超景深显微镜拍摄焊接接头宏观照片,在Olympus GX51光学金相显微镜下观察微观组织,并拍摄母材、焊缝中心以及热影响区的显微组织照片用于分析。利用SEM测试焊缝的组织结构。
1.3 残余应力测试
1) 轮廓法
采用轮廓法测试垂直于16MND5钢焊接截面的纵向残余应力云图,其基本原理是利用应力释放与变形的关系,将被测试件沿一平面切割开,对切割面的变形轮廓进行精确测试,然后对测量得到的轮廓数据进行拟合,以拟合的结果作为有限元模型的基础数据,通过弹性计算获得构件内部垂直于切割平面的应力分布[13-15]。
样品的切割截面如图1所示,利用MAKINO DUO 43慢走丝线切割机对焊接样品进行1次成型的连续切割,加工精度为±2 μm,切割面粗糙度为0.1 μm,铜丝直径为0.25 mm,切割速度为0.5 mm/min。切割前,采用专用于加工的垫板和夹具将试板夹紧在工作台上,避免构件位移干扰残余应力释放导致的弹性变形和线切割引起的附加加工应力。
两个切割面的变形轮廓测试采用高精度的HEXAGON三坐标测试仪,测试误差为2 μm/m,表面高度场的测试网格点密度为0.5 mm×0.5 mm。两个相对切割面的原始轮廓数据做平均化处理,以消除横向位移和剪切应力的影响。过滤删除明显的逸出值,特别是四周近边缘处的测试点。然后,将这些数据利用样条函数拟合成光滑面,以消除切割缺陷。经过平均化和平滑处理后,轮廓数据作为边界位移条件导入有限元软件Abquaus的三维模型。通过对轮廓变形的反向施加,重构切割面上纵向残余应力的二维云图分布。模型所有区域采用的材料弹性模量与泊松比分别为206 MPa和0.3。
2) 中子衍射测试
由于中子具有深穿透性,中子衍射技术是测试工程构件深部三维残余应力的最佳手段[16-17],因此,本文采用中子衍射技术表征16MND5的焊接残余应力。试验在德国HZB的E3残余应力谱仪上开展[18]。受中子束流时间限制,本工作仅测试了焊后热处理态的深部三维残余应力分布。
焊接截面上中子衍射测试点分布示于图2。根据焊接残余应力的分布特征,3个主应力方向分别为长向(LD)、横向(TD)和法向(ND)3个正交方向。选择焊接截面L1、L2、L3三条线上的测试点用于表征残余应力,在衍射矢量方向分别平行于3个正交方向时,测试每个点的衍射峰,衍射峰位(2θ)利用最小二乘高斯拟合方法[19]获得。
图2 焊接截面测试点分布Fig.2 Measurement point on welding cross section
衍射实验选择Fe的(211)布拉格衍射晶面,该晶面的衍射强度最大,且不受晶面应变的影响。E3谱仪配置有弯曲的完美Si(400)单色器,提供的波长为0.147 nm,使Fe(211)衍射晶面的衍射角约为77.8°。图3为长向应力测试,入射狭缝的水平取样尺寸设定为2 mm,径向准直器的取样尺寸为2 mm,对于横向和法向测试,入射狭缝的高度设为10 mm,对于长向测试,入射狭缝的高度设为2 mm。
图3 16MND5焊接样品的中子衍射测试Fig.3 Neutron diffraction measurement of 16MND5 welding specimen
弹性晶格应变εi(i=LD,TD,ND)采用式(1)计算,再进一步由胡克定律通过弹性应变计算残余应力σi(式(2))。
εi=(di-d0)/d0
(1)
(2)
其中:di为i方向的晶面间距;d0为无应力晶面间距;E为衍射弹性常数;ν为泊松比;211为晶面。基于Kroner模型使用IsoDEC软件计算得E211=220 GPa、ν211=0.28[20]。
获得精确的无应力晶面参数d0是中子残余应力实验的重要环节。为解决微结构变化引起的d0变化问题,利用EDM从焊接样品上切割5 mm薄片进行完整的应力分析。基于平面应力假设,沿厚度方向的应力分量为0(σLD=0),无应力参数d0和薄片应力分别采用式(3)~(5)计算。
(3)
(4)
(5)
2 结果与讨论
2.1 组织结构
16MND5焊接态和焊后热处理态的母材、热影响区和焊缝中心3个区域的金相组织照片示于图4。从图4可看出,焊接接头成形良好,焊缝内部无气孔、裂纹及未熔合等缺陷。焊接态的母材组织主要为贝氏体和少量铁素体,焊缝中心组织主要是贝氏体和少量自回火马氏体,热影响区的粗晶区微观组织为粗大的马氏体和自回火马氏体。焊后热处理态的母材主要是由贝氏体、铁素体和马氏体-残余奥氏体的岛状组织所构成的复相组织,即粒状贝氏体,焊缝中心组织主要为回火贝氏体和回火马氏体,热影响区粗晶区由大量的粗大回火马氏体组成,热影响区细晶区的微观组织则为回火索氏体。
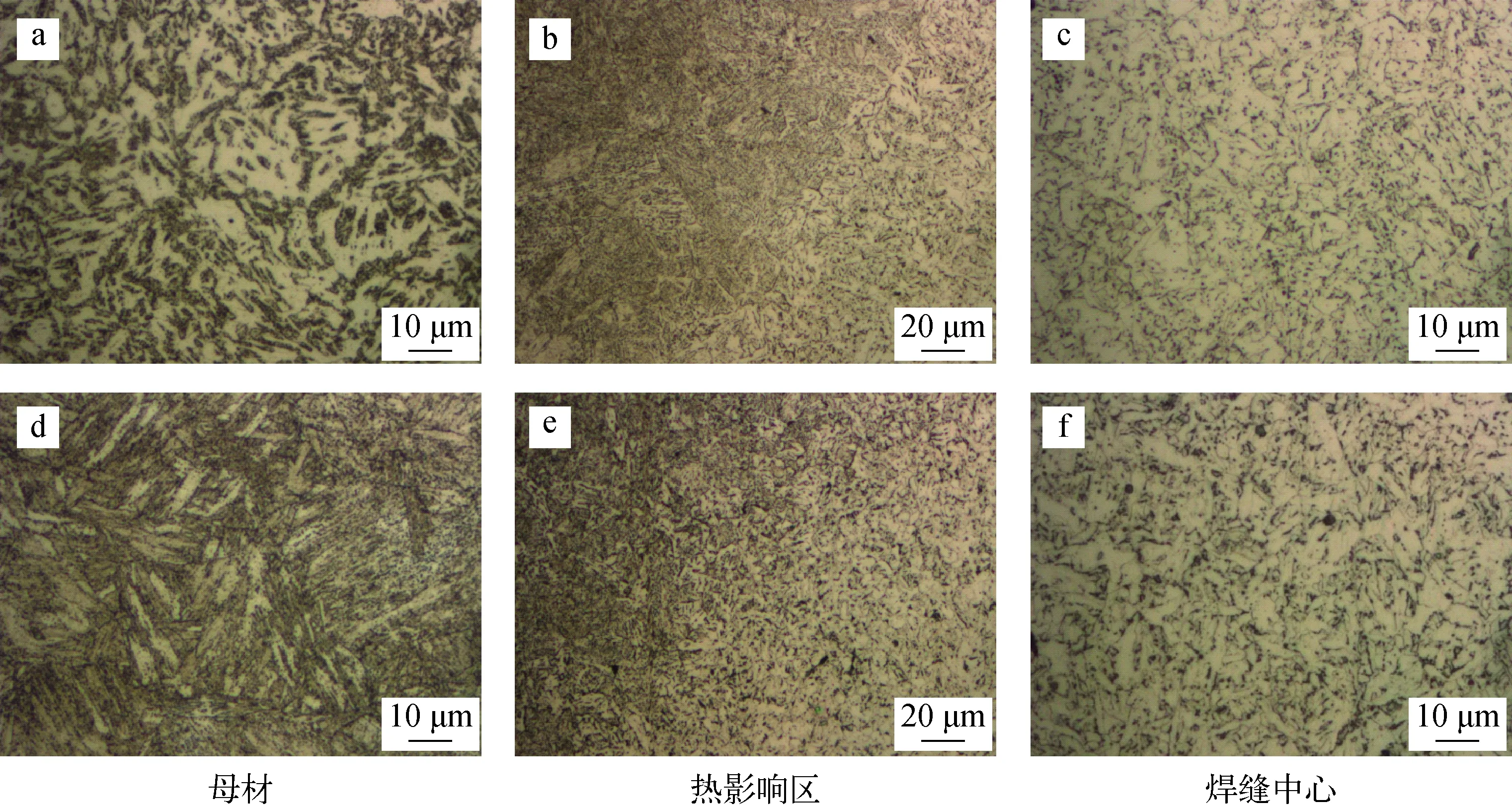
图4 16MND5焊接态(a~c)和焊后热处理态(d~f)的母材、热影响区和焊缝中心的金相组织Fig.4 Metallographic structure of base metal, heat affected zone and welding center in 16MND5 welding joint under welding state (a-c) and post weld heat treatment state (d-f)
16MND5焊接态和焊后热处理态焊缝中心SEM组织示于图5。从图5可看出,热处理后的晶粒明显长大。
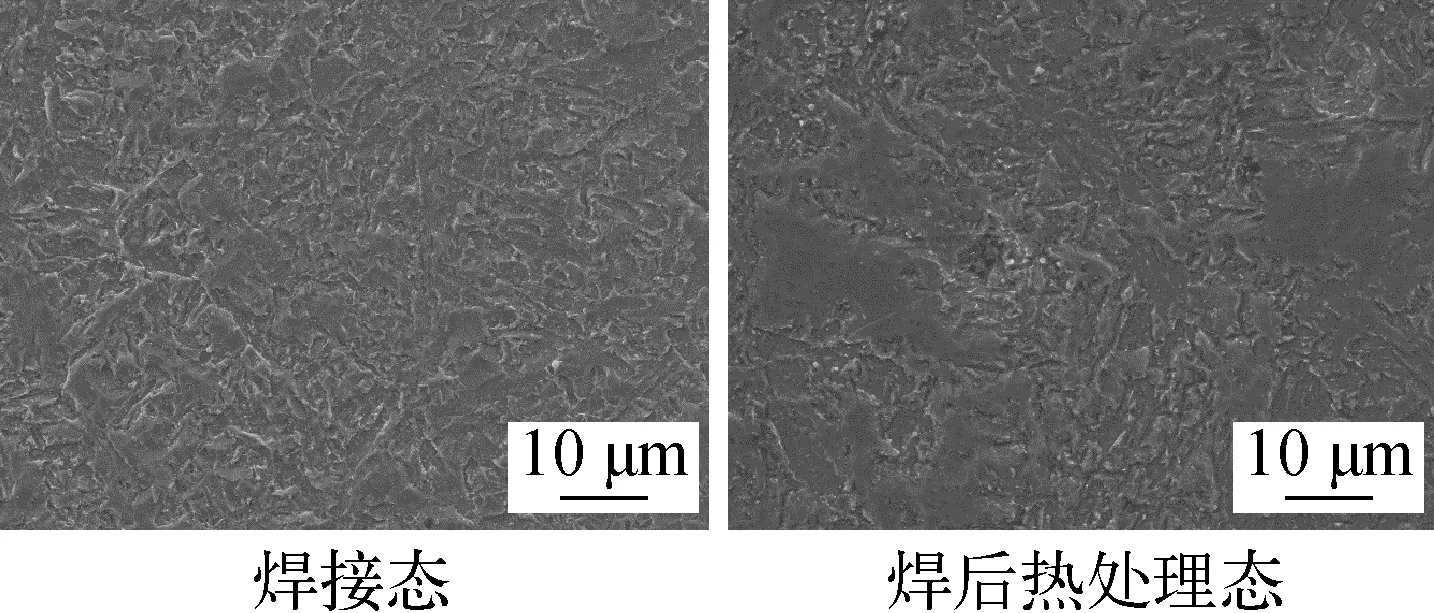
图5 16MND5焊缝中心SEM组织Fig.5 SEM structure of welding center in 16MND5 welding joint
2.2 轮廓法残余应力
16MND5焊接态和焊后热处理态焊接截面的轮廓法云图和纵向残余应力云图分别示于图6、7。从图6可看出,焊接态的变形范围约为0.19 mm,焊后热处理态的变形范围约为0.11 mm。从图7可看出,拉应力分布在焊缝及邻近区域,周围为自平衡的压应力区域,其中,焊接态的最大拉应力为420 MPa,热处理后的最大拉应力为210 MPa,焊后热处理使残余应力峰值下降了50%。
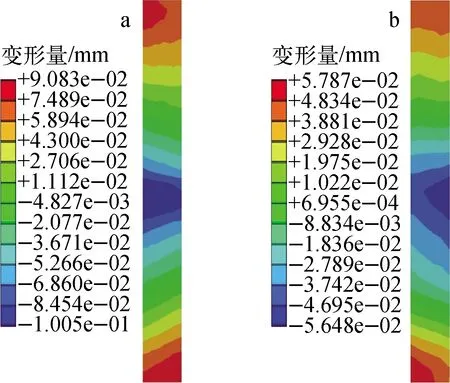
图6 16MND5焊接态(a)和焊后热处理态(b)的 焊接截面轮廓法云图 Fig.6 Contour mapping of 16MND5 welding cross section under welding state (a) and post weld heat treatment state (b)
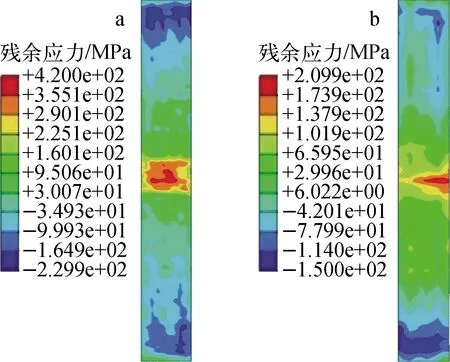
图7 16MND5焊接态(a)和焊后热处理态(b) 焊接截面的残余应力云图 Fig.7 Residual stress mapping of 16MND5 welding cross section under welding state (a) and post weld heat treatment state (b)
2.3 中子衍射法残余应力
16MND5焊后热处理态的残余应力分布示于图8。从图8可知,中子衍射获得的三维残余应力分布与轮廓法的纵向残余应力测试结果在数值与趋势上均取得了较好的一致性,进一步验证了结果的可靠性。两种测试结果未完全吻合,可能是由于测试在2块样品上分别开展,而2块样品的焊接工艺不完全重复。
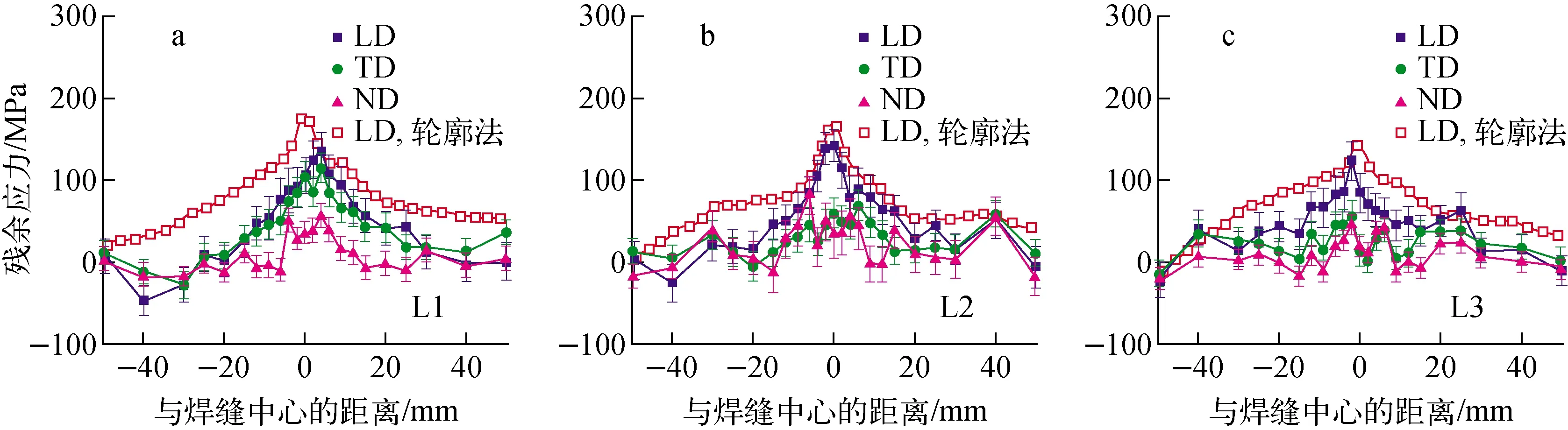
图8 16MND5焊后热处理态的三维残余应力分布Fig.8 3D residual stress distribution of post weld heat treated 16MND5 specimen
3 结论
1) 利用金相和SEM表征了焊后热处理对16MND5焊接接头组织结构的变化,利用轮廓法和中子衍射技术研究了焊后热处理对焊接残余应力的消减效果。
2) 焊接态的组织结构在热处理后发生变化,贝氏体和少量铁素体的母材组织转变为粒状贝氏体,贝氏体和少量自回火马氏体的焊缝中心组织转变为回火贝氏体和回火马氏体,热处理后的焊缝区晶粒明显长大;焊接态热影响区的粗晶区微观组织为粗大的马氏体和自回火马氏体,热处理后热影响区粗晶区由大量的粗大回火马氏体组成,热影响区细晶区的微观组织则为回火索氏体。
3) 轮廓法与中子衍射测试结果取得了较好的一致性,焊后热处理使焊接态的残余应力峰值从约420 MPa降低至约210 MPa。
猜你喜欢
火炸药学报(2022年5期)2022-11-04
山东冶金(2022年2期)2022-08-08
金属热处理(2022年11期)2022-03-03
宇航计测技术(2019年3期)2019-10-29
表面工程与再制造(2019年3期)2019-09-18
物理实验(2019年7期)2019-08-06
航空材料学报(2019年2期)2019-04-15
物理学报(2018年22期)2018-12-18
西南交通大学学报(2018年6期)2018-12-18
河北工业大学学报(2016年6期)2016-04-16