
航空密封胶固化的关键技术研究
2021-10-20 00:59王瀚艺周小钊
科学技术创新 2021年28期
王瀚艺 周小钊
(1、中国民用航空飞行学院 航空工程学院,四川 广汉 618300 2、北京飞机维修工程有限公司成都分公司APU 大修产品部,四川 成都 610200)
1 概述
航空密封胶广泛应用于民航客机不同部位结构部件中,以非定型状态嵌填接缝,并与接缝表面粘结成一体,起到密封燃油、维持座舱压力、防止结构腐蚀等作用。经过漫长的发展历程,欧美等航空强国已经形成了一套完整的航空密封胶体系,并配有完整的配套材料及精细密封工艺[1-3],同时还拥有PPG、Chemetall、3M、Royal 等优秀的航空密封胶供应商。国内航空密封胶从20 世纪50 年代开始研发,到目前也有XM、HM 等系类的产品,但总体来说,国产航空密封胶在系列化、功能性以及工艺化等方面与国际优秀的品牌还有较大的差距。
常用的航空密封胶固化时间在10 到72 小时不等,不同飞机零部件所使用的密封胶固化时间也有所差异,而飞机停场维修所消耗时间越长则意味着运营成本越高,因此航空公司通常会采取一定的措施来缩短航空密封胶的固化时间以减小成本[4-7]。而目前国内鲜有对航空密封胶在不同工况影响下固化时间变化的研究,从飞行安全及节约成本等方面考虑,研究各因素影响下密封胶固化时间变化规律是很有必要的。
以某型航空密封胶为研究对象,通过实验方法研究在不同温度以及不同相对湿度工况下航空密封胶邵氏A 硬度随时间的变化情况,得到不同温湿度下密封胶的固化水平,通过控制变量法,得出影响航空密封胶固化的主要因素。
2 航空密封胶固化时间优化实验
航空密封胶的固化过程主要有初固化、基本固化和后固化三个阶段,初固化时,密封胶表面已经固化不发黏,内聚强度和粘附性能还处于较低水平;基本固化时密封胶已经达到了一定的交联程度;后固化时,密封胶已经达到了出厂标准,可以将飞机推出并投入运营。
实验通过改变航空密封胶固化工况(温度和相对湿度),旨在找出航空密封胶固化时间与温度与相对湿度变化的关系,分析相关数据,得到密封胶固化的优化方案。
2.1 实验原料及实验设备
本实验选用目前民航界普遍使用的牌号为PR1776MB 的航空密封胶,该密封胶为低密度、耐高温的飞机整体油箱密封剂,固化后的该密封胶能保持良好的弹性性能。表1 给出了PR1776MB 密封剂的相关技术指标,该密封胶适用于填角密封,施涂工具为挤压抢或者刮刀,施工时限为30 分钟。

表1 实验原料技术指标
表2 给出了本实验所需设备及仪器,航空密封胶固化程度采用邵氏A 硬度作为实验指标,通过控制烘箱的不同温度和相对湿度来模拟航空密封胶固化时的不同工况以便研究。图1 到图3 分别给出了实验所需的原料密封胶以及相应硬度计和高低温湿热试验箱。

表2 实验设备技术指标

图1 PR1776MB 航空密封胶示意图

图2 邵氏A 硬度计

图3 高低温湿热试验箱示意图
2.2 实验样品制备
搅拌航空密封胶(PR1766MB)SEMKIT 套装中的基料和活化剂,直到混合密封胶颜色均匀、无细微颗粒,混合好的密封胶如图4 所示。室温环境下将混合均匀的密封胶通过注射法注入飞机蒙皮缝隙处(该缝隙由图5 板材代替),并通过整形工具将蒙皮表面整形施工,确保密封胶表面与缝隙两边蒙皮齐平。将配制好的样品置于所设定的温度和相对湿度环境下,定期进行测试检验。

图4 均匀混合密封胶效果图
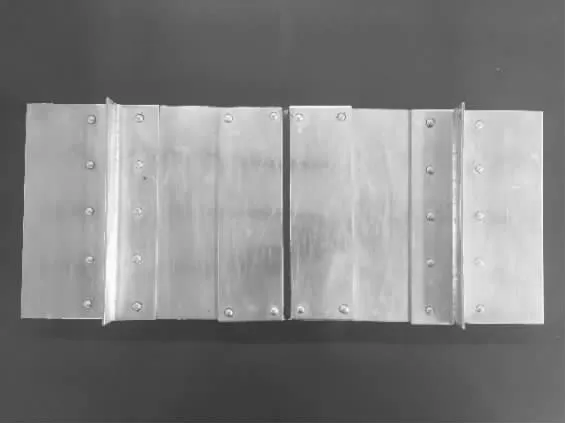
图5 密封施工后试件效果图
2.3 样品测试与表征
将样品放入高低温湿热试验箱,设置不同的温度和相对湿度,在12 个小时之内每隔1 个小时测量样品的硬度,每次选择样品5 个不同部位进行测量并计算平均值从而得到不同时刻、不同温度及相对湿度工况下密封胶样品的平均硬度。采用控制变量法,将环境温度和相对湿度分别作为单一约束条件进行实验,考虑飞行器维护环境不同地域和季节的差别,选取表3 所示工况进行实验检测。

表3 试样工况选取
3 实验结果与分析
3.1 标准工况实验
关注标况环境下(25℃,50%相对湿度)试剂硬度随时间变化情况。表4 给出了标准工况下12 小时之内试验航空密封胶的硬度改变情况。从实验结果可以得知,在初始阶段(前两小时),由于密封胶内部联结不够充分,硬度很低,因此邵氏A 硬度计无法测量出试剂表面硬度数据;随着时间推移,密封胶固化效果增强,6h 后硬度达到约40A 并趋于平稳,可以认为达到了最终固化要求。

表4 标况实验硬度结果

图6 标准工况下密封胶固化过程
3.2 温度实验
关注不同温度下密封胶固化趋势差异。保持相对湿度50%不变,分别在25℃、40℃以及55℃环境下测量不同时刻密封胶硬度。表5 给出了不同温度下不同时刻测量出的密封胶平均硬度。

表5 不同温度下密封胶固化趋势
从表5 可以看出,在同一相对湿度环境下,随着环境温度的提升,密封胶固化速率有明显的增大趋势。关注同一时刻,固化温度越高,密封胶的平均硬度也越大,同时,固化前2 小时,40℃与55℃已经可以通过邵氏A 硬度计测量出试剂的平均硬度,这也印证了密封胶固化速率随环境温度增加而加快的趋势。
图7 给出了不同温度下密封胶固化过程,从图7 可以看出,环境温度越高,密封胶固化速率越大,其硬度变化更快趋于平稳。温度越高,密封胶固化能够达到的平均硬度也越大。因此,提高密封胶固化环境温度,可以提高密封胶固化速率,缩短固化时间。
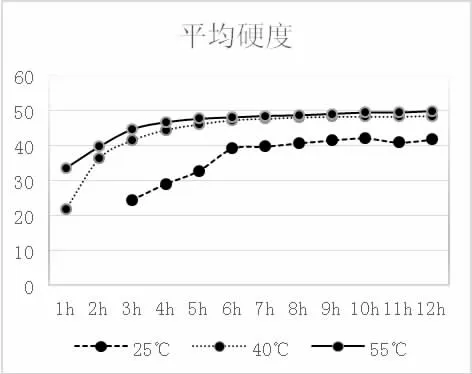
图7 不同温度下密封胶固化过程
3.3 相对湿度实验
关注不同湿度下密封胶的固化趋势差异。保持环境温度25℃不变,分别在50%、60%及70%相对湿度下测量不同时刻密封胶硬度,研究密封胶固化过程。表6 给出了不同湿度下不同时刻测量出的密封胶平均硬度。从表6 可知,不同相对湿度下,随着时间的推移,密封胶硬度均呈现先增大后平稳的变化趋势。随着相对湿度的增大,密封胶固化速率也呈现增大的趋势。关注同一时刻,环境相对湿度越大,密封胶的平均硬度也越大。在第一个小时内,70%相对湿度下已经可以通过邵氏A 硬度计测量出密封胶的硬度,而在第二个小时内,60%环境下也可测出硬度,从而也印证了密封胶固化速率随环境相对湿度增加而加快的趋势。

表6 不同相对湿度下密封胶固化趋势
图8 给出了不同相对湿度环境下密封胶固化过程。从图8也可以看出,在单一变量下,密封胶的固化速度与环境的相对湿度呈正相关,同时相对湿度增大,密封胶能够达到的硬度上限值也随之增大。因此,提高密封胶固化环境相对湿度,也可以提高密封胶固化速率,缩短固化时间。

图8 不同相对湿度下密封胶固化过程
4 结论
利用高低温湿热试验箱模拟不同温度和相对湿度,以邵氏硬度为测量指标,对某牌号航空密封胶的固化速度进行研究,得出如下结论:
4.1 密封胶固化速率与环境温度呈正相关,与环境相对湿度也呈正相关,想要缩短固化时间节约成本,需从环境温度和相对湿度两方面着手。
4.2 固化温度越高,密封胶平均硬度越大,硬度变化更快趋于平稳。
4.3 不同相对湿度环境下,密封胶硬度呈现先增大后平稳的变化趋势,相对湿度增大,密封胶平均硬度上限值增大,也更早达到硬度平稳区间。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
Bone Research(2021年2期)2021-09-11
筑路机械与施工机械化(2019年9期)2019-10-18
中国建筑防水·悦居(2016年7期)2016-08-11
汽车维护与修理(2016年10期)2016-07-10
科技与企业(2015年24期)2015-10-21
中国建筑金属结构(2010年2期)2010-12-31
环球时报(2009-04-22)2009-04-22
海外星云 (2000年20期)2000-06-12
祝您健康(1993年1期)1993-12-28
