铁路预制构件厂全自动流水线技术应用的研究
2021-10-22 09:49秦志远刘进选张建立
工程与建设 2021年4期
秦志远, 刘进选, 张建立
(中国建筑土木建设有限公司,北京 100071)
0 引 言
预制构件是铁路建设的最后一道实体性工序,也是保证铁路综合形象的关键程序。近几年,在科技高速发展下,铁路预制构件厂也逐渐实现了自动化的流水线技术的应用,并且极大地提高了预制构件的生产量,保证元件相对应的质量。
1 全自动流水线技术应用现状综述
近几年来,全自动化流水线技术逐渐被广泛应用于社会各领域。其实,自动化的流水线生产是一种极为高效的生产加工方式。这种加工方式通常是全程无人工参与的,它的生产线是由特定的程序来进行控制的,人们可以通过改变程序的设定以及指令来改变对全自动流水线的控制方向,并且最终实现远超于人工生产的高质量产品。虽然它的应用较为广泛,但是这种生产方式是受领域限制的[1]。农业、工业以及服务业对它的使用频率较多,而商业、金融业等领域由于行业的特殊性的限制,应用得较少,造成全自动流水线技术的发展相对偏向于制造业。虽然流水线技术可以帮助企业极大地提高产品质量,也促使产品的规格逐渐趋于统一,提升整体综合性的标准。这会使各个生产部门不能进行有效的生产衔接,从而影响产品生产的效率,在一定程度上也增加了企业的生产成本,不利于企业实力的进一步提升。
2 流水线技术应用存在的问题分析
目前阶段,虽然全自动流水线技术逐渐趋于成熟,也被广泛应用于社会各领域。但是,在铁路预制构件厂生产过程中,依然存在一些相关的问题。首先,就是流水线的分支控制问题。预制构件厂的全自动流水线是分区域的,主要由一个主流水线和无数个辅助分支流水线所组成的。一般情况下,对于主流水线的控制力度是十分紧密的,因为它是整个生产体系的骨干。而分支流水线则是服务于主流水线的,对它们的控制就相对较弱了。在生产过程中,经常会出现因为辅助分支流水线异常而产生的生产停滞的问题。这也给企业的生产带来极为严重的影响,甚至形成经济损失。另外还存在流水线的拥挤问题,生产预制构件时,在全自动流水线中,控制波段对于产品的处理速度一般是不同的,当某控制波段处于低频率的时候,全自动流水线对产品的处理速度通常是很慢的,反之,如果某控制波段处于高频时,那流水线对产品的处理速度将会加快。这种情况就表明了流水线处于相对拥挤的状态,且它的处理速度已经达到瓶颈的状态,流水线的吞吐率在逐渐增高。这种情况在一定程度上拉低了预制构件厂的生产效率。只有在流水线中设定对应位置的缓冲器才可以弥补异常过程中的时间差异和效率差异,实现更加高效地处理程序。
3 全自动流水线技术探析
3.1 建立预制构件流水线的生产流程
对于铁路预制构件厂产品的制造,生产流程是基础性的设置。制定时需要考虑各个工位的功能特性以及相关联系,还需要将相关的工序设置排列在固定的工位之上,以满足流水线生产的需要。可以先建立一个流水线的执行逻辑。执行逻辑主要是对流程的执行进行监管,一旦流程在执行的过程中出现异常,执行逻辑接管流水线的控制,立即停止生产运行。因此,可以将6个逻辑单元连接成一整个执行逻辑,并将其实现关联。为了提高生产的质量和效率,并同时保证预制构件厂的投入成本,需要建立基础性的生产流程[2]。主要以材料的多角度运输、流水线的运转、模具的使用与管理、产品的产出与审核、预埋件等工作项目为主要的流程内容,具体如图1所示。
通过图1可以了解到,预制构件厂流水线的基础性生产流程。依照这个流程,进行循环性的生产、加工。随后,需要建立更高层级的生产流程。先将预制构件制造材料的浇筑过程进行简化,使操作人员可以更快地完成前期工作,大幅度地减少劳动力的投入利用。将生产车间与流水线进行整合,完成之后,将新的流程纳入生产线的管理之中,这样可以极大地提升生产的效率与质量。预制流水线流程的清晰也使企业可以加快预埋件、模型修改的速度,更好地安排后续的工作,增加布局的效率,加快作业。
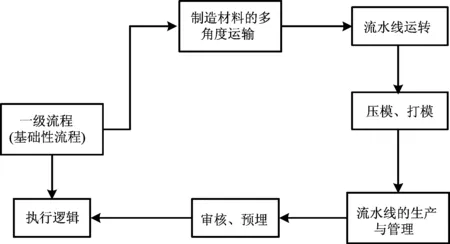
图1 流水点工作内容流程图
3.2 完善全自动流水线的布置结构
一般情况下,生产线的输送辊道架是有一定的频段标准的。通常是在流水线上加装直立式微震台、双层加工机、打磨机、二次修复室、浇筑车以及塑模车等全自动生产设备[3]。这些设备同时需要和电气液压器、平衡控制程序相互配合,最终形成流水线的基础布置。随后,采用PLC可编程及变频控制技术,在流水线生产的过程中,设定各种形式以及工况的作业结构,以此来提升对应的作业工序衔接生产效率。完成之后,需要建立满足流水线运营程序的执行控制模型。模型中需要加一个信号源。信号源的连接数值见表1。
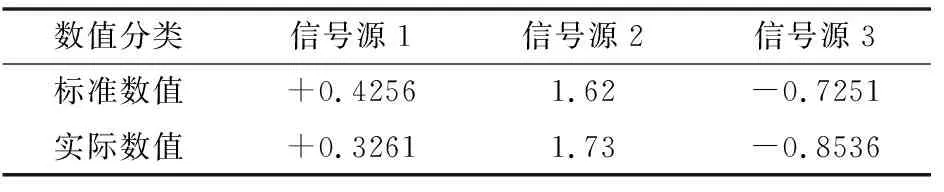
表1 信号源连接数据表
以上表1所示为信号源相对应的连接数值,依照以上数值,在程序中进行设置。依照这个模型建立流水线生产的运行顺序。这里值得注意的是,在建立流程时,必须要考虑流水线生产的运行顺序,否则将会造成流程的误差,最终产生不可估量的经济损失。随后,设置流水线生产的一般形式结构,如图2所示。
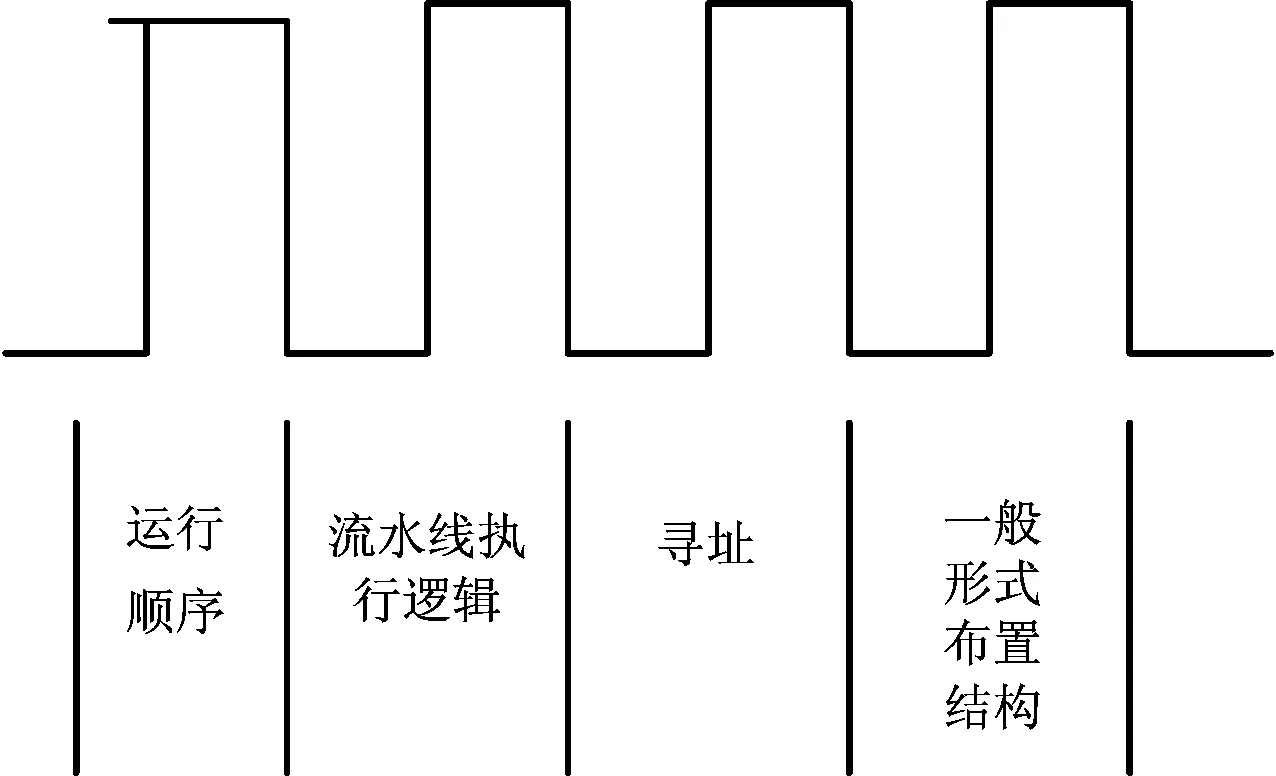
图2 全自动流水线一般形式结构
依照图2中的结构流程,制定自动化流水线的二级执行流程。然后,将布置结构的范围扩展至整个预制构件生产厂,形成更加细致的全自动流水线的布置结构。
3.3 形成流水线的预制构件平衡处理应用
在完成全自动流水线的布置结构的建立之后,接下来,利用DSP的微指令技术来实现全自动流水线技术平衡应用。先在流水线的执行逻辑中设定触发数值。这个触发数值是对全自动流水线异常情况的感知数值。一旦流水线在生产预制构件的过程中发生异常或者其他问题,达到触发标准,则会引发程序的示警。然后,利用DSP技术在全自动流水线程序中添加总控制指令,并构建一个具体的控制结构,如图3所示。
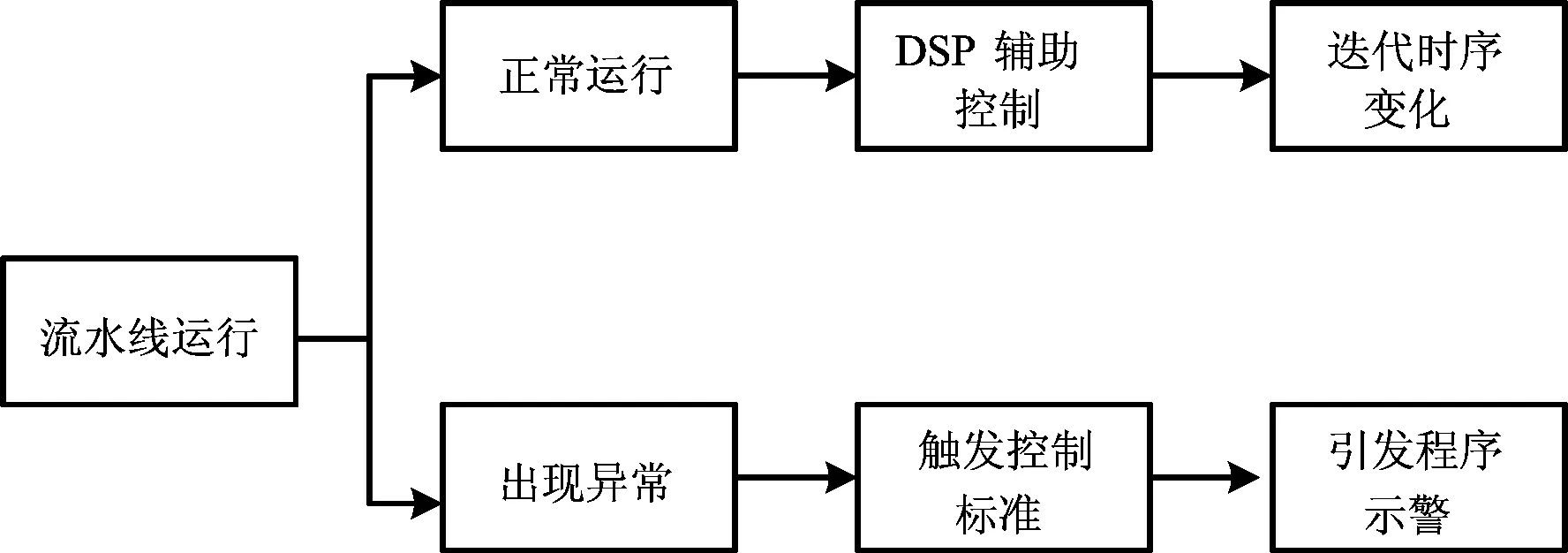
图3 流水线总控制指令结构图
依照图3所示流程,构建具有总控制力的平衡应用指令,设定在流水线的执行程序之中。接下来,调整微指令中的平衡指数,使之满足流水线的运行速度,将整个流水线的运行结构、执行结构关联起来,如图4所示。

图4 流水线关联示意图
通过图4可以了解到流水线的总控制关联结构关系,依照以上结构,调整具体的平衡程序,最终实现全自动流水线的预制构件的平衡处理应用。
4 结束语
综上所述,便是对预制构件自动化流水线技术的应用设计。通过调整,使预制构件厂的整体生产量有了显著地提升,并且很大程度地降低了生产成本,提高了预制构件的质量。随之此项技术的不断发展成熟,也使得我国铁路建设迈入一个新的台阶。
猜你喜欢
西部交通科技(2022年2期)2022-04-27
建材发展导向(2021年11期)2021-07-28
快乐语文(2021年15期)2021-06-15
童话世界(2020年13期)2020-06-15
铁道建筑技术(2020年11期)2020-05-22
小学科学(学生版)(2020年2期)2020-03-03
故事大王(2019年4期)2019-05-14
城市轨道交通(2019年2期)2019-04-04
中国资源综合利用(2016年9期)2016-01-22
福建人(2015年10期)2015-02-27