货车车体翻焊胎柔性化改造
2021-11-19 11:46姜辉
轨道交通装备与技术 2021年5期
姜 辉
(中车山东机车车辆有限公司 山东 济南 250022 )
1 问题的提出
随着研发能力的提升及国内外市场的开拓,货车产品呈现多样化、瞬变性、个性化特点,要求生产线能够快速切换调整,工装转型快投入少,故柔性工装及可移动工装成为生产的必需品。现有的一些老工装因为不能满足新生产形势的需要而处于闲置状态。按照精益管理的理念,少投入大产出,消除一切浪费,盘活现有工装资源,减少新工装投入是很迫切的任务。
中车山东机车车辆有限公司原有C70型敞车车体翻焊胎使用多年,有通长的夹紧回转梁并且有预埋基础,为固定不可移动台位,随着车间工艺布局的重新调整,该翻焊胎被清出厂房,现为闲置状态。
1.1 原有翻焊胎结构特点
原有翻焊胎由回转动力、夹紧回转梁、预埋基础组成。夹紧回转梁是通长梁,梁上设有安装孔,可随车型不同,小范围调整夹紧装置的位置,具有一定的柔性。
1.2 原有翻焊胎的缺点
夹紧回转梁长度是固定的,当需翻转的工件较长,超出梁的长度时需对梁进行加长,否则无法使用;夹紧单元结构复杂,使用效果不好,需改进设计;工装需要预埋基础,如果工艺布局发生变化,工装移动后需新增基础,费钱费时,且给工艺布局调整带来困难。随着新产品试制车型增多及工艺布局调整的需要,需要对现有工装进行柔性化改造升级。
2 改造方案
改造翻焊胎为无基础、无大梁的新型翻焊胎,改造后的翻焊胎由原有翻焊胎回转动力部分、新设计的翻焊夹具、新增支撑平台组成,如图1所示。
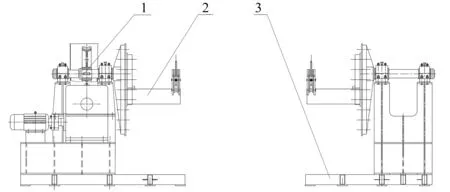
1—原有翻焊胎的回转动力部分;2—新设计的翻焊夹具;3—新增支撑平台。图1 改造后的翻焊胎
2.1 货车车体翻焊胎夹具设计
翻焊夹具由夹紧单元和定位单元组成。定位单元保证与工件的可靠定位及与翻焊胎回转动力部分的连接,夹紧单元的功能是把工件夹牢,克服翻转时的重力及惯性力。
2.1.1夹紧单元设计
原有夹紧单元由长压钩、固定转轴、移动轴、丝母、转动轴、带手轮丝杆组成、滑动轴承座组成。
转动手轮丝杆组成带动丝母前后移动,丝母有耳座带动移动轴在长滑槽中移动,移动轴前后移动带动长压钩绕固定转轴旋转运动压紧或松开工件。
原有夹紧单元存在的问题:两个长压钩很长并且间距很宽,易和压紧工件上的零件发生干涉;丝杆与丝母配合把回转运动变为直线运动要求机构配合间隙精密,丝杆组成两端的两个滑动轴承座对丝杆有定位约束作用;丝母对移动轴的推力方向与移动轴不重合,丝杆组成受到轴向推力及弯矩作用,丝杆受力状态不佳则容易变形。当丝杆弯曲变形,直线度超标就会移动费力,经常出现转动不灵活和夹紧困难的情况。
如图2所示,新的夹紧、定位单元由带丝母手轮、固定转轴、短压钩、回转丝杆、丝杆回转轴、支撑梁、定位板、连接盘组成。

1—带丝母手轮;2—固定转轴;3—短压钩;4—回转丝杆;5—丝杆回转轴;6—支撑梁;7—定位板;8—连接盘。图2 新的夹紧、定位单元
带丝母手轮与回转丝杆连接。工作时旋转带丝母手轮,手轮前部丝母端面推着短压钩围绕固定转轴做回转运动,短压钩回转压紧或松开工件。带丝母手轮与丝杆配合旋合时丝杆与丝母做相对直线运动,因为丝杆没有完全固定,所以在与丝母发生相对直线运动时可绕丝杆回转轴旋转,不会发生原有结构因为丝杆两端有固定支撑结构而产生的抗劲费力现象。压钩改进为短小结构并且两压钩间距宽度变窄。长度短,宽度窄,可以尽可能减少与工件接触的空间,降低与工件发生干涉的可能性。
2.1.2定位单元设计
定位单元由支撑梁、定位板、连接盘组成。支撑梁为L型结构,长度为950 mm,高度差为270 mm,不与工件缓冲器干涉,适用于所有采用标准车钩缓冲器结构的中梁。支撑梁起支承工件的作用,与工件底架中梁的下平面接触;定位板用于工件横向定位,工件中梁内挡插入定位板两端。中梁带垫板内宽为330 mm,定位板宽度为320 mm;连接盘上有均布的螺栓连接孔与回转动力端连接盘通过螺栓连接,传递回转扭矩。为了保证连接可靠,连接盘焊后加工保证工作面平面度小于0.8 mm。
2.2 无基础支撑平台设计
无基础支撑平台的设计原理是把工件受到的外力转化为内力。翻焊胎受力如图3所示。
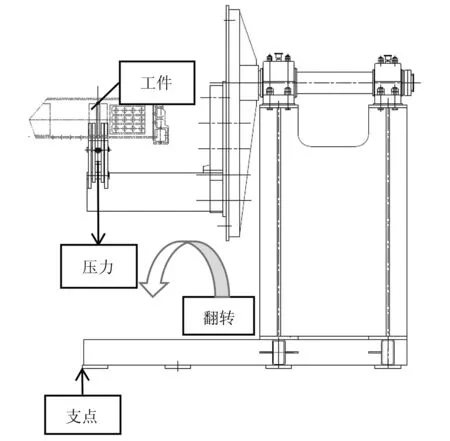
图3 翻焊胎受力示意
翻焊胎受工件重力产生的向下压力,该压力如果在翻焊胎的支点外,则翻焊胎还有倾倒的翻转力矩。如果支点在压力外则翻焊胎仅承受压力,不承受翻转力矩,转化为支撑装置的内力。所以无基础改造的设计理念就是设计既宽又长的大底座平台。设计大底座平台与原有工装连接,功能是加高及扩大支撑面积。底座的长度、宽度足够大,保证工件的回转中心都包含在底座范围内。支撑平台由方管组焊成框架,框架上面焊接平板成为整体基础平台;长和宽足够大使工件对翻焊胎的压力落在平台内,保证翻焊过程平稳。
3 工装的使用
3.1 重心计算
如图4所示,以回转中心为分解面,以上为上偏重,以下为下偏重。设工件质量为W1,重心到支撑面的距离为H,W2为单个夹头的质量,数量为2,重心到支撑面的距离为A;W3为单个回转盘的质量,数量为2,到中心的距离为B;其中X到支撑面的距离为变动求解量。平衡时上偏重等于下偏重,列一元方程式:W1(H-X)=2W2(A+X)+2W3B,得出X值。例如:一种工件漏斗车车体钢结构质量W1=9 500 kg,重心到支撑面距离H=594 mm,W2=880 kg,A=295 mm;W3=650 kg;B=315 mm,带入数据后,解一元方程式X=418 mm。因为只有W1、H为随工件而变的变量,所以带入定置公式可简化为X=W1H-928700/1760+W1。带入W1、H值就可得到X值。
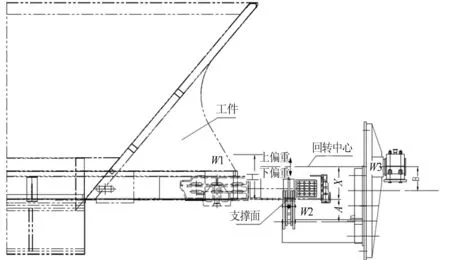
图4 重心计算示意图
3.2 使用步骤
根据计算得出X值,选择合适的螺栓连接孔,连接定位单元与回转动力连接盘,保证与理论回转中心尽可能重合。
使用时,把需要翻转的工件通过天车吊运到翻焊夹具上,工件中梁内腔插入工装定位板,位置靠近前从板,定位工件;中梁下平面与工装支撑面接触;旋转手轮使压钩压紧工件,定位夹紧到位后才可以翻焊。翻焊完后,反方向旋转手轮使压钩脱离工件到不影响工件吊出的位置后,用天车吊走工件。
4 结束语
按照以上方案对货车底架翻焊胎进行了柔性化改造。经过现场使用验证,工装柔性好,移动灵活,适应工艺布局调整。改造既有工装减少了新工装的投入,符合精益生产的理念,降低了生产成本。□
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
有色金属材料与工程(2021年4期)2021-11-27
上海大中型电机(2021年1期)2021-06-09
设备管理与维修(2021年1期)2021-03-05
设备管理与维修(2020年23期)2021-01-04
装备维修技术(2020年4期)2020-11-23
山东冶金(2019年2期)2019-05-11
电脑爱好者(2016年23期)2017-01-05
新乡学院学报(2016年3期)2016-09-20
当代工人(A版)(2014年14期)2014-03-29