提升7000型电驱压裂VFD房表面油漆质量
2021-11-22 05:23江苏广义牵引技术研究所有限公司周宏兵
电力设备管理 2021年11期
江苏广义牵引技术研究所有限公司 周宏兵
压裂是人为地使地层产生裂缝,改善油在地下的流动环境,使油井产量增加,对改善油井井底流动条件、减缓层间和改善油层动用状况可起到重要作用。在我国页岩气和深井/超深井的勘探开发方面,随着压裂工艺向高水平、大排量、大砂量、高砂比和深井方向发展,国内压裂装备的研发也必然会向高压力和大排量方向发展。由于受到了井场环境和道路交通的影响(转弯直径可小于20m,便于拖车运输),再加上国家对于整车的质量和外形尺寸有严格的要求等,使得车载式压裂车的研发受到了很多的限制,VFD(Variable Frequency Drive,意思是变频驱动,主要用来控制交流变频电机,VFD房是石油油气压裂的核心房体)房集成在集装箱内的模式,是未来电驱压裂的主流。
目前7000马力的电驱压裂泵系统是国内最大功率等级的压裂设备,其VFD房及房内的主要有大功率移相变压器、变流器、PLC柜等高精尖且贵重的设备。VFD房作为防护等级较高的室外使用的设备外壳,经常被搬运到各种复杂的自然环境中使用。本研究从改善油漆质量的角度来提升产品的防腐能力,研究的目的是:改变大家对油漆质量的观念;健全、完善公司内部的油漆规范;通过对整个过程的改善能使整个油漆过程在可控状态,符合规范要求;提升7000型电驱压裂表面油漆质量。
1 改善权重分析
过程流程图。SIPOC图又称高级过程流程图,用来描述企业的现有工作流程,它以简洁的形式表现了一个流程的结构和概况,为后续的分析及研究奠定了基础。SIPOC图的名字来源于五个元素:供应商((Supplier)。指向流程提供关键信息、材料或其他资源的人与团体;流程的输入(Input)。指提供给流程的信息、材料和其他资源,即供应商提供的东西;流程(Process)。指将输入转变为输出的一系列增值活动;流程的输出(Output)。指流程所产生的最终产品或服务;顾客(Customer)。指接受流程输出结果的个人、团体或其他流程。根据输出目标要素Y,通过过程列举输入端的人、机、料、法、环、测相关因子X。
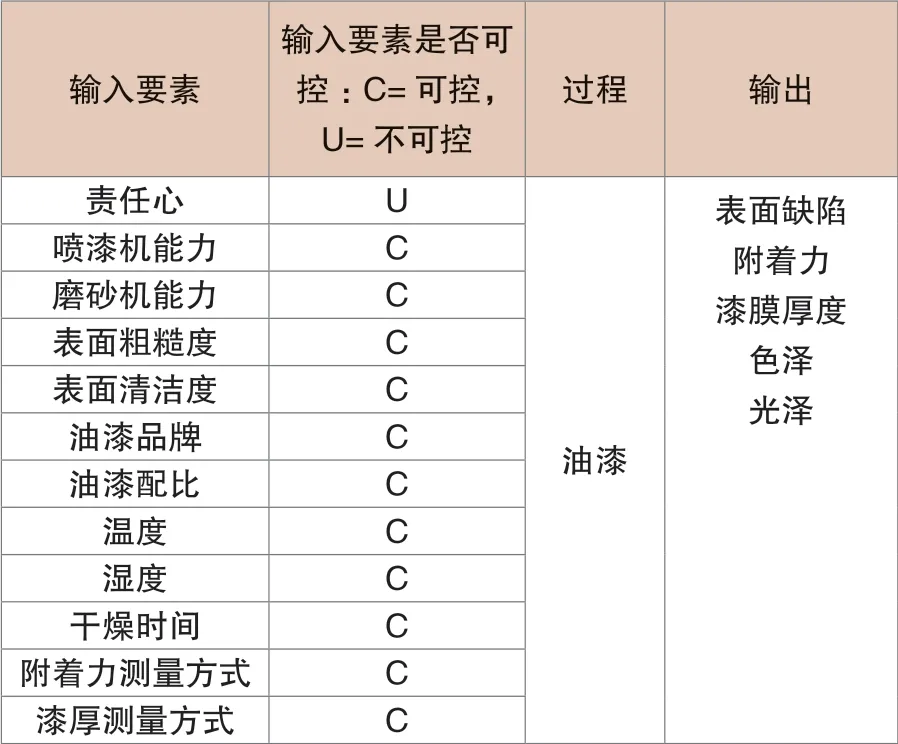
表1 输入要素是否可控分析表

表2 因果矩阵
2 过程分析
箱体表面光洁度在实际喷漆过程中分为两类,一类是非机加工面,其粗糙度为70μm以上;一类是机加工面,其粗糙度在40μm以下,现场随机选取部分机加工面粗糙度均在10μm左右。在厂内的喷漆区域,喷漆前会对加工面进行粗糙度加大处理,再进行底漆、面漆的喷涂作业。然而实际的处理效果相当不理想:砂纸机打磨箱体表面或直接手工打磨,由于箱体都是钢板材料(如Q235等)砂纸处理困难,效果很差。根据我司的厂内油漆规范要求,喷漆前的表面粗糙度等级应大于等于GB/T13288-91中规定的“中级”。
从改变工艺的角度来考虑这个问题,根据与工艺部门沟通的结果,目前的箱体加工处理流程是效率极高的,对于箱体中分面加工的处理可考虑改变,但断面的加工面处理办法暂时没有。模拟机加工光面油漆涂装试验的工艺试验流程如下:样板机加工、粗糙度检测、清洗、底漆调配、喷涂底漆、面漆调配、喷涂面漆、漆膜检测。
清洗方式:清洗剂刷洗+纸擦拭+清洗剂刷洗+纸擦拭+清洗剂刷洗+纸擦拭,至少3轮;表面清洁度状态:呈现金属亮白光泽,目测表面无油迹,擦拭纸表面基本上无变化;防护方式:用纸胶带将不需实验部位、背部编号部位防护;油漆调配和喷涂:调配。选用调配桶倒入基料,钢尺测量深度11cm。再倒入固化剂,钢尺测量深度12cm。基料。固化剂=9.9:1(油漆配比要求9:1,接近合格,也从侧面反映用钢尺调配油漆是存在误差的;干膜厚度:每个实验样板随机测量5个点,记录干膜厚度。对比分析结果如表3。

表3 试验样板测试结果
从霍利斯样板测试结果测量值来看,样板附着力数值符合要求(≥5MPa);从整体来看呈现粗糙度值越大、附着力值越高的趋势;同一块样板,附着力值出现高、低落差变化现象;热处理抛丸处理的粗糙样板,附着力值明显高于加工光面样板。
试验结果讨论:油漆对光面的附着力值会出现高、低落差现象;样板容量少且实验过程得出的结果不具备广泛性,不能代表所有的产品状态,不能应用于实际生产。绝大部分油漆在涂覆前需对底材进行抛、喷丸等机械表面处理,形成一定的粗糙度,非常有益于油漆的附着性能。在机加工光面清洗后直接涂覆油漆风险高,一定时间后易出现质量问题。若无法进行机械表面处理且需做漆的情况下,可向油漆供应商咨询采用对光面附着力强的油漆进行打底实验。
试验后的改善措施:结构优化,外露非安装加工面越少越好、越小越好;外露非安装加工面进行抛、喷丸机械表面处理,形成一定的粗糙度。或者是选用强力、硬的打磨工具进行打磨拉毛粗糙,原则上越粗糙越好。外漏非安装加工面选用附着力强的油漆进行打底;不同涂层的油漆涂料尽量选用同一品牌;后一道油漆涂装需待前一道油漆干透后再进行砂磨、做漆,避免不同涂层油漆的收缩张力不同而互相影响。建议从结构、表面处理、打底油漆等方面多管齐下进行改善,虽然会增加加工难度、材料成本,但从质量角度来看是可行的,尤其是机械表面处理是最直接有效、最省成本的措施。
3 其它改善
箱体表面清洁度。主要取决于清洁剂的选用、清洗工艺和操作人的责任心。清洗工艺规定需达到GB/T 18570.3-2005中灰尘尺寸等级<2级。具体在实际操作过程中箱体表面会清洗多少次、清洗效果如何,均由操作人员自行判断并作自检单记录,没有质量部检查员作区别判断。查记录都为合格记录,实际的可控性和符合性较低;油漆环境。主要为湿度因素,温度因素可延长晾干时间来弥补。由于目前油漆作业为空间开放式,湿度不便控制。目前的方案是选取傍晚湿度较小时进行油漆作业,但由于实际情况工期较紧、员工上班时间等因素,湿度的考虑很少。
晾干时间。油漆的晾干时间达标是油漆完成的最后一道工序的要求,也是相当重要的步骤。实际执行过程中普遍默认的油漆晾干时间为7天,也是检查员检验判断是否可出厂的标准时间。在天气较冷、温度偏低时,7天晾干时间完全不能满足实际要求,检查员对附着力的抽检形同虚设,抽检周期不能覆盖所有。改进后的检查方案:每7(可变)天随机抽检三处做漆时间超过7天部位,对其机加工面进行附着力检测,100%合格率的情况下确认做漆时间大于等于7天;油漆材质相容性。不同品牌油漆的成分、含量均有差异,在厂内外油漆规范中明确规定,使用不同品牌的油漆需提供油漆相容性试验报告。但目前没有提供此类报告可证明三种油漆混合使用对油漆附着力的影响有多少,故在内部推行油漆品牌统一的要求。
猜你喜欢
上海涂料(2021年5期)2022-01-15
上海涂料(2021年5期)2022-01-15
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
山东冶金(2019年6期)2020-01-06
上海包装(2019年4期)2019-08-30
电子制作(2018年14期)2018-08-21
制造技术与机床(2017年5期)2018-01-19
环球市场(2017年8期)2017-04-27
工程爆破(2016年6期)2017-01-10
黑龙江交通科技(2015年11期)2015-02-21