紫外固化室温硫化硅橡胶3D 打印机
2021-11-27 09:35石莹莹闫普选卢江荣
科学技术创新 2021年31期
石莹莹 闫普选 卢江荣*
(桂林电子科技大学,广西 桂林 541004)
1 概述
3D 打印作为一项新兴技术,不需要传统的刀具、夹具、机床或者任何模具,也能直接将材料打印生成计算机中CAD 图形的实物产品[1]。然而FDM 3D 打印技术的部分局限性同时也体现在所能使用的材料的局限性上。FDM 型打印机,就是使用PLA、ABS 等热塑性的材料进行熔融沉积成形(Fused Deposition Modeling)[2][3],但是当面向打印材料为液态或者半固态的材料时,FDM 3D 打印机较难使其成型。针对液态或半固态的材料,3D 打印技术显示出其瓶颈。且由于3D 打印技术的发展还未完善,其打印产品的精度和质量问题也逐渐显现。
3D 打印机在高端领域飞速发展的同时,桌面化的3D 打印机的市场也正在被打开。现在目前市场上常规的桌面式FDM3D打印机占比高达65%,桌面式光固化3D 打印机占比可达29%。论精确度以及打印速度FDM 远不及光固化,且由于国内技术尚未完全成熟,导致光固化的打印机造价要比FDM 的成本高得多,图1。
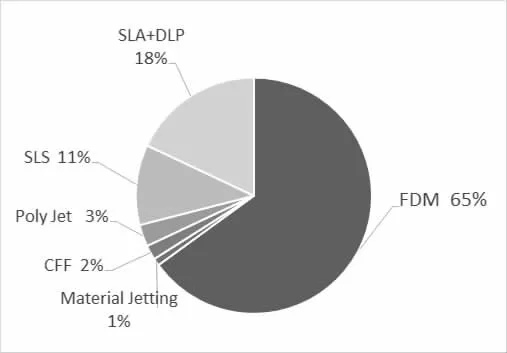
图1
对于3D 打印所出现的上述问题,本文提出一种紫外固化室温硫化硅3D 打印机设计。暨针对FDM3D 打印机一个构件的创新设计,使其供料方式改为螺旋式输送可融液,进而改进FDM 3D 打印机,并使用液化器代替激光器从而降低光3D 打印的成本。
2 打印原料的选择
为实现3D 打印能使用液态或半固态的材料,需寻找在室温下无需加热或是加压即可就地固化的材料。而硫化硅橡胶正好符合需求,其是一种新型的有机硅弹性体,具有良好的脱模性。对于螺旋式输送装置以及喷头喷嘴,由于室温硫化硅橡胶硫化后具有优良的防粘性能,且硫化时收缩率极小,因此使用硫化硅橡胶也不会出现造成送料管、喷头或喷嘴堵塞的现象。
3 打印机机械结构设计
3.1 紫外光固化设计要求
为达到光固化要求,在传统打印机结构上做出改装设计,须加装一个光照射的装置,并在打印机外围加装外壳保护装置,防止人员受到紫外光的辐射影响。同时对打印机的程序进行相应编程,做到边打印边固化,图2。

图2
3.2 螺旋式输送装置设计
进行熔融材料输送时最常用的便是螺杆带动熔融液推进,即螺旋式运输,用于3D 打印机结构中,可解决普通3D 打印机送料时的易断料或卡料的问题。螺旋式输送利用电机带动螺杆回转,推动物料以实现输送,其结构简单、密封性好、便于封闭运输,因此可用于3D 打印机送料结构的改进。借鉴模具生产时的送料方法,其送料口呈现漏斗式,便于送料。以下将改进的方案进行设计。
图3 是螺旋式输送装置,这一装置为本设计紫外固化室温硫化硅橡胶3D 打印机的二维图。输送方式设计的好坏可以直接影响3D 打印机的生产效率以及产品的品质,因而本设计的螺旋式输送装置的优化设计就显得尤为重要。

图3
3.2.1 加料机的制作与物料运输
将加料机与挤出机结构相结合,用漏斗式送料口将液态硫化硅橡胶加入料筒。通过电机带动料筒中的螺杆,进而使得螺杆推动物料将其输送至喷头。喷头加热达到系统设置的规定的温度参数,液化的硫化硅橡胶便从喷嘴中缓缓流出成型。
3.2.2 螺杆结构的选择
螺杆是挤出材料所需的重要零件之一。螺杆的结构形式可按照线数设计为单线头、双线头和多线头;按照螺距是否变化可设计为恒螺距与变螺距螺杆;按照螺杆截面形状可设计为梯形截面、矩形截面和锯齿形截面的螺杆。本设计使用最普遍的单线头恒螺距300梯形截面的螺杆做为3D 打印机挤出螺旋杆输送原料[4]。
3.2.3 螺杆的升角选择
螺杆升角是指螺杆牙侧面螺杆端面所形成的夹角。螺杆升角选择直接影响着螺杆的输送能力,是输送螺杆的重要参数。选择大的螺杆升角可实现较高的输送速度,但输送推出力相对较小。而选择小的螺杆升角可获得较大的输送能力,但会导致输送速度降低[4]。因此需要使用设计软件确定所需的螺杆升角,图4。

图4
4 创新点分析
4.1 半熔融半光固化原理
4.1.1 更科学的固型模式:在打印机外部装壳,并在机身结构上加一个能够发射紫外光的发射装置,使可溶液到达热床的瞬间便能固化成型。
4.1.2 更优越的精确度:相比于常规的FDM 3D 打印机,本设计采取部分光固化的原理,提高了打印的精确度;扩宽了可使用的打印材料的选取方向。
4.2 螺旋式输送可溶液
4.2.1 更可靠的输送方式:这种输送方式可以输送半固态或液态材料。
4.2.2 更人性化的打印模式:螺旋式输送解决了因为供料断丝而人员不在现场造成的打印失败,提高了3D 打印机的使用方便性;同时可人为控制螺杆旋转的速度进而对供料量进行控制;且实现了可溶液编辑调控成型设计。
4.2.3 成本更低的耗材模式:对比于常规的光固化3D 打印机,通过螺旋式输送,可以控制其打印材料输送量以保证其消耗程度,减少打印过程中不必要的浪费,降低了耗材成本,图5。

图5
建立物料流率模型进行CAE 分析,建立管道流体流动模型。为简化问题,作出以下的假设:假设物料体积元素与螺旋面的相对运动不考虑滑动[5]。且确定了本设计使用最普遍的单线头恒螺距300梯形截面的螺杆做为3D 打印机挤出螺旋杆输送原料,那么螺旋轴螺旋叶片的旋转角为相同的平均螺旋角。排除了螺旋角不同造成的数值分析干扰。
当物料从送料口进入螺杆旋转管道,由于螺杆的向前转动,物料大部分是向前堆积。但当物料的投入逐渐增多,通过螺杆的不断转动,物料渐渐被均匀的填充在管道中。更加易于熔融材料挤出成型时的均匀分布。
5 结论
为达到使用液态或半固态材料进行3D 打印成型的目的,提出并设计了紫外固化室温硫化硅橡胶3D 打印机。采用螺旋式输送装置,通过控制电机的速度可控制输送融液的速度,以达到更好的精度。并通过加装紫外线照射装置及3D 打印机外壳保护装置达到紫外固化的目的。本设计可承受的压力范围大、流量范围更广,运送液态材料的种类和粘度的适用范围更大,且流量均匀连续、振动小、噪音低。整体结构结实,易保养安装维修。
猜你喜欢
航空材料学报(2022年5期)2022-10-06
西南科技大学学报(2020年4期)2020-12-15
火炸药学报(2020年5期)2020-10-28
航天器环境工程(2020年4期)2020-10-19
健康大视野(2020年16期)2020-08-16
宇航材料工艺(2020年1期)2020-03-26
表面技术(2019年6期)2019-06-26
读者·校园版(2016年19期)2016-09-21
科教导刊·电子版(2016年16期)2016-07-18
科技视界(2016年6期)2016-07-12