电动自行车减震前叉断裂失效分析
2021-12-08 15:23朱应陈曾伟传丁岑
中国自行车 2021年6期
关键词:失效分析
朱应陈 曾伟传 丁岑


摘要: 此文通过宏观、微观和受力分析,查出了电动自行车前叉的减震柄管断裂的主要原因是焊接部位存在咬边缺陷,在交变应力的作用下形成疲劳裂纹,而柄管中割裂基体的B类(氧化物类)非金属夹杂物加速了疲劳裂纹的扩展进程。为防止类似的失效事故发生,此文提供了若干指导性建议。
关键词:减震前叉;焊接断裂;非金属夹杂;失效分析
为满足骑行舒适性需要,目前电动自行车的前叉已普遍采用减震结构。电动自行车减震前叉主要由立管、前叉肩、减震组件、前叉腿、闸支架等部分连接而成[1],作为车身的重要承力件,其装配质量关系到骑行安全。某电动自行车企业的减震前叉(规格:28.6 × 265-Q195)在行驶过程中发生减震柄管断裂(见图1)。为找到开裂原因,我们从宏观、微观以及结构受力等方面进行了系统的试验与分析。
1 理化检验
1.1 断口分析
在骑行过程中,电动自行车的减震前叉发生断裂。对断裂部位取样发现,减震柄管外层由不锈钢装饰管包覆,内部碳钢管插入前叉肩并焊接固定(见图2)。斷裂位于减震柄管与前叉肩焊接处,断裂样品未见有明显的塑性变形。
断口经超声波清洗后,由断口上磨损程度及裂纹扩展人字纹的走向判断裂源处位于焊接咬边缺陷处,裂源区及扩展区均有明显疲劳台阶,终断区占断口面积的较小部分(见图3)。
断口在扫描电镜下观察可见,裂源区SEM形貌为疲劳辉纹+韧窝形貌(见图4),扩展区SEM形貌为疲劳辉纹+少量韧窝形貌(见图5),终断区SEM形貌为剪切韧窝形貌(见图6)。
由上述断口宏观及微观形貌分析可判断,该前叉减震柄管为应力集中型低周扭转弯曲疲劳断裂。[2]
1.2 焊缝金相
于裂源处截取金相试样,抛光制样后在材料显微镜下观察,可见断裂柄管基体中B类(氧化物类)非金属夹杂物非常严重,且二次裂纹沿夹杂物扩展(见图7、图8)。试样腐蚀后,显示出断裂位置为焊缝的焊趾部位(见图9)。
焊缝基体呈粗大柱状晶形貌,单个晶粒可贯穿整个视场,晶内分布有贝氏体及少量魏氏组织+沿晶先共析铁素体及魏氏体组织(见图10、图11),由此可见焊接温度较高且冷却速度快。[3]母材基体组织为铁素体,基体中B类(氧化物类)非金属夹杂物严重,明显割裂基体的连续性,使减震柄管的横向机械性能降低(见图12)。[4]
由图13所示,裂源处焊接咬边缺陷严重,此处的有效壁厚仅为0.55 mm,较母材壁厚的1.38 mm减少了约60%的厚度,且咬边凹陷处应力最为集中,成为了疲劳源的绝佳萌生区域。
1.3 焊缝硬度
对开裂处焊缝进行维氏硬度检测(见表1),从焊缝各区域硬度比较可知焊缝硬化明显,这说明焊接过程中温度较高、冷却速度较快。
2 前叉受力分析
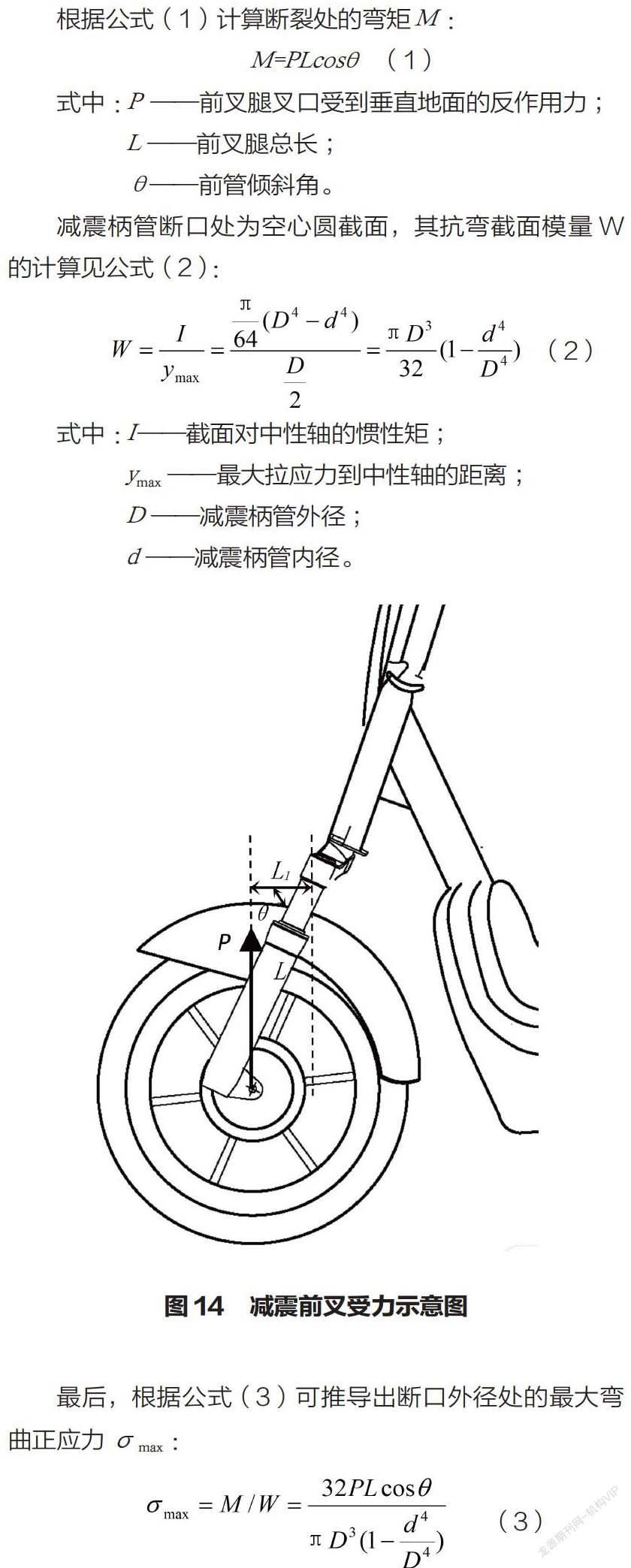
前叉腿叉口部受到垂直向上的反作用力P,该力相对于前叉肩与减震柄管连接处形成向上的弯矩。前叉受力示意图见图14。
根据公式(1)计算断裂处的弯矩M:
式中:P ——前叉腿叉口受到垂直地面的反作用力;
L ——前叉腿总长;
θ——前管倾斜角。
减震柄管断口处为空心圆截面,其抗弯截面模量W的计算见公式(2):
式中:I——截面对中性轴的惯性矩;
ymax ——最大拉应力到中性轴的距离;
D ——减震柄管外径;
d ——减震柄管内径。
最后,根据公式(3)可推导出断口外径处的最大弯曲正应力σmax:
通过公式(3)可以看出,随着减震柄管外径的减小、壁厚减薄(即D趋近于d)或前管倾斜角减小,断口处的弯曲正应力值增大。
正常骑行时,车和人员总质量约为130 kg,按前轮受到垂直地面的反作用力650 N估算,则单侧叉口受力P估算为该值的一半,即325 N。在未考虑焊接缺陷的情况下,将已知前叉参数(L =285 mm,θ =65°,D =25.48 mm,d =22.72 mm)代入公式(3),可得σmax≈0.20 P,即弯曲正应力约66 MPa。若在考虑图13中咬边缺陷,估算有效外径减至23.82 mm的情况下,σmax≈0.53 P,即弯曲正应力达到170 MPa。对比Q195材料的屈服强度下限可以看出,该前叉存在咬边缺陷后,焊缝处最大正应力值已接近材料屈服点。尤其在路面坑洼、地面反作用力不断突变的情况下,咬边应力集中处个别薄弱晶粒容易进入塑性应变状态,在循环载荷作用下该部分晶粒出现应变硬化,形成微观裂纹[5],割裂基体的非金属夹杂物助长了微观裂纹的产生和扩展,直至最终疲劳断裂。
3 结论及建议
综合上述,由于车辆在行驶过程中的应力集中于柄管焊接部位的咬边缺陷处,该处缺口明显且实际有效承载面积较小,在交变应力的作用下形成疲劳裂纹,而柄管中割裂基体的B类(氧化物类)非金属夹杂物加速了疲劳裂纹的扩展进程。
结合受力分析,相关人员对前叉结构的重点部位,应进行强化设计和验证:
1)前叉肩焊接处(包括立管下端与前叉肩结合处、减震柄管与前叉肩焊接处)管内局部增加衬管或采用不等壁管,可提高受力部位的强度。
2)加强焊接工艺的控制。要严格控制管材与前叉肩的配合间隙以及焊接时的电流、温度与时间,使两结合体的间隙处充满焊料,焊缝与母材过渡完整无咬边。
3)验证前叉疲劳试验。在车轮平面内,对夹装在位于前叉接片槽中的转轴加载装置,施加一垂直于前叉立管的全交变动态力±600 N,经5万次疲劳试验,最大试验频率25 Hz,各部位应无断裂或肉眼能见的裂纹。[1]
参考文献
[1]全国自行车标准化技术委员会.自行车 前叉:QB/T 1881—2008[S].北京:中国轻工业出版社,2008:2—8.
[2]刘正义,吴连生,许麟康,张静江.机械装备失效分析图谱[M].广州:广东科技出版社,1990.
[3]中国机械工程学会焊接学会.焊接金相图谱[M].北京:机械工业出版社,1987.
[4] 孙智,任耀剑,隋艳伟.失效分析:基础与应用[M].北京:机械工业出版社,2017.
[5]郭应征,李兆霞.应用力学基础[M].北京:高等教育出版社,2000:340.
猜你喜欢
科技资讯(2017年16期)2017-07-14
中国新技术新产品(2017年11期)2017-06-19
教育教学论坛(2017年17期)2017-04-22
科技创新与应用(2017年3期)2017-02-18
中小企业管理与科技·中旬刊(2016年6期)2016-06-20
科技资讯(2015年8期)2015-07-02
中国高新技术企业(2015年3期)2015-03-26
现代电子技术(2014年17期)2014-09-17