改善免烫衬衫右门襟起皱打拧的实践方法探索
2021-12-20 02:30高淑霞和玉芳宋法强李凤霞
国际纺织导报 2021年10期
高淑霞 和玉芳 宋法强 李凤霞
鲁泰纺织股份有限公司(中国)
据鲁泰纺织股份有限公司的欧洲客户反馈,其订购的免烫衬衫右门襟起皱打拧现象严重,要求全数退回返修。鉴于这一情况,本文对该款免烫衬衫右门襟起皱打拧的原因进行分析。结果表明,造成该批免烫衬衫右门襟起皱打拧的原因主要如下:员工操作方法不当,右门襟下拉不到位;右门襟包的布条为斜裁布条,布条在生产过程中受到拉伸作用,导致缝线部位回缩而对右门襟起皱产生影响;右门襟包布条上缝以装饰线,装饰线采用链式线迹,对右门襟起皱产生影响;采用的辅助工具不合适,造成门襟布条拉伸变形,导致右门襟起皱打拧;批量生产时,操作人员未将设备调试至最佳状态。基于上述免烫衬衫右门襟起皱打拧的原因分析,在不添加任何辅料、不增加成本与不影响生产效率的前提下,本文尝试通过线迹密度调节、缝制方法改进、辅助工具改进、缝制设备调试和操作流程调整等方式,解决免烫衬衫右门襟起皱打拧问题,以减少客户投诉,使鲁泰纺织股份有限公司生产的衬衫产品继续保持品质优势,满足客户需求。
1 线迹密度调节
线迹密度影响线迹的延伸性与线迹强力,进而影响接缝平整度级别[1]。线迹越密,接缝强力越高,袖窿缩皱现象越严重;线迹越疏,门襟平整度等级越高,但缝口容易破裂。因此,需要对线迹密度进行试验研究。分别采用13.5、14.0、14.5和15.0针/3 cm这4种不同的线迹密度进行缝制试验,缝制如图1所示的4块衣片试样。然后,采用AATCC 143-2001的洗涤方法,对缝制的衣片进行水洗。再按照AATCC 88B-2018评定不同线迹密度下缝制衣片的接缝平整度等级[2]。缝制衣片的接缝强力按照ASTM D 5034评定。不同线迹密度下缝制衣片的平整度等级和接缝强力试验结果如表1所示。由表1可知,线迹密度为13.5针/3 cm时,缝制衣片的接缝平整度可达3.7级,此时其接缝强力虽较低,但可满足强力内控标准。因此可认为,线迹密度为13.5针/3 cm是较理想的选择。

图1 采用不同线迹密度缝制的衣片对比
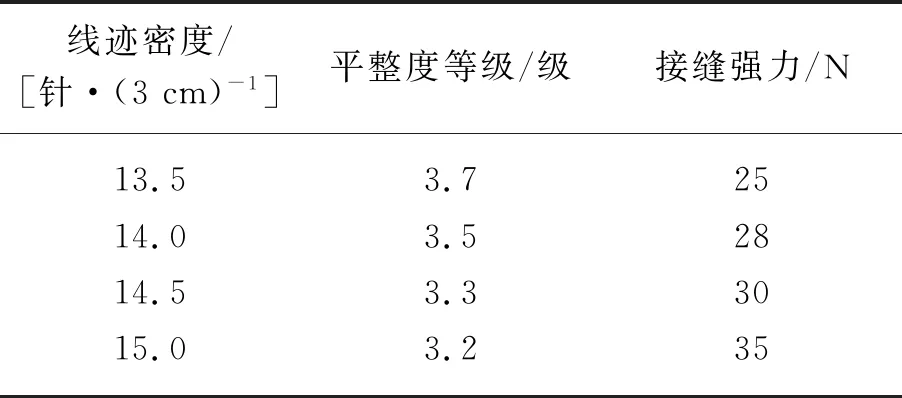
表1 不同线迹密度对右门襟平整度等级与接缝强力的影响
2 缝制方法改进
2.1 右门襟缝制操作标准化
右门襟缝制操作通常为左手扶衣片,右手拉止口边,使线迹平整。针对免烫面料,进行了大量的右门襟缝制操作试验,得出标准的操作方法(图2)如下:
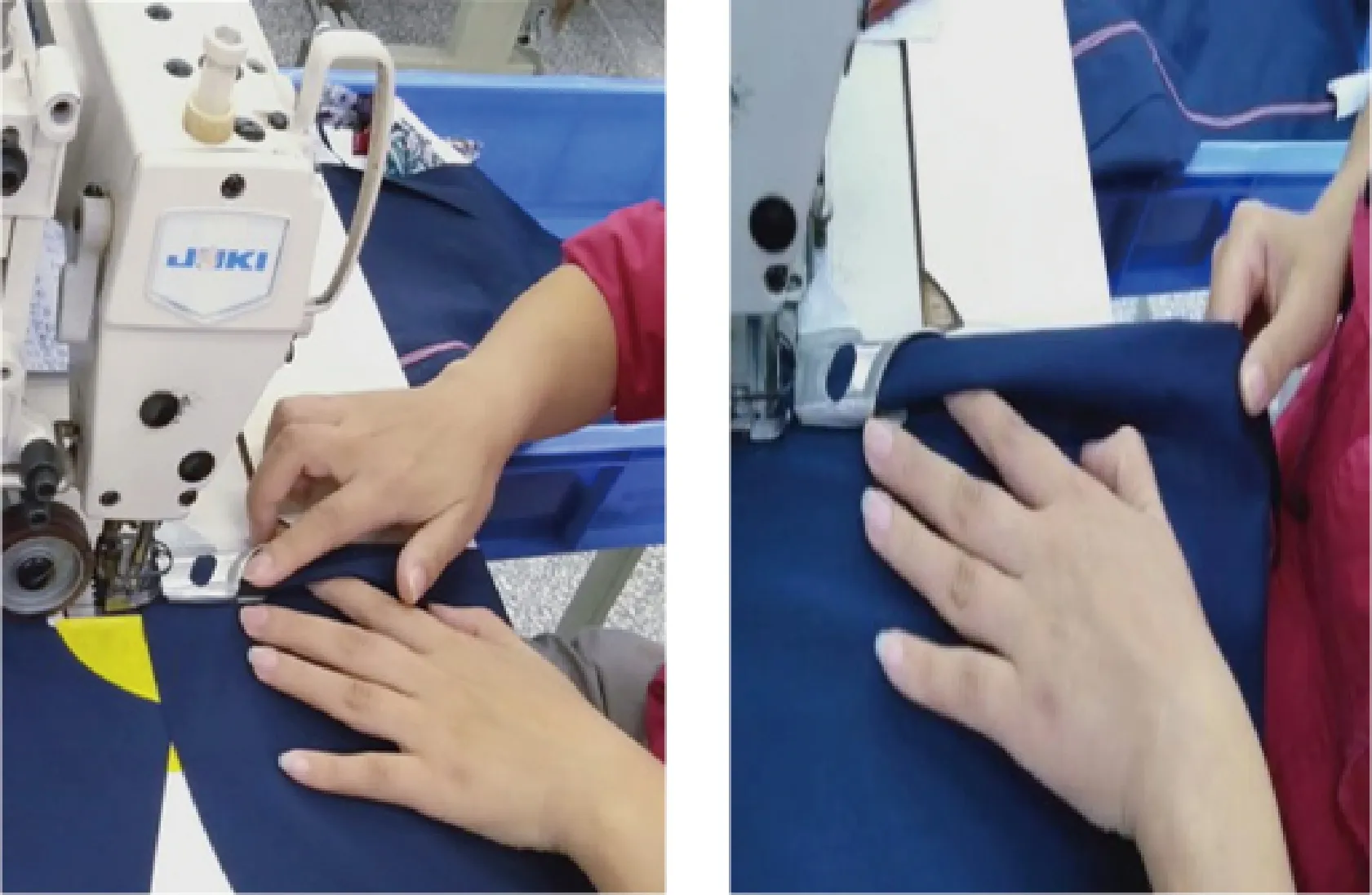
图2 标准的右门襟缝制操作
——双手将衣片送至喇叭口,衣片缝头折边处有剪刀口标记,按照剪口标记进行折边缝制,以使折边宽度更准确。
——左手食指和大拇指略用力拉缝头,确保缝头不起皱,其余三指扶住衣片,确保丝缕顺直,不打拧;
——右手扶住衣片折边处的缝头。
2.2 包布条缝制操作标准化
包布条缝制操作通常为左手向前推衣片,右手扶衣片。针对免烫面料,进行了大量的包布条缝制操作试验,得出标准的操作方法如下:
——左手向前轻拉右门襟明线处;
——右手大拇指在衣片上方向后轻拉右门襟明线处,其余四指在衣片下方轻扶衣片,使衣片缝纫线迹直顺,不偏轨道,确保布条不起皱、不打拧(图3)。
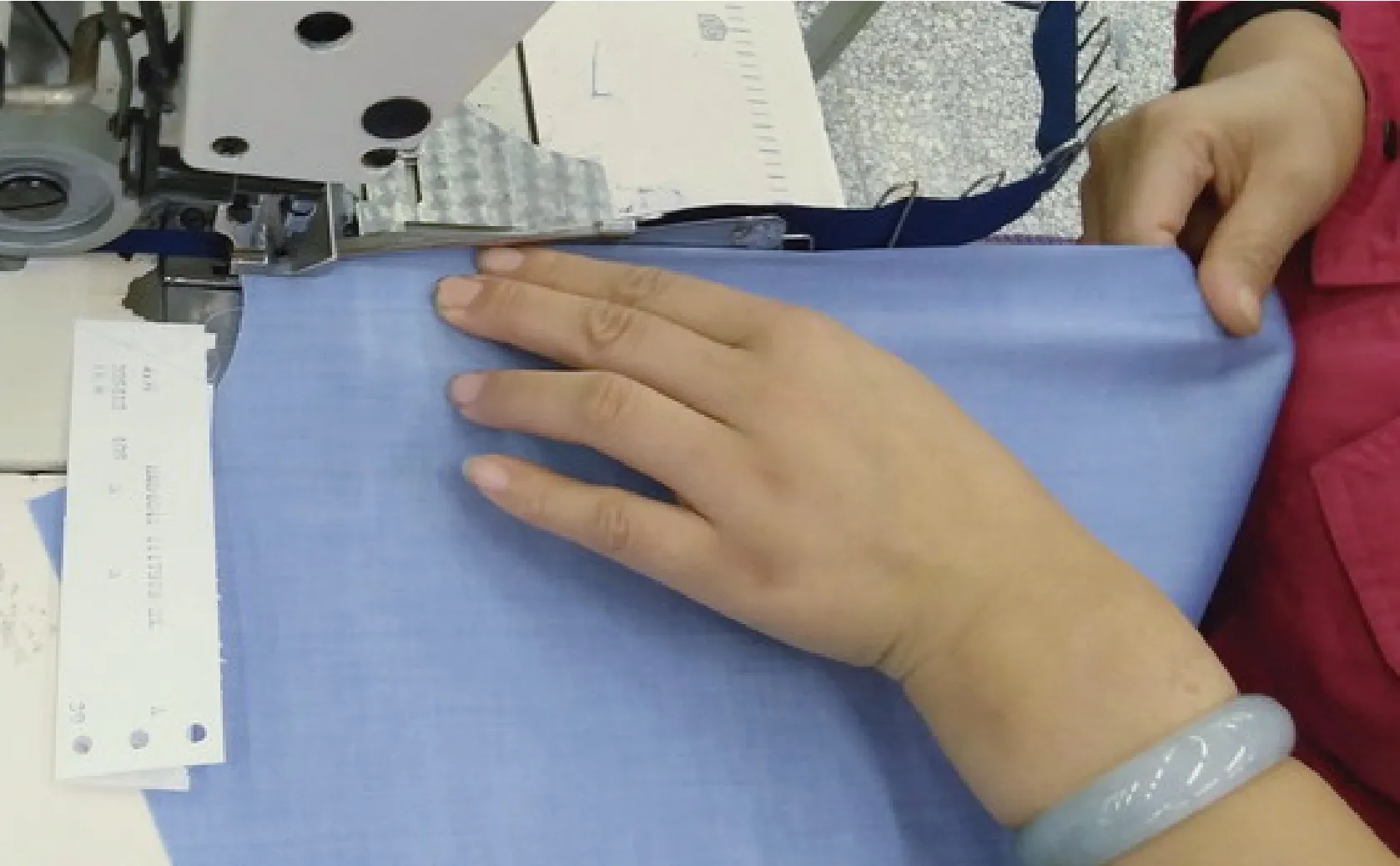
图3 标准的包布条缝制操作
试验表明,采用上述标准操作方法对免烫面料进行右门襟和包布条缝制,可使所得免烫衬衫的右门襟平整度等级提升约0.2~0.3级(图4)。

图4 缝制操作方法改进对免烫衬衫右门襟平整度的影响
3 辅助工具改进
布条喇叭对免烫衬衫右门襟的平整度影响较大。采用横向布条喇叭,则布条进入压脚时受到阻力作用,由于布条较窄,宽仅约2.0~2.5 cm,且布条材料既软又薄,布条裁剪方向又要求为45°裁剪,呈斜向,因此布条易被拉长,造成起皱打拧[图5a)]。采用改进的竖向布条喇叭后,布条能够比较顺畅地进入压脚,大幅减少了起皱打拧问题[图5b)]。
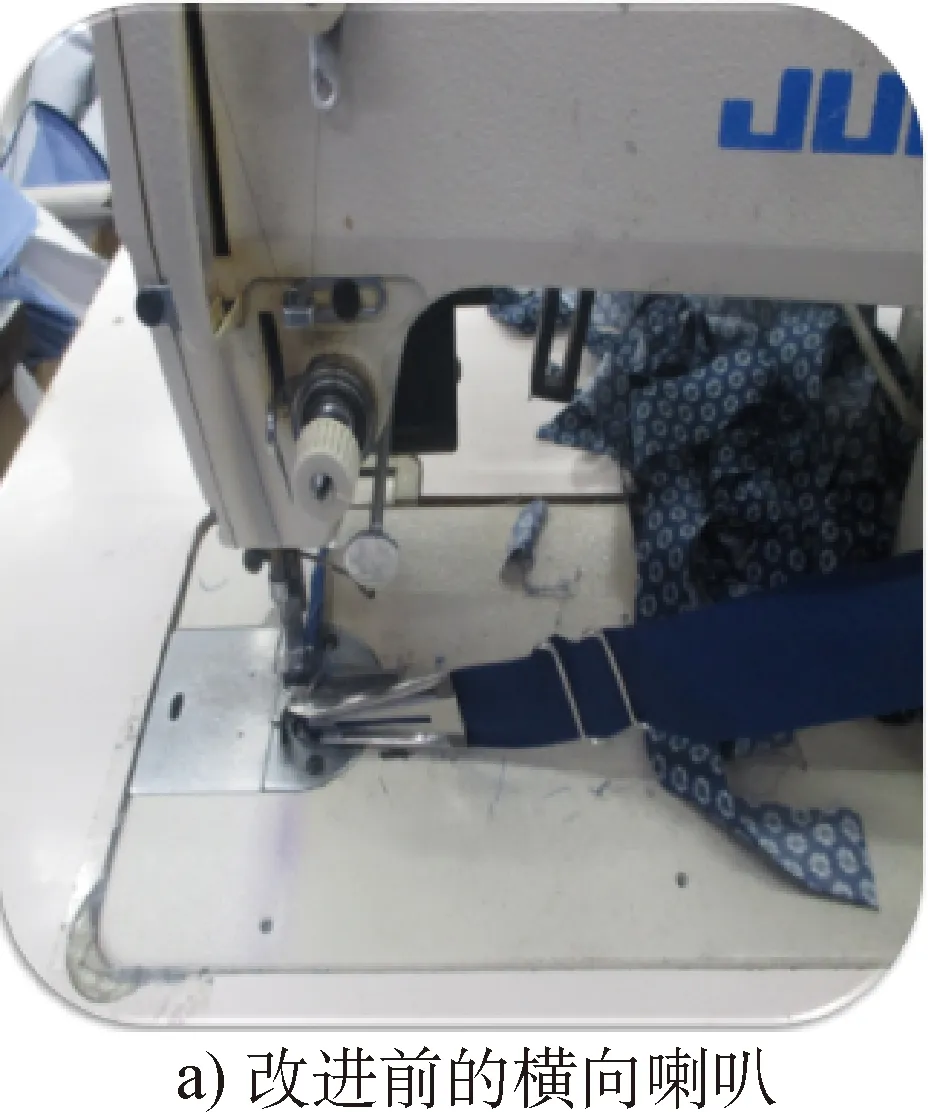
图5 改进前后的布条喇叭
此外,还在喇叭口处加长了布条顺缓进入通道,以减少对斜裁布条的拉伸作用,进一步减少起皱打拧问题(图6)。
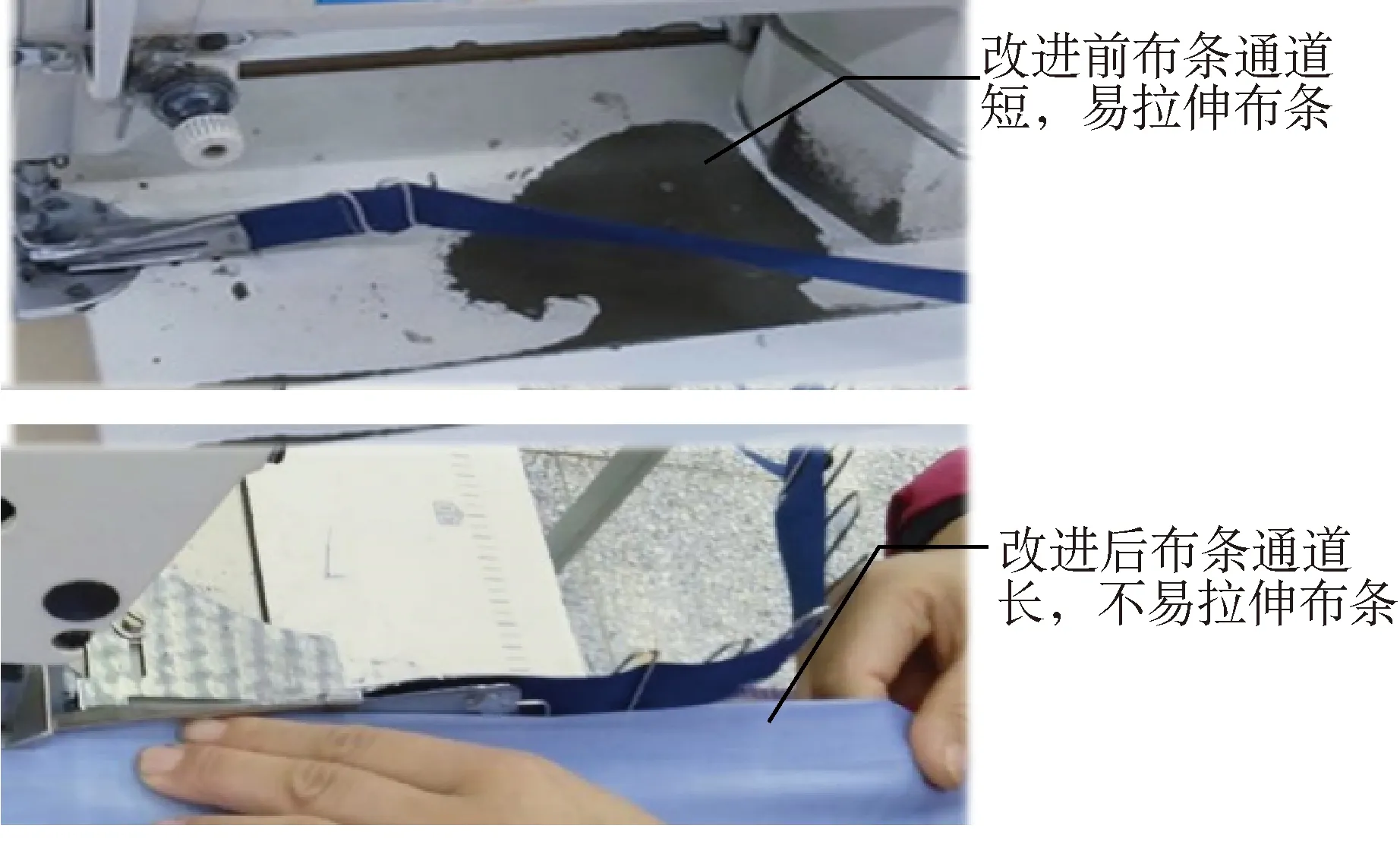
图6 改进布条喇叭前后布条通道的变化
试验表明,通过更换布条喇叭可大幅提高免烫衬衫右门襟的平整度,有效解决右门襟起皱打拧问题。采用改进的布条喇叭后,免烫衬衫右门襟平整度级别提升了0.5级(表2)。
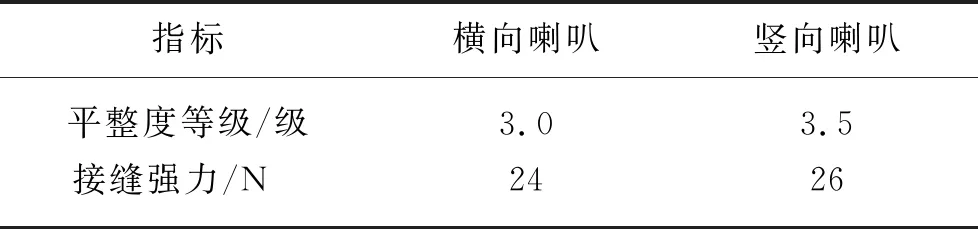
表2 布条喇叭改进对右门襟平整度和接缝强力的影响
4 缝制设备调试与改进
缝制设备良好的运行效果是确保成衣缝制品质的前提。所有产品投产前,均需调整好缝制设备。缝制设备的调试包括所有影响缝制部位与线迹质量的相关机件部位的调试,如机针、针杆、缝线张力、旋梭、送布齿等的调试[3]。
4.1 张力调节
底面线张力大小直接影响免烫衬衫右门襟平整度级别,需确保线迹张力适宜。缝制普通衬衫时,宜将面线张力调节为0.25~0.59 N(25~60 g),底线张力调节为0.15~0.25 N(15~25 g)。不同缝线张力对免烫面料右门襟平整度的影响如表3所示。
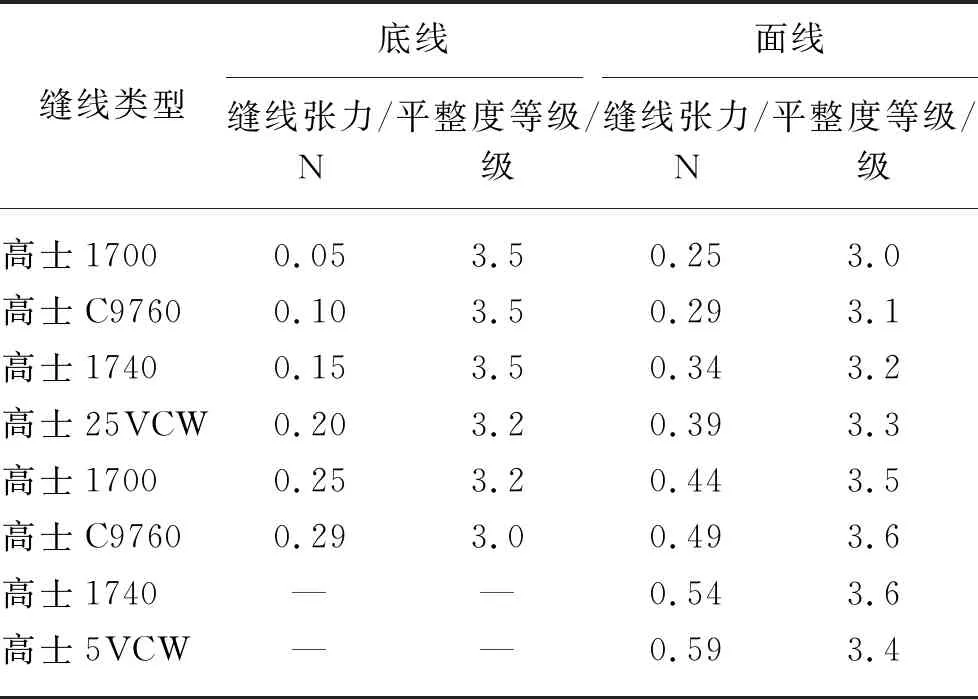
表3 不同缝线张力对右门襟平整度的影响
通过大量的试验可得,缝制免烫衬衫时,较适宜的面线张力为(0.49±0.05)N[(50±5)g],底线张力为(0.10±0.05)N[(10±5)g]。采用此缝线张力,可有效改善免烫衬衫的门襟缩皱现象。
4.2 拖轮更换与调节
缝制时,需确保拖轮状态良好。此外,最好可以更换拖轮。建议采用大拖轮,并调节拖轮与压脚,使两者前后平行,这样不仅能压住面料,而且能防止面料输送太快,造成布条和前片进入速度不匹配;缩短拖轮与压脚的距离,使其保持在约2 cm,确保拖轮起到快速压住面料并产生拉伸作用;拖轮的压力要适中:压力过大,门襟容易出现起皱;压力过小,则起不到压门襟的作用(图7)。

图7 改进前后的拖轮
4.3 压脚更换与压力调节
由于缝制设备改进后采用的是竖向喇叭,需将原来的窄压脚更换为宽压脚(图8),以在缝制过程中压住门襟,避免门襟松动变形。通常,缝制操作过程中要求压脚的压力尽可能小。压脚压力(由螺杆上的螺丝高度决定,螺丝高度越高,压脚压力越小)对免烫衬衫右门襟平整度的影响如表4所示。由表4可知,螺杆上的螺丝高度为33~35 mm时,压脚压力适中,面料的平整度较高,不易起皱;螺丝高度为36~38 mm时,压脚压力小,易出现缝纫针码长度不均匀的问题,且面料容易滑动,造成磨损,并且操作困难。螺丝高度为30~32 mm时,压脚压力过大,缝制门襟易出现折皱现象,且需频繁抬压脚,从而造成面料严重打拧。

图8 改进前后的压脚

表4 压脚压力(螺丝高度)对免烫衬衫右门襟平整度的影响
4.4 送布齿改进与调节
缝制过程中,经常会出现面料上、下层相互移动错位的现象,这一方面是因为两层面料产生摩擦作用而互相抗拒[4],另一方面是因为上层面料与压脚之间的摩擦力,迫使送布牙上的下层面料移动更为迅速所致。这种现象也会造成门襟接缝起皱,因此需要对送布齿进行改进与调节。
采用竖向喇叭,也需更换相应的送布齿。改进前的送布齿为三排齿,改进后的送布齿为四排齿(图9)。通常,缝制时要求送布齿高度在0.5~0.9 mm之间。对免烫面料进行大量的试验研究,结果表明,送布齿高度为0.8~1.0 mm时,其会对面料产生一定的磨损,且往前送布的摩擦力较大,不利于改善面料的起皱;送布齿高度为0.5 mm时,可以略微提高面料的平整度,但送布速度较慢,不建议采用(表5)。为减少起皱,提高免烫衬衫右门襟平整度级别,送布齿高度宜调节为0.6~0.7 mm,且以送布齿后半部分比前半部分高约0.1 mm为最佳。此外,宜使用细牙的送布器(输送器)。平缝机的转速宜设定为2 500针/min(轮子直径为60 mm),此时,可确保机器转速平稳且送布顺畅,改善免烫衬衫右门襟部位的缩皱问题。
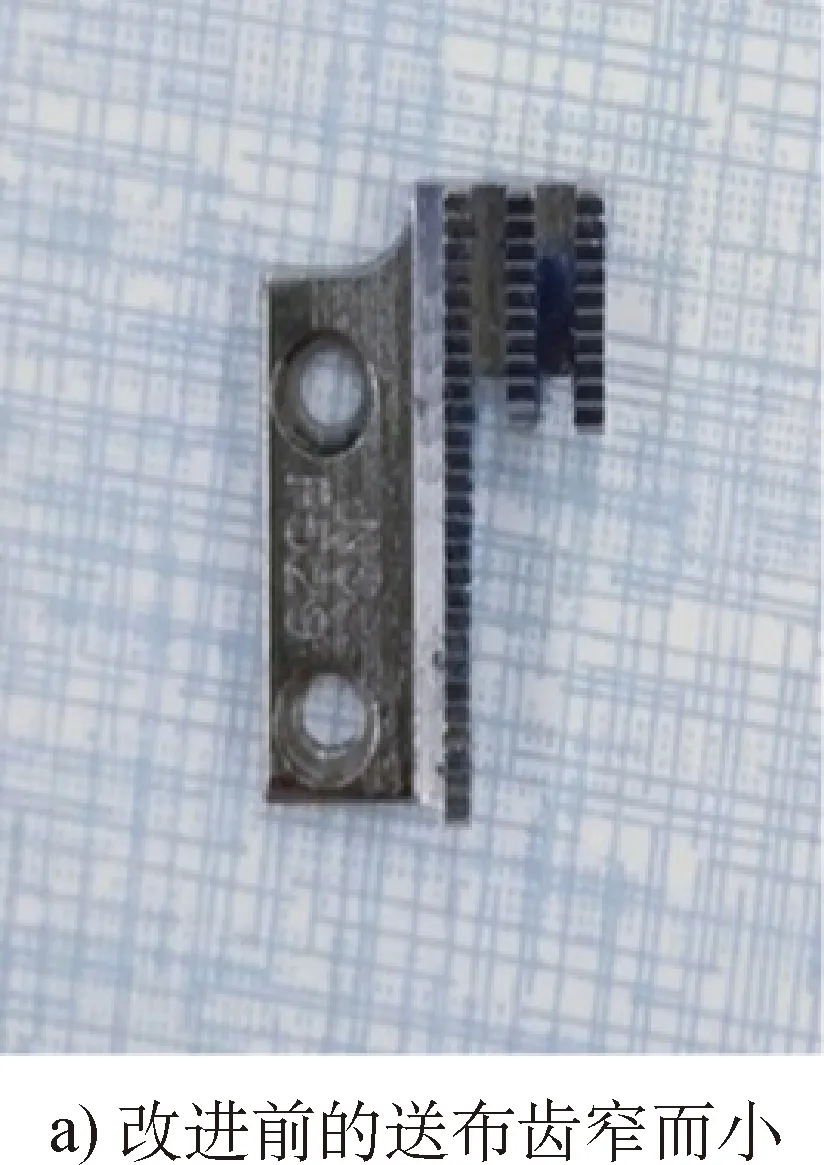
图9 改进前后的送布齿
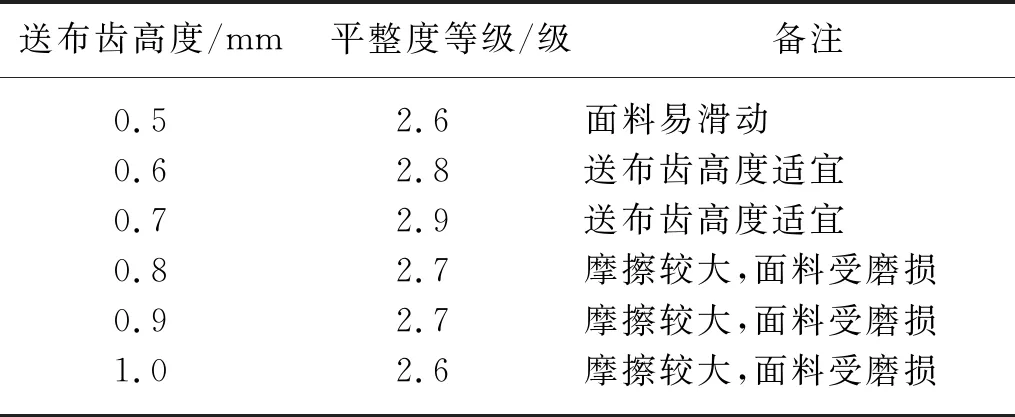
表5 不同送布齿高度对免烫衬衫右门襟平整度的影响
4.5 针板改进与调整
改进前的针板为三道槽针板,改进后的针板为四道槽针板,并且针板孔也更小(图10)。机针穿过较小的针板孔时,可避免其在针板孔内左右晃动而不稳定,同时较小的针板孔也有利于避免缝线部位的起皱问题。
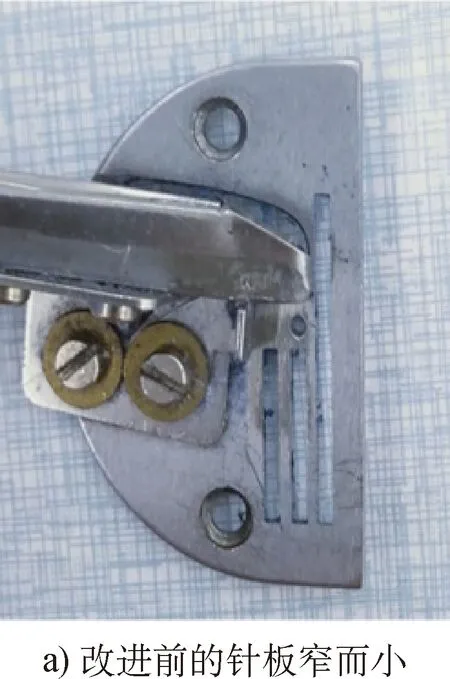
图10 改进前后的针板
对缝制设备进行改进并将其调试到最佳状态,可在一定程度上提高免烫衬衫右门襟包布条的平整度。选用5种客户指定的面料,进行右门襟包布条平整度测试,结果如表6所示。由表6可知,5种面料的洗前平均平整度等级为3.75级,洗后平均平整度等级为3.49级,满足客户要求(洗前不低于3.5级,洗后不低于3.3级)。

表6 缝制设备状态对免烫衬衫右门襟包布条平整度的影响
5 操作流程改进
改进操作流程,在改进前的拉右门襟工序后,用熨斗熨烫一遍门襟,使右门襟平服,然后包布条和缉装饰线(图11),也可在一定程度上减少右门襟的起皱打拧问题。

图11 改进前后的右门襟制作操作流程

试验结果表明,熨烫门襟可使右门襟包布条的洗前平整度提高约0.10级,洗后平整度提高约0.15级(表7)。

表7 熨烫门襟对右门襟包布条平整度的影响
6 结语
本文分析了免烫衬衫右门襟起皱打拧的原因,并从线迹密度调节、缝制方法改进、辅助工具改进、缝制设备调试及操作流程调整等方面,通过生产实践,解决免烫衬衫右门襟起皱打拧问题。研究表明,经下述几方面的调整与改进,可提高免烫衬衫右门襟平整度。
——采用13.5针/3 cm的线迹密度。
——采用标准的缝制操作手法。
——布条喇叭由横向喇叭改为竖向喇叭,并配套以宽压脚、宽送布齿和宽针板。
——调整设备到最佳状态,采用无磨损的大拖轮,使拖轮与与压脚距离保持在2 cm;将面线张力调整为(0.49±0.05)N[(50±5)g],底线张力调整为(0.10±0.05)N[(10±5)g];将螺丝高度调整为33~35 mm;将送布齿高度调整为0.6~0.7 mm,使用细牙的送布器(输送器)。
——对缝制操作流程进行改进,增加一道熨烫门襟工序。
经上述调整与改进后,免烫衬衫右门襟平整度大幅提高,由原先的2.5级提高至3.8级,提升了1.3级,从而有效解决了免烫衬衫右门襟起皱打拧的问题。
猜你喜欢
能源工程(2021年2期)2021-07-21
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
现代职业教育·职业培训(2018年1期)2018-05-14
兵器装备工程学报(2016年9期)2016-10-20
浙江理工大学学报(自然科学版)(2016年3期)2016-09-15
为了孩子(3~7岁)(2016年6期)2016-05-14
小学生导刊(低年级)(2016年3期)2016-04-12
印刷技术·数字印艺(2015年11期)2016-02-17