
铜阳极泥处理工艺和设备的技术改造实践
2021-12-22 09:24李凯军
湖南有色金属 2021年6期
李凯军,王 锋
(江西自立环保科技有限公司,江西抚州 344000)
铜电解精炼阳极泥中含有大量的稀贵金属,高效回收铜阳极泥中的稀贵金属意义重大[1]。目前铜阳极泥处理技术主要包括前期预处理技术以及后期火法处理技术、湿法处理技术、选冶联合处理技术等[2]。某企业铜阳极泥处理工艺原先使用的是硫酸化焙烧蒸硒—酸浸脱铜—碱浸除碲—氯化分金—氨水分银—金银精炼工艺,该工艺产出的分银渣含贵金属偏高,很长一段时间金含量达到250 g/t,导致贵金属流失严重。为此,针对铜阳极泥处理工艺和设备采取了一系列的技术改造措施,降低了生产成本以及贵金属的流失,提高了金银的回收率,以及产品质量。
1 原铜阳极泥处理工艺过程以及工艺设备存在的问题
1.1 原铜阳极泥处理工艺
原铜阳极泥处理工艺流程如图1所示,铜阳极泥首先通过硫酸浆化,然后再放入马弗炉进行焙烧,烟气进入铅锑反应釜吸收还原后再使用压滤机压滤漂洗得到粗硒,蒸硒渣加入盐酸进行沉银酸浸分铜工序,分铜液打回电解铜分厂回收金属铜,分铜渣进入碱浸工序得到碱浸液与碱浸渣,碱浸渣加入氯酸钠进行氯化分金工序,分金液直接进入锌锭置换工序,分金渣进入氨水分银工序,分银液加入水合肼进行银还原工序,分银渣则作为尾渣另行处理。
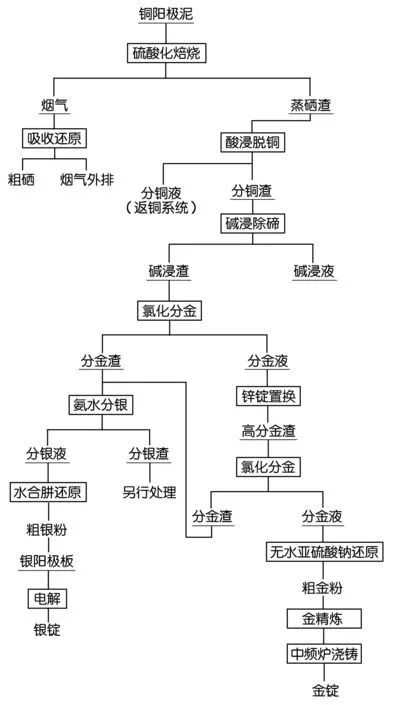
图1 原铜阳极泥处理工艺流程图
1.2 工艺和设备存在的问题及对生产的影响
该厂在生产期间发现初始设计不能满足现阶段生产要求,主要是原工艺设备、工艺配置问题尤为突出。比如蒸汽管道只安装了一个主阀门,在每次技改时都要去关闭主阀门,极为不方便,同时浪费大量蒸汽,增加生产成本;湿法工序反应釜至压滤机管路均采用底部放料,压滤时压力过大容易造成管道脱焊,必须停产进行补修,影响正常生产;进入分厂的软化水管路中含有大量的铁锈,根本不能使用于金银精炼工序中,会影响产品质量;压滤机跑混而造成杂质分离不清,影响产品质量以及金、银贵金属的回收率;碱浸工序每天消耗大量氢氧化钠,并且产生大量碱性废水,废水渣量大。
1.2.1 碱浸废水多,渣含铅、锡高
碱浸工序液碱的加入主要是为了除去阳极泥中的金属杂质。原工艺流程碱浸工序,在分铜渣进行氢氧化钠碱浸过程中,杂质铅与杂质锡生成铅酸钠与锡酸钠,进入废水渣,导致消耗大量氢氧化钠,产生大量碱性废水,废水渣的数量过大,增加了废水工序的处理压力与整个阳极泥处理的生产成本,而且废水渣中铅、锡含量高达18%与20%,阳极泥中锡、铅流失严重,后续回收处理工艺复杂。
1.2.2 分银渣中金含量偏高
原工艺在分金过程中是在工业盐与硫酸的水溶液中氯化分金,由于公司铜阳极泥原料复杂,于是分金条件难以控制,导致分银渣中金含量长期处于超标状态,高达250 g/L,远高于全国分银渣平均水平60 g/L,使得金流失严重,降低了金的直收率。
1.2.3 废水渣中金含量偏高
原工艺中铜阳极泥金品位偏低,氯化分金后的分金液是直接打入置换槽使用锌锭进行置换反应,使得分金液里面的金与锌发生置换,达到一定量时再集中处理。但是由于现场设备设施不充足,每天都有新的分金液产生并打入置换槽,置换过程可能未完全结束就必须打入压滤机进行压滤,置换时间过短,置换效果不理想,导致置换后液打入废水工序处理后废水渣金含量偏高,长期处于30 g/t的状态,而且一旦金流失到废水渣后重新回收,便会加重生产负担,增加生产成本,降低了金的直收率。
1.2.4 金锭、银锭产品质量不稳定
稀贵金属中的金锭质量为99.95%以上,产出的银锭质量为99.995%以上。根据国家标准,国标99.95%金锭杂质含量中铁不得高于0.003%,国标99.995%银锭杂质含量中铁不得高于0.001%,然而进入分厂的软化水管内含有大量铁锈,而且管路过长,使用于金、银精炼过程中,导致成品金锭、银锭质量经常达不到国家标准,杂质含量超标,尤其是铁含量,降低了产品的质量。
2 针对原先处理工艺和设备采取的技术改造方案
针对原生产处理工艺和设备出现的问题以及对生产产生的影响,结合现阶段生产实际情况,认真分析总结,提出并实施了一系列的技术改造方案。
2.1 取消使用碱浸工序
在原铜阳极泥处理工艺中取消使用碱浸工序有以下几个好处。
1.在原铜阳极泥处理工艺中每天大约有130 kg的铅与140 kg的锡进入到废水渣当中,去除碱浸工序之后,每天仅有7 kg的铅与10 kg的锡进入到废水渣中,使得阳极泥中的铅、锡大部分都进入分银渣中,从而使得废水渣中铅、锡等金属含量大大降低,而且进入到分银渣中的铅、锡后续集中回收工艺更加简便,工艺流程大大缩减,节约回收成本,增加经济效益[3]。
2.在原铜阳极泥处理工艺中每天需消耗1 t氢氧化钠,而且随着产量的不断提高,氢氧化钠的消耗量也不断增加,去除碱浸工序之后,便不需要再消耗氢氧化钠,每天可节约成本大约3 000元。
3.在原铜阳极泥处理工艺中每天产生大量碱性废水,废水工序处理压力大,员工劳动强度加大,去除碱浸工序之后可降低废水工序处理压力以及员工的工作强度,更利于稳定员工。
2.2 增设二次分金工序
在原铜阳极泥处理工艺中由于原料金属含量不稳定,分金反应条件难以及时调整,使得分银渣中金含量平均处于250 g/t,于是在氨水分银工序之后加一道二次分金工序,将金含量超标的分银渣集中在二次分金工序中进行处理,二次分金渣金含量基本保持在15 g/t的水平,提高了金的回收率与直收率,贵金属的回收率提高大约1%~1.5%。
2.3 增设铁粉置换工序
在原铜阳极泥处理工艺流程中分金液直接打入置换槽进行锌锭置换,置换压滤机时常跑混,使得废水渣中金含量长期处于30 g/t之高,于是在锌锭置换之前加一道铁粉置换工序,进行置换预处理,从调整之后的生产运行情况来看,废水渣中金含量大幅度下降,效果明显,金含量基本能稳定在10 g/t以内。与此同时置换所需的锌块也能大幅度减少,锌块的消耗量从100 kg/d降低到25 kg/d,节约了生产成本,提高了贵金属的回收率与直收率。
2.4 增设金银精炼纯水设备
在前期从进入分厂的软化水管道中含有大量铁锈,对金银精炼产品金锭、银锭质量影响很大,于是在进入金银精炼的软化水前增设一套纯水装置,使得软化水在进入金银精炼之前再进行一道过滤,水的杂质含量基本能保持在要求之内的水准。从增设一套纯化水装置后的生产运行来看,金锭的产品质量能控制在99.95%以上,各项杂质含量均在国家标准范围之内;银锭的产品质量能控制在99.995%以上,各项杂质含量均在国家标准范围之内,效果明显,产品质量显著提高且稳定。
2.5 蒸汽管道加装分阀门
原进入分厂的蒸汽管道只安装了一个主阀门,而且位置处于桥架上方,并未有其它分阀门,在每次技改时都要去关闭主阀门,主阀门为DN200的截止阀,极为不方便,同时浪费大量蒸汽,于是在分厂8.3 m平台上面加装2个分阀门,一个DN80的截止阀控制金银精炼的蒸汽,一个DN125的截止阀作为粗炼工段以及废水工段的总阀门,然后在废水以及粗炼使用的分管道前分别加装一个DN80的分阀门,同为截止阀。在安装阀门之后,每次技术改造都能在不影响其它工序的情况下进行,操作简单,同时也不会造成蒸汽的无故浪费,节约成本,提高经济效益。
3 工艺和设备技改后的效果分析
工艺和设备技术改造方案前后的主要经济技术指标的变化见表1。

表1 工艺和设备技术改造方案实施前后的主要经济技术指标的变化
工艺和设备的技术改造方案实践表明,废水渣中的铅、锡含量基本控制在1%以下,分银渣中金含量下降明显,从250 g/t降到了15 g/t以下,废水渣中金含量低于10 g/t,锌锭消耗量降低了四分之三,减少了贵金属的流失,金银的直收率得到了显著提升,同时节约了大量的生产成本,取得了显著的经济效益。金锭、银锭品质均能达到最新IC-Au 99.95国家标准以及IC-Ag 99.995国家标准,主品位稳定在99.95%与99.995%以上,产品质量取得了显著提高。
4 结 语
实践证明,该企业铜阳极泥处理通过取消碱浸工序、增加二次分金工序等工艺和设备改造之后,尾渣主要金属含量得到了明显的降低,产品稳定在国家标准之内,生产成本也得到了降低,效果明显。
猜你喜欢
流程工业(2022年3期)2022-06-23
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年11期)2021-07-28
煤气与热力(2021年3期)2021-06-09
化工管理(2021年7期)2021-05-13
艺术品鉴(2020年6期)2020-12-06
皮革制作与环保科技(2020年14期)2020-03-17
领导文萃(2017年6期)2017-03-24
中学生数理化·高一版(2016年7期)2016-12-07
中学生数理化·中考版(2015年12期)2015-09-10
