
无缝钢管自动测厚的调节装置设计
2021-12-23 19:42姚年春蒋道霞程永
机电信息 2021年30期
姚年春 蒋道霞 程永


摘 要:针对无缝钢管壁厚测量问题,选择了电磁检测方法,分析了壁厚测试原理,并对钢管在线壁厚测试系统进行了设计,该设计方案提高了同一条运输线上不同规格钢管检测的灵活性,检测过程控制简洁,同时也方便后期维护。
关键词:无缝钢管;测厚;电磁检测
0 引言
在无缝钢管的生产中,钢管壁厚的精度是衡量钢管质量的重要参数,根据美国石油学会最新的《套管和油管规范》(API SPECIFICATION 5CT)规定[1],钢管的壁厚应控制在标称壁厚-12.5%~+12.5%范围内,然而在实际的生产实践中,壁厚与厂家关系密切。鉴于此,本文在分析钢管壁厚测量原理的基础上,设计了自动测厚的调节装置。
1 测厚方式選择
目前,测厚的主要方法有激光测厚、涡流测厚、电磁检测、射线测厚和超声波检测5种。国外采用的是全长全覆盖测厚工艺[2-3],主要有两种装置:一种为探头做旋转运动,被测钢管做直线运动;另一种为探头静止不动,钢管做螺旋状前行。这两种方法都不适合淮钢无缝钢管大规格和多品种的测厚要求。鉴于此,本文提出了一种便于调节的无缝钢管自动测厚装置设计方案,该方案采用电磁检测方式,可用于淮钢无缝钢管的在线测厚。
2 测厚原理
采用电磁检测方法对钢管壁厚进行检测时,通过穿过钢管的线圈进行积分,得到钢管主磁通的值以及与磁通量相关的电压值,测试原理如图1所示。穿过线圈的总磁通量Φt等于钢管内磁通量Φp与线圈内部空气的磁通量Φa之和,如式(1)所示:
Φt=Φp+Φa (1)
线圈两侧电压为式(2):
e=-d(NΦt)/dt (2)
式中:N为测厚线圈的匝数。
为了避免感应线圈直接测量给主磁通带来的不利影响,设计时通过测量磁感应强度来反映磁通量的变化,已知某特定截面的磁通量Φ与该截面面积S和截面内磁感应强度B的关系如式(3)所示:
Φ=BS (3)
由式(3)可知,当截面内的磁感应强度B处于非饱和状态时,磁通量的变化可以通过监测磁路中磁感应强度的变化来判断。由于需检测的钢管规格多,管径变化范围大,故检测系统安装了配有聚磁板的轴向磁化器,磁化器的线圈匝数、内径/外径大小、额定电流大小都会影响磁化器的性能。本设计中,对磁路导致的磁通量变化与壁厚之间的线性关系设定了准确的基准值,这样便可以将对磁通量的测量转变成对磁感应强度的测量,这种转换可使测量更方便,同时保证了高测量精度。
在实际的壁厚测量过程中,壁厚基本为局部变化,霍尔元件灵敏度高、安装方便,同时受磁路中磁感应强度的影响,霍尔元件极易处于非线性工作状态,所以往往采用间接方法来测量主磁路中的磁感应强度。
3 钢管在线壁厚检测系统设计
无缝钢管在线壁厚检测系统需要达到智能检测效果,从而保证检测效率和检测过程中的稳定性。因此,针对淮钢无缝钢管在线检测需求,根据被检钢管的不同规格设计了测厚系统,具体设计有以下几个方面:
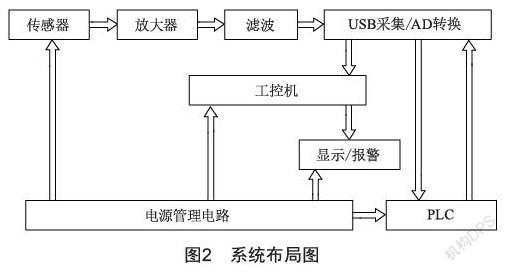
3.1 信号处理系统
壁厚在线检测信号处理系统布局如图2所示。自动采集得到的厚度信号,通过放大器放大后滤波,再使用AD转换方式进行转换,后经测厚程序进行信号处理,显示出测厚的波形和相关数据,如果测厚不符合要求,则会发出信号向PLC报警,由PLC控制报警打标器。待检测钢管进入探头范围后,信号自动采集动作,由PLC以及光电开关相互配合完成自动采集。
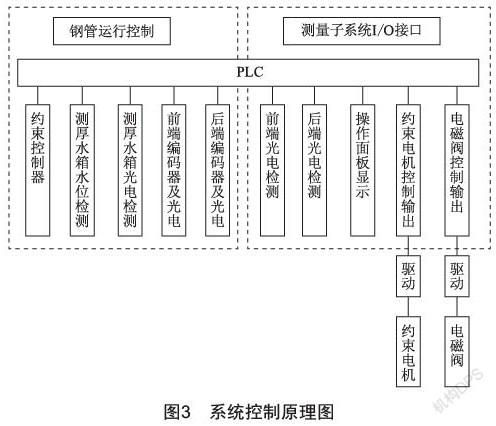
3.2 PLC单元
根据测厚系统的工艺需求,PLC单元的设计如图3所示。出入口处都设有检测光电开关,用来检测钢管是否在线,以控制辊道的启停;水箱进出口处的光电检测开关,用来检测钢管进出水箱时的端部位置。光电开关与各自相对应的编码器安装在同一垂直面上,便于控制编码计数。
3.3 探头分布
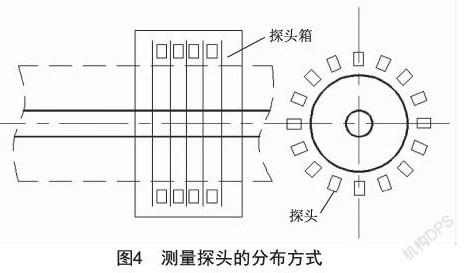
本设计主要是根据钢管断面的几何形状、钢管直径变化范围以及回波信号的要求,来对钢管测试探头的频率、型式和晶片大小等参数进行选择。测量探头的分布方式如图4所示。
在测试过程中,试块和探头是重要的组成零件,试块在测试过程中可以确定尺寸等方面的灵敏度和探头的性能,通过调整扫描速度来对尺寸进行评判。为保证系统稳定性好,同时保证最大管径在圆周方向上测量覆盖达到100%,共设计了4组探头,每组16个,4组探头安装在同一个探头箱中,设计保证了钢管测试过程中最大和最小管径的耦合距离。
无缝钢管测厚时,采用的是探头固定、探头箱调整参数的方法,当钢管规格变化时,只需要调整探头箱的高度,使探头中心线和钢管的中轴线保持一致,同时调整不同规格钢管的参数设置,保证同一个探头箱能够适应所有不同规格的钢管的在线测厚要求。在配套的测量软件中,采用了动态跟踪技术对管壁的跳动进行跟踪测量,当钢管管壁发生跳动时,水层的厚度也跟着变化,保证了测量的精度。
通过生产反复测试,本设计选择的钢管探头为纵波直探头,频率为5 MHz,晶片的直径为25 mm。
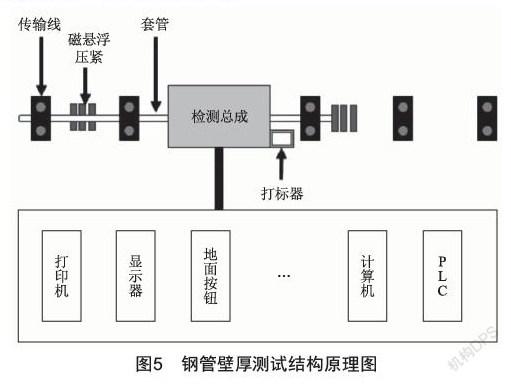
3.4 钢管壁测厚线结构
测厚总成是在线测厚装置的核心部分,钢管壁测厚线的总体结构主要包括传输线、磁悬浮压紧、计算机控制系统和打标器,如图5所示。总成设计部分,在垂直方向上的中心高度可以调节,当待检测钢管进入总成时,钢管被压紧,对于不同管径规格的钢管,通过电机来调整探头中心高度以保证测试的顺利进行。
3.5 总体结构图
测量装置的总体结构如图6所示,测量装置底座上安装的测量箱体和右半箱体通过箱体下连接杆连接可以紧固连接稳定装置,光电编码器和数据显示表可以显示待测量无缝钢管的厚度,螺旋式丝杆、丝杆联轴器和测量推进油缸的配合可以改变测量箱体和右半箱体的距离,可以测量不同直径的钢管,可解决钢管工业中测量的方法不成熟、测量的数据不准确,或者无法测量厚度等技术问题。
4 结语
本设计采用电磁检测方法,实现了无缝钢管自动测厚功能,设计过程中,选择霍尔元件实现磁场信号的无漏检测,保证了探测信号的稳定性和全面性;针对不同规格的钢管,通过更换检测探头,提高了同一条运输线上检测方式的灵活性,并能分类记录相关检测结果。
[参考文献]
[1] 套管和油管规范:API SPECIFICATION 5CT[S].
[2] SMS米尔股份有限公司.在管材轧机中测量管壁厚的装置:CN200310027838.1[P].2006-03-29.
[3] 谷立功.中国钢管行业2019年回顾及2020年展望[J].钢管,2020,49(3):1-5.
收稿日期:2021-09-02
作者简介:姚年春(1975—),男,山东青岛人,硕士研究生,副教授,研究方向:控制理论与控制工程。
