
冷轧厂热镀锌机组设备运行状态检修技术优化研究
2021-12-27 07:09张振峰赵云鹏
中国金属通报 2021年18期
张振峰,孙 红,赵云鹏
(承德钢铁集团有限公司,河北 承德 067000)
金属表面热镀锌防腐工艺历史悠久,但近年来随着市场经济的不断变化,热镀锌行业也得到了大规模的发展。对于热浸镀锌工艺而言,不仅增加了生产压力,增加了成本,而且还面临着重大问题。在传统热镀锌机组设备不能够满足企业需要的情况下,对于热镀锌设备运行状态进行检修成为了企业发展的主要趋势,国内热镀锌维修技术仍处于相对低端的状态。它不仅缺少自动镀锌设备,而且增加了工人的劳动量,污染了环境。
近年来,随着现代钢铁工业的发展,对大型冷轨系统的需求越来越大,冷轧厂拥有一流的设备,可生产冷轧板、汽车板、彩涂板、优质碳素钢板等多系列钢板,涉及多个领域,设备故障诊断技术就具有重要意义[1]。然而,要想进入世界舞台,就必须用信息化武装自己,采用先进的理念,建立有效的管理手段。
1 冷轧厂热镀锌机组设备检修中存在的问题
1.1 冷轧厂热镀锌机组卷取机异常故障
冷轧厂热镀锌机组在运行当中还存在一些问题:液压缸动作位移与带钢检测偏差不匹配。冷轧热镀锌生产线的卷取机为国产卷取机,卷取机和钢结构严重晃动,严重影响了正常生产[2]。卷取机穿带问题。正常情况下,按下自动穿带按钮后,皮带助卷器、外支撑、穿带导板台、芯轴同时动作,动作到位后正常运行。如果有其中一个动作不到位,则自动穿带程序停止,出口停车。操作工需要把各个动作恢复,把带钢倒回出口前重新穿带,如果处理不及时会造成生产线停车。
对于卷取机穿带问题,后对照PDA记录,发现芯轴、皮带助卷器及外支撑检测信号正常可靠,而检测穿带台位置的磁尺的检测数据,在每次穿带的时候数据波动很大。数据波动中,超出范围造成穿带台位置异常报警,使得自动穿带步骤停止。鉴于这种情况,把磁尺检测穿带台的位置改为限位检测。在保证信号稳定可靠的同时,还节约了备件成本。
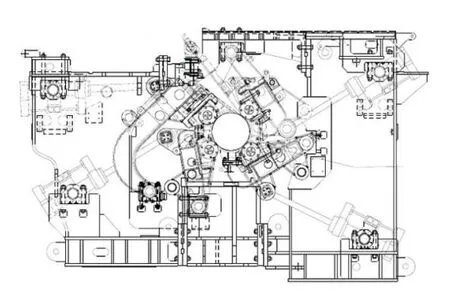
图1 卷取机检测示意图
1.2 检修周期与计划制定缺乏科学性
在大多数冷轧厂,虽然大多数都建立了点检制度,实行点检和计划维修制度,有些厂甚至引用了状态维修的概念,但在实际工作中,由于各种原因,设备的计划维修通常是以计划为基础的。在制定维修计划的过程中,只是简单地按照相关行业法规或设备说明书,备件申报计划中重复申报,导致备件计划命中率低,影响资金周转,备件申报计划不到位。这样做只能暂时修复设备,不能从系统上解决故障问题。
1.3 设备过修和失修
在计划机组大修和小修时,许多设备运行时间较短,或部分设备处于正常工作状态。如果这些设备与故障设备一样处理,并完全拆卸维修,将增加维修工作量,扰乱正常计划。然而,由于一些设备缺乏科学、准确的寿命预测和状态诊断,或常规检查不充分,一些隐藏的故障很难发现,这些设备的维护往往被忽视,难以实现所需的维护。设备长期处于故障工作状态,容易发生非计划停机和减产事件,需要增加许多辅助设备以保证其正常运行。
1.4 对热镀锌机组设备检修缺乏科学识别方法
当设备被解体以后,比对各部件状态,来判断是否可以继续使用、需要维修或报废。在维修过程中,通常没有一个科学合理的识别方法,如热镀锌机组其中一个重要零部件出现异常,是更换新的零件还是将此零件拆卸下来进行维修后继续使用,未设置一个判定标准。为了确保设备运行安全性,负责维修人员多数情况下采取更换新零件,将更换下来的零部件继续应用到其他设备上,特别是在机组的大、小修过程中,若将未维修零件冒然安装在设备上,必然会对其他生产设备运行埋下安全隐患。
冷轧项目所需冷轧原材料卷为外购钢卷或热轧原料。受原材料卷质量的影响,无法提供优良的镀锌基板,导致镀锌产品质量不稳定。与进口板材的差距主要体现在厚度公差、表面光洁度、平整度、剪切精度、涂层均匀性、硬度等方面。在实际生产过程中,部分优质镀锌基板从国内先进企业采购,增加了生产成本,削弱了竞争力。
2 冷轧厂热镀锌机组设备运行状态检修技术优化
2.1 加强设备状态检测力度
冷轧厂的设备种类很多,要将日常设备检查与功能管理相结合。对设备进行现场动态管理,提高设备精度管理和全员设备管理意识。工厂机械部通过人机交互方式输入设备区域、名称、供应商、技术要求、采购时间、维修周期等基本信息,记录当前设备运行状态,当设备运行状态发生变化时立即进行处理。日常维护项目少,不确定因素高。因此,对于故障率较高的设备,应根据设备的故障周期特征和劣化趋势,制定一些纠正和适应性计划[3]。
2.2 推行精益质量管理
维修项目质量管理不是一个独立的系统,它必须融入维修管理的全过程。精益思想认为,项目的质量是在整个维护过程中创造的,而不是检验出来的。实行点检标准化制度,当设备运行中出现故障时,现场操作人员应及时记录故障信息同时要更改设备运行状态。查找引发故障的原因,采取有针对性的检修操作,不可进行盲目操作。另外,还要借助多种检测辅助设备,如录波仪、PDA波型检测仪,在以上辅助设备帮助下,热镀锌机组设备出现故障时的状态情况得到全方位的监测,对后续设备故障维修提供了参考依据。故障排除后,更改设备状态信息,保存当前故障记录,以便备份查询和统计。根据权限设置,相关人员可以随时查看主要设备的运行状态,热镀锌机组设备检修体系如下图所示:
冷轧设备精益管理具体要求如下:①设备维护采用“机会保养”,尽量降低保养成本,选择在冷轧厂生产淡季或停产期进行维护;②将热镀锌机组设备运行状态检测与日常巡检进行有效结合,做好预防保养,对适于振动监测、红外监测的生产设备,要积极引入先进监测设备和技术,及时预测隐患;③连续式的设备在进行维修或养护时,通常因位置不便、工况恶劣或维修难度过大,可将相对独立构成局部部件进行整体拆、装,缩短了维修时间;④按照《危险化学品建设项目安全设施设计导则》,对各类设备、管道实施统一着色,加强对原材料去向的管理,另外要实施设备人员货物摆放管理。依据热镀锌机组设备工作区域管理标准,易发事故区增加紧急逃生出口,在吊装、检修、施工等作业区域周围设置危险警示区和警告标识,定期对有毒有害作业场所的职业危害因素进行检测,并存入职业健康档案。

图2 冷轧厂热镀锌机组设备检修体系
2.3 优化设备检修可靠性分析
在一定时期内对设备进行可靠性分析,能够对设备的运行状态进行量化分析,将设备技术状况突出显示出来。工厂机械部根据设备使用维护规范和公司生产要求,通过人机交互方式输入设备区域、名称、供应商、技术要求、采购时间、维护周期等基本信息。由于其新的信息表达、高度并行的分布处理、联想、自学习和自组织能力以及较强的非线性映射能力,比传统的模式分类方法具有更稳定的性质和更强的分类能力从而为设备检修计划的制定提供参考依据[4]。
加入酸洗步骤主要是为了清除热轧材料表面的氧化层,此氧化层是在热轧加工活冷却时易出现的氧化铁皮、铁锈,酸洗后可活化材料表面为热镀锌生产奠定基础。酸洗后应配备喷淋清洗装置。在电解脱脂段和电解酸洗段之间设置弯拉矫直机,以提高带钢的平整度。通过高频感应加热装置或阴极电加热装置将热轧材料加热到高于锡熔点(232℃)的温度,以获得光亮的镀锌表面。通过调节熔化电压和电流,减少了交流对带钢表面的热变化,有效地解决了木纹、横纹等缺陷[5]。
3 结语
热镀锌机组设备的维修技术不仅要考虑技术性,还要考虑安全性。目前,热镀锌机组设备故障诊断技术应用范围并不广泛,所用的测量仪器都相对有限,企业应加大这方面的投入,使精密抽检成为日常抽检工作的一部分,提高企业竞争力。
猜你喜欢
大电机技术(2022年3期)2022-08-06
表面工程与再制造(2022年1期)2022-05-25
节能与环保(2022年3期)2022-04-26
一重技术(2021年5期)2022-01-18
今日农业(2020年19期)2020-12-14
表面工程与再制造(2019年3期)2019-09-18
表面工程与再制造(2016年1期)2016-12-16
科学与财富(2016年28期)2016-10-14
中国高新技术企业(2015年21期)2015-07-13
中国高新技术企业(2015年20期)2015-06-01
