光变颜料特性及其多色调光致变色印花工艺研究
2022-02-14 20:16潘园歌王成龙金淑兰罗军陈维国郑今欢
现代纺织技术 2022年1期
关键词:调控
潘园歌 王成龙 金淑兰 罗军 陈维国 郑今欢


摘 要:针对当前光变颜料价格昂贵、色谱欠缺,印花织物色牢度较差、手感僵硬等问题,系统研究了光变颜料的基本特性以及分散染料/光变颜料同浆印花工艺,拓宽了光变颜料色谱,研制开发了可调控的多色调变色印花织物。结果表明:Mc-系列光变颜料变色效果明显,且灵敏度和耐疲劳度优良;研制的多色调光致变色印花工艺为:光变颜料质量分数为6%、分散染料适量、黏合剂TF-321G与TF-3201比例为2∶1且质量分数为6%、增稠剂TF-321F质量分数为1.2%,焙烘温度170℃、焙烘时间4 min;随着分散染料色光和用量的不同,印花织物的色谱得到了拓展。
关键词:光变颜料;同浆印花;调控;多色调;变色织物
中图分类号:TS194.4
文献标志码:A
文章编号:1009-265X(2022)01-0129-08
Abstract: In view of the high price of optically variable pigments, lack of chromatogram, poor color fastness of printed fabrics, and stiff hand feel, etc., the basic characteristics of the optically variable pigments and the printing process of disperse dyes/optically variable pigments in the same slurry are studied systematically to broaden the chromatography of optically variable pigments, and a controllable multi-tone photochromic printed fabric is developed. The results show that the Mc-series optically variable pigments have an obvious discoloration effect, excellent sensitivity and fatigue resistance. The multi-tone photochromic printing process developed is: a mass fraction of the optically variable pigments of 6%, a proper quantity of disperse dyes, a ratio of the adhesives TF-321G to TF-3201 of 2∶1, a mass fraction is 6%, a mass fraction of the thickener TF-321F of 1.2%, a baking temperature of 170℃, and a baking time of 4 min. With different color tones and dosages of the disperse dye, the chromatogram of printed fabrics has been expanded.
Key words: optically variable pigments; same-size printing; control; multi-tone; photochromicfabric
隨着生活水平的提高,消费者对印花纺织品美的追求层次也越来越高,对印花纺织品颜色的要求除了实用、美观,也关注新奇多变的风格,不再局限于传统印花的静态色泽[1-2]。光变颜料等功能性颜料的出现,可使印花图案由“静”变“动”,会给生活或其他领域增添许多新鲜感和乐趣,也为纺织、染整工作者提供了实现纺织品新颖印花的创新机会[3-4]。
目前,光变颜料通常被用于饰品(挂件等)、印刷产品(标识等)以及生活用品(变色杯、发卡、手环等)等。近年来光变颜料逐步通过印花的方式在纺织品领域得以应用,然而由于光变颜料价格昂贵、色谱欠缺等因素,极大地限制了其在光致变色印花产品上的应用[5-7]。而黏合剂作为颜料印花的关键成分,直接影响织物手感和色牢度,研究表明[8],当提升黏合剂质量分数时,印花织物色牢度会明显提升,但手感也会随之变得僵硬。且有学者[9-11]通过减少黏合剂质量分数,加入涂料印花用交联剂,形成延伸性差的刚性网状结构,牢度有所提高,但如果应用于圈绒类织物会极大地影响圈绒织物的手感、对多色调织物的呈色效果及变化规律也缺乏相关研究。
针对上述问题,采用光变颜料/分散染料同浆印花,在获得较好光变效果的同时降低光变颜料的质量分数,这不仅能有效降低印花成本,也有利于体系黏合剂质量分数的控制,进一步获得具有较好手感以及较佳色牢度的光致变色印花织物,同时拓宽了光变颜料的色谱。因此,首先对光变颜料特性进行研究,明确光变颜料在紫外光下的变色特性;其次,对分散染料与光变颜料同浆印花工艺进行了研究,明确色牢度、手感与色彩三要素之间的相关性和机理,以此理论基础开发了色牢度高、手感好、呈色丰富多彩的光致变色织物。
1 实 验
1.1 试剂与仪器
1.1.1 实验试剂
光变颜料(Mc19#红色、Mc16#黄色、Mc22#绿色、Mc29#蓝色、蓝变绿Mc-11)购自深圳市千色变材料科技有限公司;商品化分散染料为C.I.分散红60、分散黄HA-2RW、分散E-4R蓝(工业级)由吉华集团提供;黏合剂TF-321G、黏合剂TF-3201S、增稠剂TF-312F(工业级)由传化智联股份有限公司提供;湿摩擦牢度增进剂UP-W(工业级)购自青岛市达茵化工有限公司
1.1.2 实验仪器
DHG-9140A型电热恒温鼓风干燥箱(上海一恒科技有限公司),JJ-1精密增力电动搅拌器(江苏金坛市城东新瑞仪器厂),MCR52旋转流变测试仪(奥地利AntonPaar公司),SF600X测色配色仪(美国DateColor公司),Y571C摩擦色牢度测试仪(温州方圆仪器有限公司),SW-24AⅡ型耐洗色牢度试验机(温州市大荣纺织仪器有限公司),WFH-204B手提紫外灯(上海驰唐电子有限公司),BSA2245分析天平(赛多利斯科学仪器(北京)有限公司)。
1.2 试验方法
1.2.1 分散染料/光变颜料色浆制备
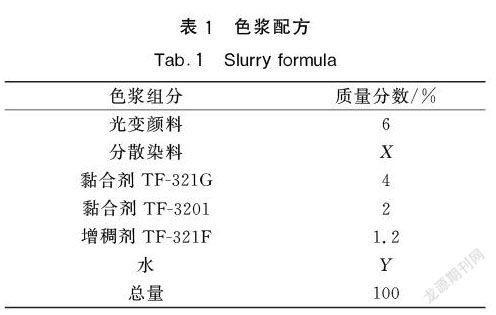
表1为色浆配方,称取6 g的光变颜料分散于水中,加入一定量的分散染料,搅拌至分散均匀,随后加入4 g黏合剂TF-321G、2 g黏合剂TF-3201以及1.2 g增稠剂TF-321F,加水至100 g,充分搅拌一段时间后备用。
1.2.2 印花织物的制备
将上述制备的色浆通过丝网印花印制在涤纶绒类织物上,烘干后,一定温度下焙烘固色一定时间,最后水洗、烘干获得色调可调控的涤纶绒类印花织物。
1.3 测试方法
1.3.1 光变颜料的呈色时间、消色时间测试
将光变颜料均匀平铺于玻璃片表面,盖上一层玻璃片后压平固定,制备不同光变颜料样品。呈色时间:用挡光板挡住所制备样品的一半,另一半用紫外灯照射直至颜色完全显色,撤去挡光板且紫外灯继续照射,用秒表记录仪开始计时,当两边颜色相近时停止计时,该时间段为光变颜料的呈色时间,单位以秒计。消色时间[11]:用挡光板挡住所制备样品的一半,另一半用紫外灯照射直至颜色完全显色,关掉紫外灯同时撤去挡光板,用秒表记录仪开始计时,当两边颜色相近时停止计时,该时间段为光变颜料的消色时间,单位以秒计。
1.3.2 光谱反射率、K/S及色度值的测试
按照工艺流程印制织物,利用Datacolor测色配色仪测试印花面料的光谱反射率[12]、K/S值以及色度值参数。
1.3.3 光变颜料变色过程的表征
把制备的样品用Datacolor测色配色仪测出其在不同光照时间下的光谱反射率曲线,采用OptialColor软件,通过所测光谱反射率还原出对应的LCH,进而转换成真实颜色以及用波长迁移表征颜色变化过程,直观明了地把多色调表征出来。
1.3.4 织物手感主观评价测试
选择纺织工程专业人员20人(男女比例1∶1),对光致变色印花织物进行手动触摸以评价其柔软程度。以黏合剂质量分数为20%时所印制的样品为参照物1,其柔软程度记为0,以未印花织物为参照物2,柔软程度记为5。将20人的评分取平均值,得到织物手感的主观评价[13],分值越高表明织物手感越好。
1.3.5 印花织物色牢度测试
耐洗色牢度按GB/T 3921—2008《纺织品色牢度试验耐皂洗色牢度》方法2进行测试;耐摩擦色牢度按GB/T 3920—2008《纺织品色牢度试验耐摩擦色牢度》进行测试。
2 结果与讨论
2.1 光变颜料变色性能的研究
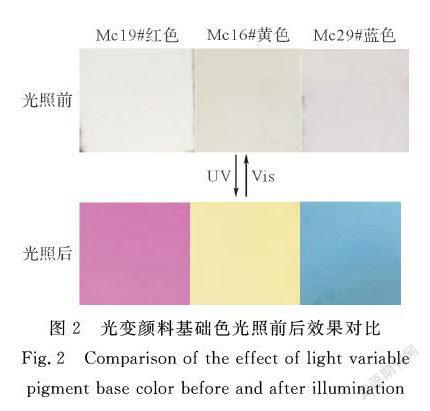
所选螺吡喃类光变颜料在纺织领域中较为常用。其变色机理如图1所示:
如圖1所示,光变颜料变色过程是通过键的异裂完成的。当使用紫外灯照射光变颜料时,光变颜料分子中的碳氧键发生异裂化,螺吡喃开环体形成新的物质,最大吸收波长发生变化,颜色随之发生变化;紫外灯照射停止后,颜料分子中键的异裂恢复成原有的状态,光变颜料随之恢复为原来的颜色。
2.1.1 光变颜料变色效果及过程
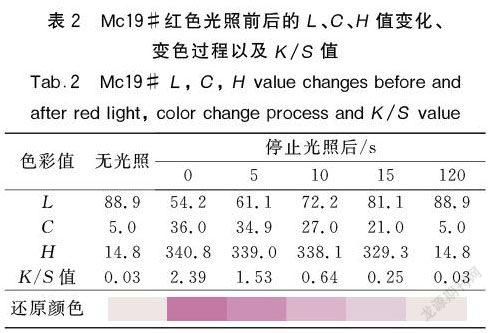
首先,对市售的几种光变颜料的变色效果进行了分析,由图2可发现,所选光变颜料基础色经紫外光照射后变色效果明显。由于光变颜料经紫外光照射后,变色较为灵敏,不利于采用设备对其进行表征,因此,为进一步研究其变色过程,对其消色过程进行研究,测试了光照停止后不同时间的R值曲线,结果如图3所示。从图3可以看出,随着紫外光照射停止后,3种光变颜料的光谱反射率逐渐上升,但是最大吸收波长未变,此时表现出光变颜料的消色过程,且一定时间后可完全恢复到原有颜色,表现出了较好的可逆性。
为了进一步验证光变颜料的变色过程,以Mc19#红色为例,对其在停止光照后不同时间段的光谱反射率曲线进行进一步分析,采用OptialColor软件,通过所测光谱反射率还原出对应的LCH,进而转换成真实颜色的过程,并测试其相应K/S值,结果如表2所示。
由表2可以看出,随着紫外光照射停止,L值随之增大,C值和H值随之减小,饱和度和色相发生变化,同时,样品K/S值随之减小,一定时间后恢复到未光照状态,进一步证明光变颜料的可逆性。这主要是因为随着紫外光照射的停止,颜料分子中键的异裂恢复成原有的状态,颜色也随之变化[14]。
2.1.2 光变颜料的灵敏度与耐疲劳度
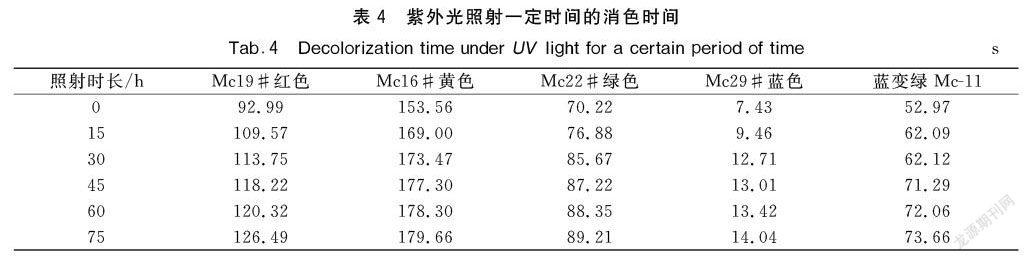
光变颜料的灵敏度主要由呈、消色时间来反映,呈、消色时间越长,光变颜料灵敏度越差;反之,灵敏度越好。光变颜料的耐疲劳度是评价其使用寿命的重要指标,主要用紫外灯连续照射一定时间后的呈、消色时间进行表征。在连续照射过程中,为避免紫外灯长时间工作发生危险,每天照射4 h,累计照射所定的时间后测试并记录呈、消色时间,结果如表3、表4所示。
由表3、表4可知,光变颜料受到相应波长的光刺激后很快发生颜色变化,光响应速度快、灵敏度较好。光变颜料的呈色时间比消色时间短,这主要是因为光照后颜料快速吸收能量,通过键的异裂使分子结构和电子排布均发生变化,停止光照后,光强变弱、异裂的键恢复原来状态的速度变慢[15]。可以看出,随着紫外光照射时间越久,呈、消色时间越久,光变颜料的灵敏度随之变差。且实验中发现,Mc16#黄色、Mc22#绿色、Mc29#蓝色、蓝变绿Mc-11约在连续照射60 h后变色不明显,Mc19#红色在连续照射75 h后变色不明显,所选光变颜料的耐久性较好,有足够长的循环寿命,适用于后续印花织物的制备。
2.2 分散染料/光变颜料同浆印花工艺研究
2.2.1 黏合剂质量分数对织物性能的影响
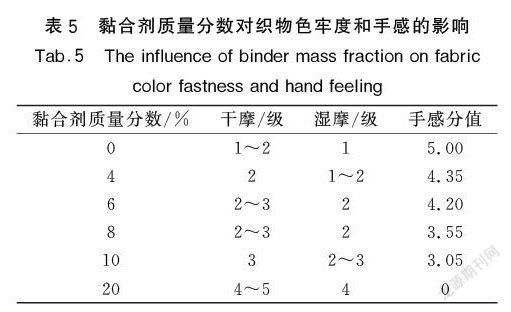
基于前期对黏合剂含固量、吸水率、粒径大小及分布等理化性能的分析;结合印花色牢度、织物手感主观评价等进行测试和分析,筛选出了性能优良且适用于光变颜料印花的黏合剂TF-321G和TF-3201S,当黏合剂TF-321G与黏合剂TF-3201S质量比为2∶1时,两种黏合剂复配后分子间发生相互交联,对织物的机械勾连作用更强,连接成质地更为均匀且牢固的膜。在此基础上进一步研究了黏合剂质量分数对印花织物色牢度和手感的影响,结果如表5所示。
由表5可以看出,随着黏合剂质量分数的增加,印花织物的干湿摩擦色牢度均有一定的提升,手感分值逐渐降低,这是因为随着黏合剂质量分数的增加,嵌在织物表面空隙和沟槽中的黏合剂在水分蒸发后能形成更加完整的网络结构薄膜,且黏合剂本身具有一定的黏着力,同时黏合剂和织物间存在分子间作用力,进一步加强了颜料与织物之间的固定程度。进而表明,随着黏合剂质量分数的提高,织物的干湿摩擦色牢度提高、手感变硬。当黏合剂质量分数为6%时手感相对较好,黏合剂质量分数大于10%时,织物手感明显较差。考虑到后续色牢度和手感之间的平衡问题,印花工艺中选取黏合剂质量分数为6%。
2.2.2 焙烘温度和时间对织物性能的影响
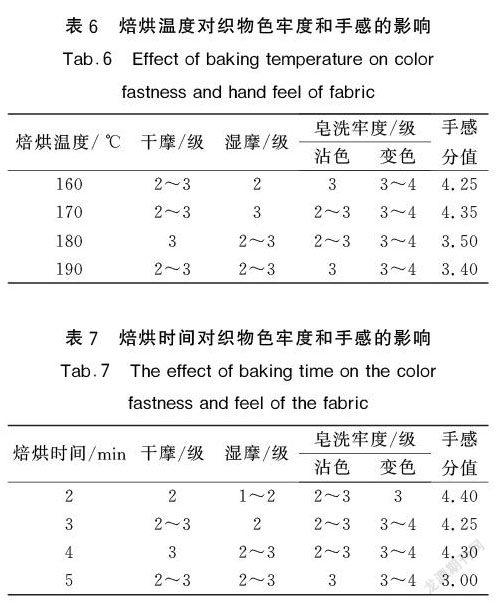
合理的焙烘温度和焙烘时间不仅能节能减排、降低成本,且很大程度上影响着织物品质。进一步对焙烘温度和焙烘时间进行了分析,结果如表6、表7所示。
由表6可以看出,随着焙烘温度的增加,印花织物的干湿摩擦色牢度、耐水洗色牢度变化不大,在焙烘温度为170℃时手感分值为4.35,手感较好。由表7可以看出,随着焙烘时间的增加,印花织物的干湿摩擦色牢度、耐水洗色牢度增加,在焙烘时间为4 min时,手感分值为4.30,手感较好。原因是在设计的焙烘温度、焙烘时间范围内,黏合剂达到了成膜条件并将光变颜料黏附在纤维上,有一定的色牢度。但是,焙烘温度超过170℃、焙烘时间大于4 min手感明显变硬,原因主要是温度过高使黏合剂结构受损,导致更多不完整的膜暴露在纤维上,手感变硬。考虑到印花织物的性能、节能减排、节约成本,印花工艺中选取焙烘温度为170℃,焙烘时间为4 min。
综上,分散染料/光变颜料同浆印花工艺为:光变颜料质量分数为6%、分散染料适量、黏合剂TF-321G与TF-3201比例为2∶1且质量分数为6%、增稠剂TF-321F质量分数为 1.2%;焙烘温度170℃、焙烘时间4 min。
3 多色调织物呈色效果研究
3.1 分散染料色光对织物变色效果的影响
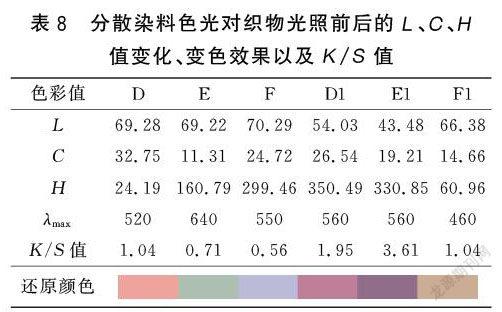
利用不同色光的分散染料基础色中的两种与6%单一光变颜料互拼,印花后所得样品对应命名为D、E、F(C.I.分散红60、分散黄HA-2RW与感光Mc14#蓝色互拼后命名为D;分散黄HA-2RW、分散E-4R蓝与感光Mc19#红色互拼后命名为E;分散染料为C.I.分散红60、分散E-4R蓝与感光Mc16#黄色互拼后命名为F),光照变色后的样品命名为D1、E1、F1,探究基础色对光致变色织物色调的有效调控。
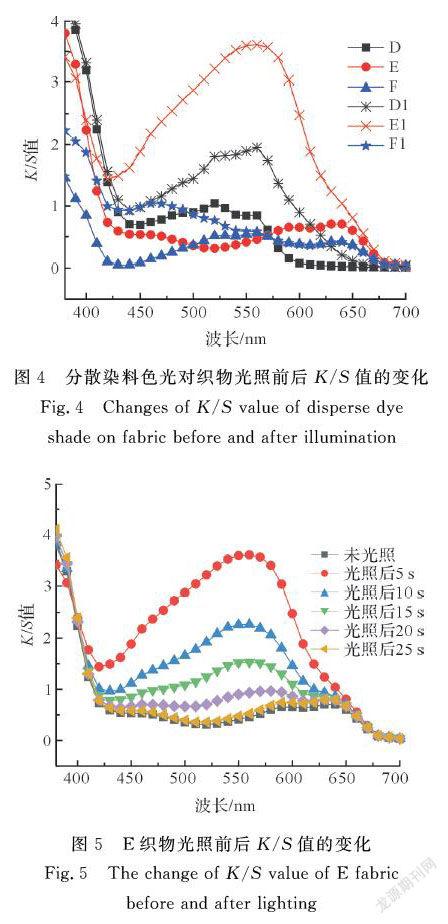
图4为分散染料色光对织物光照前后的K/S值曲线图,从图4曲线中可以直观地看出,D、E、F样品中的光变颜料经光照后进行特定的化学反应,生成D1、E1、F1,其吸收光谱发生明显的变化,最大吸收波长发生迁移,色调发生变化,表现在颜色上如表8所示。为了进一步验证分散染料色光对织物变色效果的影响,以E样品为例,图5为E织物光照前后K/S值的变化曲线,可以看出,随着紫外光停止,最大吸收波长由560 nm迁移到640 nm,这主要是因为随着紫外光照射的停止,颜料分子中能级间隔发生变化[16],键的异裂逐渐恢复变成原来的状态,整体颜色由紫色逐渐变为绿色。
3.2 分散染料用量对织物变色效果的影响
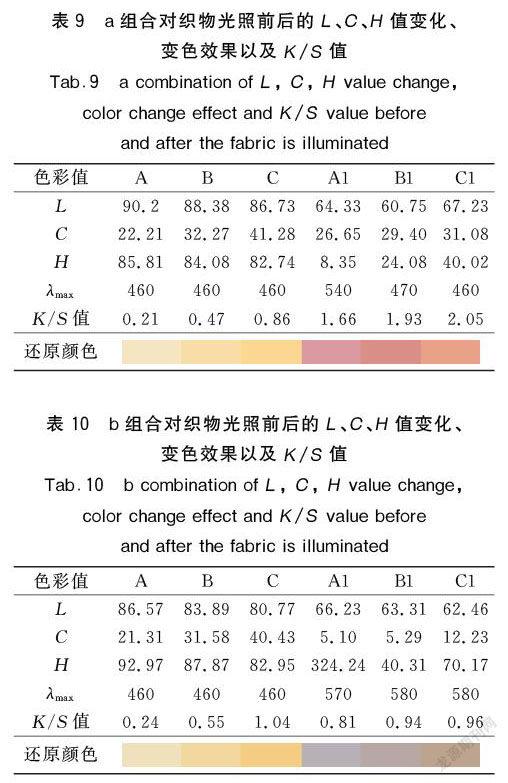
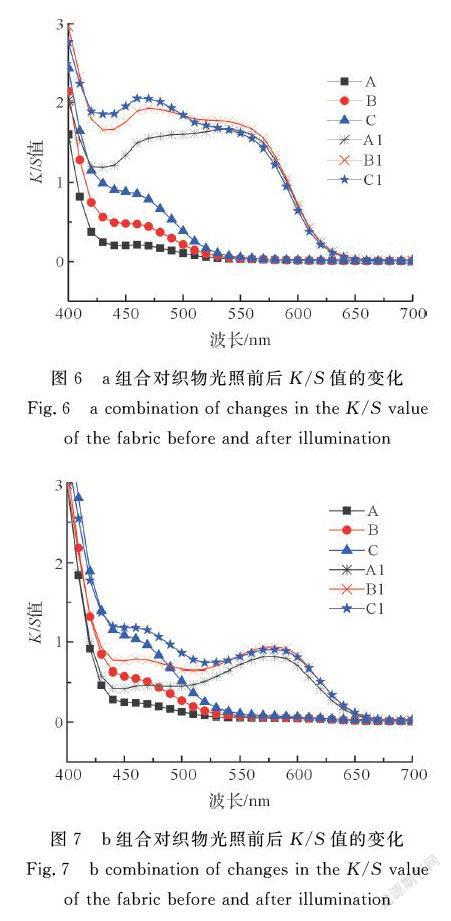
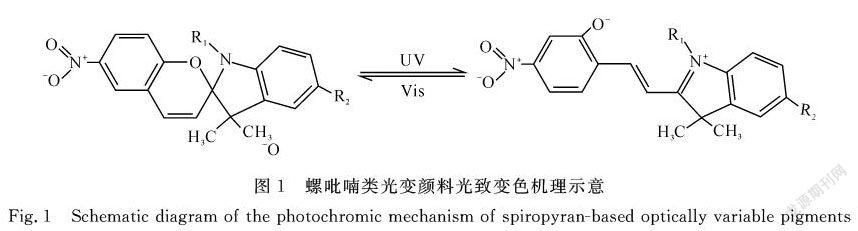
利用不同用量(0.01、0.02、0.03 g)的分散染料基础色分别与6%单一的光变颜料基础色进行两两互拼(互拼时色光不重复,例如不同用量的分散染料黄HA-2RW(0.01、0.02、0.03 g)不与单一的感光Mc16#黄色互拼),印花后所得样品对应命名为A、B、C,光照变色后的样品命名为A1、B1、C1,探究其基础色用量对光致变色织物色调的有效調控,采用如下技术方案,以不同用量的分散黄HA-2RW分别与感光Mc19#红色、感光Mc14#蓝色复配后形成的a、b组合为例,分析如下。
a)分散黄HA-2RW(0.01、0.02、0.03 g)+感光Mc19#红色
b)分散黄HA-2RW(0.01、0.02、0.03 g)+感光Mc14#蓝色
为了进一步验证分散染料黄HA-2RW用量对织物变色效果的影响,a组合、b组合经Datacolor测色配色仪测出光谱反射率曲线后,采用OptialColor软件,通过光谱反射率还原出LCH,进而转换成真实颜色的过程。其中表9、表10分别为a组合、b组合对织物光照前后的L、C、H值变化、变色效果以及K/S值,可以看出,光照前L值逐渐减小、C值增大,H值减小,黄光明显增加。随着紫外光照射停止,LCH值随之增大,且无紫外线时差别最大,色相发生变化。
图6、图7分别为a组合、b组合对织物光照前后的K/S值曲线图,从曲线中可以直观地看出,A、B、C样品中的光变颜料经光照后进行特定的化学反应,生成A1、B1、C1,其吸收光谱发生明显的变化,最大吸收波长由单吸收峰迁移到不同波段的双吸收峰,色调发生变化。随着分散黄HA-2RW用量的增加,织物变色时,黄光增多,且变色效果减弱,这主要是因为分散黄HA-2RW用量增多,逐渐掩盖了光变颜料的颜色。
4 结 论
针对当前光变颜料价格昂贵、色谱欠缺,印花织物色牢度较差、手感僵硬且对多色调绒类织物的呈色效果及变化规律缺乏相关研究等问题,通过对光变颜料特性、分散染料/光变颜料同浆印花工艺以及多色调呈色效果进行研究,研制出了可控制的多色调变色印花织物,得到了如下结论:
a)Mc-系列光变颜料变色效果明显、且灵敏度和耐疲劳度优良,适合后续印花工艺。
b)多色调光致变色印花工艺为:光变颜料质量分数为6%、分散染料适量、黏合剂TF-321G与TF-3201比例为2∶1且质量分数为6%、增稠剂TF-321F质量分数为1.2%;焙烘温度170℃、焙烘时间4 min。
c)从分散染料色光对织物光照前后的K/S值曲线图可以直观地看出,样品中的光变颜料经光照后进行特定的化学反应,生成不同于光照前的物质,其吸收光谱发生明显的变化,最大吸收波长发生迁移,色调发生变化。
d)随着分散染料用量的增加,织物变色时相应的光变颜料色光逐渐减少,且变色效果减弱,主要原因是分散染料用量增多,逐渐掩盖了光变颜料的颜色。从还原出的LCH值及颜色变化过程中可以看出,光照前织物的LCH值变化取决于分散染料的色光,光照后变色织物的LCH值变化取决于光变颜料的色光。掌握色彩三要素的变化规律后,在配色过程中,只要给予它们同一要素,便可以准确把握多色调协调的效果。
参考文献:
[1]孙宾宾,杨博,王明远.光致变色功能纤维的制备方法及研发趋势[J].甘肃科技,2011,27(2):64-66.
SUN Binbin, YANG Bo, WANG Mingyuan. Preparation method and development trend of photochromic functional fiber[J]. Gansu Science and Technology, 2011, 27(2): 64-66.
[2]苏启来,杜文琴.光致变色织物研究进展[J].纺织导报,2011(1):71-72.
SU Qilai, DU Wenqin.Research progress of photochromic fabrics[J]. China Textile Leader, 2011( 1) : 71-72.
[3]张雪花.光变颜料配色技术及影响因素分析[J].化工管理,2016(17):195.
ZHANG Xuehua.Analysis of optical variable pigment color matching technology and influencing factors[J]. Chemical Enterprise Management, 2016(17): 195.
[4]戴淑娇.光致变色纺织品的制备及其发展趋势[J].轻纺工业与技术,2014,43(5):24-26.
DAI Shujiao. Preparation and development trend of photochromic textiles[J]. Light and Textile Industry and Technology, 2014, 43(5): 24-26.
[5]CHANG J, GONG X, PANG J, et al. Experimental study on the ink jet printing quality improvement of ordinary printing paper with polyvinyl alcohol[J]. Applied Sciences in Graphic Communication andPackaging, 2018,5(3): 629-634.
[6]Geneva: World Health Organization. Artificial tanning devices: Public health interventions to manage sunbeds [R/OL]. License: CC BY-NC-SA 3.0 IGO,2017.
[7]崔松松.改性聚丙烯酸酯类涤纶免水洗印花粘合剂的制备及应用[D].杭州:浙江理工大学,2018.
CUI Songsong.Preparation and Application of Modified Polyacrylate Polyester Non-washing Printing Adhesive[D]. Hangzhou: Zhejiang Sci-Tech University, 2018.
[8]黃德朝.涤粘提花织物的分散/活性同浆双色印花[J].印染,2016,42(5):28-31.
HUANG Dechao.Disperse/reactive same-size two-color printing of polyester and viscose jacquard fabric[J]. China Dyeing & Finishing, 2016, 42(5): 28-31.
[9]马红霞,李耀仓.新型环保涂料印花粘合剂的研究进展[J].中国胶粘剂,2010,19(10):47-50.
MA Hongxia, LI Yaocang.Research progress of new environmentally friendly paint printing adhesives[J]. China Adhesives, 2010, 19(10): 47-50.
[10]王慧君,张庆.纺织品涂料印花黏合剂概述[J].丝网印刷,2015(8):28-33.
WANG Huijun, ZHANG Qing.Overview of textile pigment printing adhesives[J]. Screen Printing, 2015(8): 28-33.
[11]周月华.光致变色材料不同的加载方式及应用研究[D].天津:天津大学,2012.
ZHOU Yuehua.Research on Different Loading Methods and Applications of Photochromic Materials[D]. Tianjin: Tianjin University, 2012.
[12]LEE S J, SON Y A, SUH H J, et al. Preliminary exhaustion studies of spiroxazine dyes on polyamide fibers and their photochromic properties[J]. Dyes and Pigments,2006,69(1/2): 18-21.
[13]周燕.超柔软氨基硅油SM-20在涤纶织物上的应用[J].上海紡织科技,2011,39(5):53-55.
ZHOU Yan.Application of super soft amino silicone oil SM-20 on polyester fabric[J]. Shanghai Textile Science & Technology, 2011, 39(5): 53-55.
[14]周月华.N-甲基螺噁嗪光致变色化合物在织物上的应用研究[J].纺织科学研究,2009,46(2):7-10.
ZHOU Yuehua.Study on the application of N-methylspiroxazine photochromic compound on fabric[J]. Textile Science Research, 2009, 46(2): 7-10.
[15]何秀玲.纺织品抗紫外线性能检测标准比较[J].印染,2009,35(11):38-42.
HE Xiuling.Comparison of textile anti-ultraviolet performance testing standards[J]. China Dyeing & Finishing, 2009, 35(11): 38-42.
[16]范菲.光致变色材料在纺织中的应用[J].棉纺织技术,2016,44(12):80-84.
FAN Fei.Application of photochromic materials in textiles[J]. Cotton Textile Technology, 2016, 44(12): 80-84.
猜你喜欢
理财周刊(2022年4期)2022-04-30
河南农业·综合版(2022年3期)2022-04-08
学苑创造·A版(2020年12期)2020-01-07
商情(2012年48期)2017-11-08
支点(2016年11期)2016-12-22
房地产世界(2016年11期)2016-12-16
房地产世界(2016年10期)2016-11-09
财经国家周刊(2016年21期)2016-10-28
中学理科·综合版(2008年4期)2008-07-15